Vertical banding
-
You have an unusually low steps/mm. My Scara printer also had low steps/mm and I could see on it that the arms were not moving smoothly even when doing raw motor moves that don't involve segmentation.
The cause was that not all microsteps are equal. Manufacturers of Nema 17 stepper motors make a greater or lesser extent to make them more equal, but this comes at the cost of reduced holding torque.
So if the spacing of the banding matches the full step interval, that's probably the cause. Solutions include:
1. Don't set the motor current too low. At low currents the detent torque causes the microsteps to be less even. Try 80% of the motor rated current.
2. Use 0.9deg motors. That's what I did.
3. Use smaller spools or possibly gearing to increase the steps/mm.
HTH David
-
-
@fma:
To see if it is an extruder issue, you can change the wall width, so the extruder will turn faster/slower per mm of wall, and so banding step should change.
While I think the extruder is all but ruled out at this point as I cant see how any extruder defect would re align up perfectly each pass, this is a good suggestion for a easy test that I will try when i get home from work to make 100% sure.
By running the machine faster you introduce more randomness to what the cords are doing and the speed makes jerks less impacting. I am still 90% convinced that there is some sort of concentrically issue. It is not easy to get artifacts as repeating as you have managed in other ways. The ball bearings should be good. And If mounted correctly, by fixating the centerpiece down to the base of the mount, there can't be any movement to them. If the bearings can't be bolted down add a shim above, middle and under.
The metal idler bearings have a close tolerance to the 3D printer mount with 3 washers to prevent any friction. The clamping force is only light so the bearings could move slightly but as the angle of the spectra line on the bearings never changes i'm not sure how this would cause a issue as the bearing would be pulled to once side of the bolt and stay at that location. Feel free to correct me on that point.
Do you have the same bands on you pulleys? That can explain the problem. I think that if you spend the money on nice rails you should try to get the pulleys turned in a lathe or minimum put a metal sleeve above your printed part.
The pulleys don't have this banding nope. I totally might get the pulleys turned on a lathe if i can get the other mechanics sorted.
Can it be the patterns on the cords from how it is woven? I would say you have to many contact points with the cord to make it the most likely scenario.
Hmm i did not think of that one, here i was thinking i did not have to worry about any belt pitch or to turning over belts to run the belt flat side on the idlers. I will look in to this, this would be the worse case issue as it could scrap the entire design.
You might also want to have some air in between the cords on the pulley. If the new cord clings to it's neighbor the effective diameter increases. but it would most likely not give this repeatability to your pattern.
The satisfaction once you solve this will be good
")
I could space them a little father in the area im printing to check this perhaps. Yea, i really want to get this sorted, it could be ignored by finding the sweat spot on the print speed and such.
-
You have an unusually low steps/mm.
HTH DavidYes, the spools are very big. But are motors that bad? It would have to be approx. a full 16th microstep out of sync. @David did it solve your issue?
Yes motors can be that bad, some are better than others. Even full steps can vary in size by up to 5%. Changing to 0.9deg motors helped me a lot, but didn't completely solve it.
-
You have an unusually low steps/mm. My Scara printer also had low steps/mm and I could see on it that the arms were not moving smoothly even when doing raw motor moves that don't involve segmentation.
The cause was that not all microsteps are equal. Manufacturers of Nema 17 stepper motors make a greater or lesser extent to make them more equal, but this comes at the cost of reduced holding torque.
So if the spacing of the banding matches the full step interval, that's probably the cause. Solutions include:
1. Don't set the motor current too low. At low currents the detent torque causes the microsteps to be less even. Try 80% of the motor rated current.
2. Use 0.9deg motors. That's what I did.
3. Use smaller spools or possibly gearing to increase the steps/mm.
HTH David
I agree the steps are a bit low, while i can reduce the pulley size slightly I'm limited because it needs to spool the line from the diagonal bed distance ie bigger the bed the more line needs to be able to be spooled up. Also the smaller the pulley the more distance is covered by the line in the Z direction changing the line tension slightly.
1. For most of my testing the current is a bit low at 550mA, my motors are rated to 1.1 A. I did a test with 1.2A motor current with no reduction on the banding.
2. I did give 0.9 motors a go (see photos above) the band spaceing stayed the same and did not seem to reduce the issue any.
3. The spool size is limited by the bed size but with some changes and closer tolerances i might be able to reduce it a little but.
-
You might like to try sticking a paper indicator on top of the spools, and see if the movement appears smooth or not.
