Duet 2 v1.02 not responding
-
@droftarts