-
Yes motors can be that bad, some are better than others. Even full steps can vary in size by up to 5%. Changing to 0.9deg motors helped me a lot, but didn't completely solve it.
Good to know
I also have issues with how all drive pulleys are attached to the motors. This is a common fault on almost all machines. The front bearings of the motors are not designed to take up torque and that is how they are mounted now. To be 100% correct you should have bearings above and under the pulley and a somewhat flexible shaft to the motor. That can be simplified on almost all machines to the front bearing of the motor and a bearing above the pulley. Technical that constitutes an overrefined system but should be ok. On your machine I would go for a separate bearing above and under since the pulley is to high. Benefit is higher belt tension with less resistance.
An issue that might create ripples would be if your pulley is not fitting 100% to the shaft and rocks in the direction of the load. My guess is that it would be less repeating but it could still be the fault.
//P
-
You might like to try sticking a paper indicator on top of the spools, and see if the movement appears smooth or not.
I will give that a try, also that gives me a idea, i could try removing the motor pulley entirely from the motor and see if i can still feel the vibration, that would rule everything out if it still can be felt. Unfortunately i don't think it would not confirm anything if it feels smooth because it may need that mass to produce the vibrations.
I also have issues with how all drive pulleys are attached to the motors. This is a common fault on almost all machines. The front bearings of the motors are not designed to take up torque and that is how they are mounted now. To be 100% correct you should have bearings above and under the pulley and a somewhat flexible shaft to the motor. That can be simplified on almost all machines to the front bearing of the motor and a bearing above the pulley. Technical that constitutes an overrefined system but should be ok. On your machine I would go fore a separate bearing above and under since the pulley is to high. Benefit is higher belt tension with less resistance.
An issue that might create ripples would be if your pulley is not fitting 100% to the shaft and rocks in the direction of the load. My guess is that it would be less repeating but it could still be the fault.
//P
I think we are well within any lateral load limits of the stepper bearings, don't forget the steppers have two bearings, one in the front and one in the back with a solid shaft so all loads are in the best direction for the bearing. Just don't get me started on Z axis lead screw loads, never liked that method
The pulley is vary snug, i have to use a screwdriver to pry them off after loosening all 4 bolts. Would be a cool trick to have the pulley vibrate over 100 times for a half rotation of the stepper hehe, not so sure that's the issue.
If i can create a little slip with the string on the pulley or the pulley to the stepper motor shaft that should unlink the stepper clogging from the banding position and perhaps i can get the banding to shift, that should rule out the mechanics and point directly to the motor or control.
Thanks for the input thus far guys, its nice to have feedback and someone to bounce ideas off of. I will do more testing when i get home.
-
Tested the extruder to rule it out 100%. Here are 3 objects, lower one is 0.1, center one is 0.2 and top is 0.4mm layer heights. As you can see the the banding still line up, if the issue was anything do do the the extruder the spacing should go up or down as the plastic flow will double or half from the 0.2 baseline.
While it does look a little different the pattern remains constant spaceing.

Now for the smoking gun I think.
Here I loosened the bolt clamping the spectra line to the pulley and started a print, half way in i paused the print and commanded large X and Y moves. This lets the pulley wind and unwind nearly to the ends to encourage the line to slip slightly on the pulley. I then resumed the print, as you can see i got a slight shift mostly in the Y+ direction and for the first time managed to get the vertical banding to shift!The TLDR of that is i shifted the fullstep position of the motor to another location slightly in the print. In this case the slightly to the right in the photo.

So I feel that rules out most possible mechanical issues, that leaves me with my steps per mm are too low for the stepper drivers/duet or a strange fluke of the drivers/duet. Somehow it seems that the stepper motor is pausing/going slower at a full step location.
At this point i feel all i can do if give the 0.9 steppers another try and reduce my pulley size to the minimum diameter allowed by my bed size. If anyone has another take on things let me know.
-
While I don't have any idea as to what's causing this, you can probably speed up your troubleshooting time by simply taping a sharpie marker to your hotend, and doing a test print drawing on a piece of paper instead of actually extruding anything: That should show the wobble I presume. If this was z-banding you'd need to actually print a tower. But since this is an XY wobble, you may give the sharpie method a go: I see people taping them to their CNC's to draw stuff… seems like it may apply here.
-
Hehe, well I think i found my problem…. I was testing one thing at a time. It took the combined effort of boosted stepper current, 0.9 steppers and smaller pulleys. I went from a 22mm diameter pulley to 14mm the line barely all fits on the spool, this is the result.


I challenge you to find the vertical lines:)
Heated bed should be here this week some time, it will be nice to get rid of the blue tape, tiny bed and warped print corners. If i had to pick one I would stay the steps per mm was the main issue (as dc42 noted), it seems things act funny at such a low step per mm. For a reference I was using 45 step/mm for most of my testing, 90 step/mm with the 0.9 steppers (still banding) and 140 with both the 0.9 steppers and 14mm pulley.Thanks everyone for the suggestions and ideas, I hope this thread will be useful to someone in the future:)
-
I'm glad you got it working.
It occurred to me that if the drivers have a problem with low current microstepping, this could also cause that banding. We don't normally see a problem with low current microstepping on the TMC2660 drivers in the Duet, whereas such problems are well-known with DRV8825 drivers. But if you were using a combination of low-inductance motors AND a low motor current, there could be a problem. In that case it would be necessary to adjust the chopper control register settings.
What is the specification of your motors, and what current do you have them set to in M906?
-
This is what i changed to https://www.sparkfun.com/products/10846
0.9 degree
3.06V
1.7A (operating at around 1.2A i think)
1.8 OHM
2.8 mHThis is what i had before:
KH4234-b95101
1.8 degree
3.41v
1.1A (operating at 0.55 A)
3.1 OHM
4.4 mHAfter work I will drop the current down a little bit and see if the banding comes back at all. Is the "chopper control register settings" something i can change without recompiling the F/W? If so I would be happy to test any settings you like.
-
Yes the chopper control register can be adjusted using an M command. However, finding the correct setting is tricky.
0.55A is well below the optimum range for the TMC2660, so that may have contributed to the banding. 1.2A is much better.
-
Congratulations! Looks really nice.
Just as a quick calculation of the life time of a high quality motor bearing mounted as you have it and a 200N load sideways. This means 100N cord tension @2000RPM.
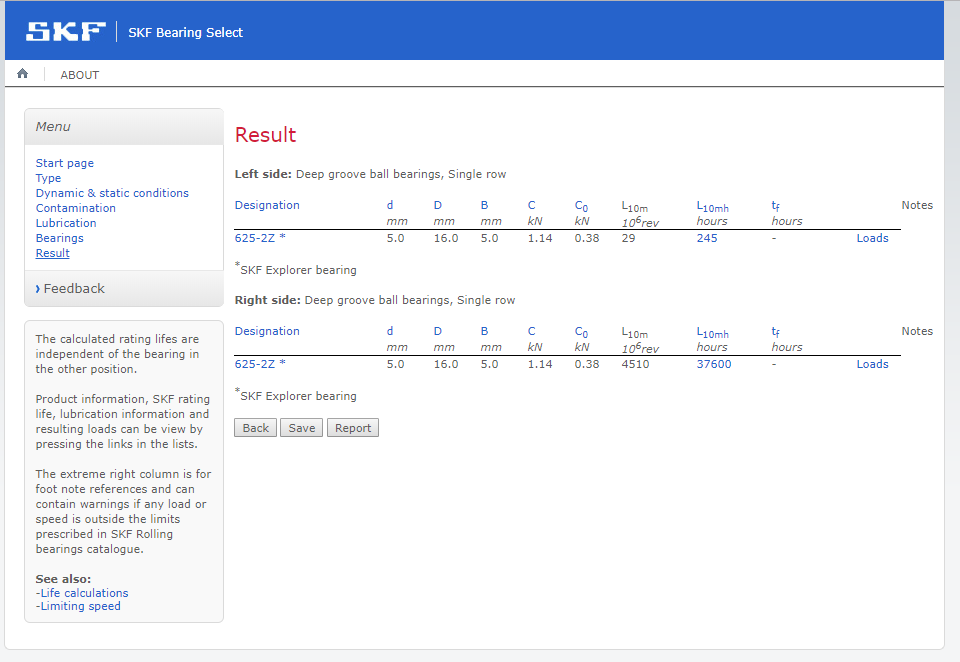
//P
-
Congratulations! Looks really nice.
Just as a quick calculation of the life time of a high quality motor bearing mounted as you have it and a 200N load sideways. This means 100N cord tension @2000RPM.
http://cadnicum.se/Bearing%20calc.png
//P
Forgive me if im missing your point but is this not how nearly 100% of all 3D printers mount the motors? I think we get more then 245 hours on them:)
-
The point is that the mounting arrangement is not good. Just because it is done doesn't mean its good and life time of a bearing is not until it ceases to function or exist as a ball bearing. I know that 100N is in the high tension for most people and 2000 RPM is the upper speed for many steppers. Slower speed and repeated short back and forth motion can be really bad for bearings since the grease has problems forming a good film inside it at lower speeds.
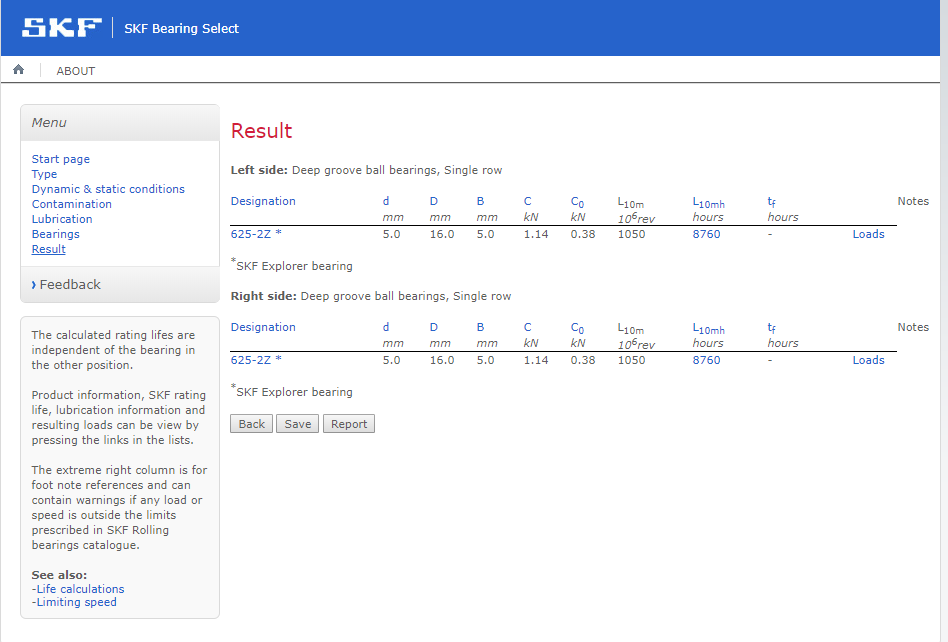
Here is what happens if you do as I told you earlier and center the load between the ball bearings. All else the same. You can run with much harder tension and lower friction. That reduces ringing since the extra load due to the accelerated mass is smaller compared to the tension in the cord. This should be extra important for you since you have a very long thin free cord and hence a relatively elastic setup.
Loading a deep grove ball bearing axially is not that bad since it distribute the load on all included balls.
-
Got yea, thanks Perplexed, I will keep that in mind as my next task is to start the real tuning of accelerations, jerk, line tension and ringing now that i got the major defect out of the way.
On thing i have seen is that all my blue parts are made out of PETG and with the tall towers the idlers and motors are mounted on the parts flex a little bit, I might reprint them in Raptor high temp PLA, should reduce ringing a little. -
Yes the chopper control register can be adjusted using an M command. However, finding the correct setting is tricky.
0.55A is well below the optimum range for the TMC2660, so that may have contributed to the banding. 1.2A is much better.
I started the following print at 1.2A stepper current then dropped them to 0.45A part way in the print, its hard to see and even harder to photograph but you can detect a vary slight ripple start after reduced current change.
The bottom of the part is to the right hand side in the photo, the left most side of the black sharpy marks the location of the current change. Ignore the V shaped ripple at the bottom of the screen that is just ringing. If you look 1/3rd of the way up you will see a vary vary slight ripple that's not seen below (to viwers right) the sharpy mark line.

So while some systems (perhaps even my original motors) may be more sensitive i think that the low current was only a small part of the main issue of a low Steps/mm not behaving smoothly.
-
Thanks everyone, I think this has solved my problem as well - although it will be a few more weeks before my 0.9 steppers arrive.
A key detail is:
@Kezat:I was testing one thing at a time. It took the combined effort …
My 16x microsteps/mm was 53.33 using a 30 tooth GT2 pulley, so similar to Kezat's 45.35. I had one 16 tooth pulley to try and initially did not think it made any difference - but when I carefully counted the bands I got 8.4 in 10mm before and 4.5 in 10mm with the smaller pulley and higher current.
The 16t pulley took me to 100 steps/mm, so with 0.9 steppers I should get to 200 microsteps/mm.
Both the distance (mm) between bands and the steps/mm increased by 1.87x, so would say that this is exactly where the problem lies.
@Kezat:IThanks everyone for the suggestions and ideas, I hope this thread will be useful to someone in the future:)
Useful already in the present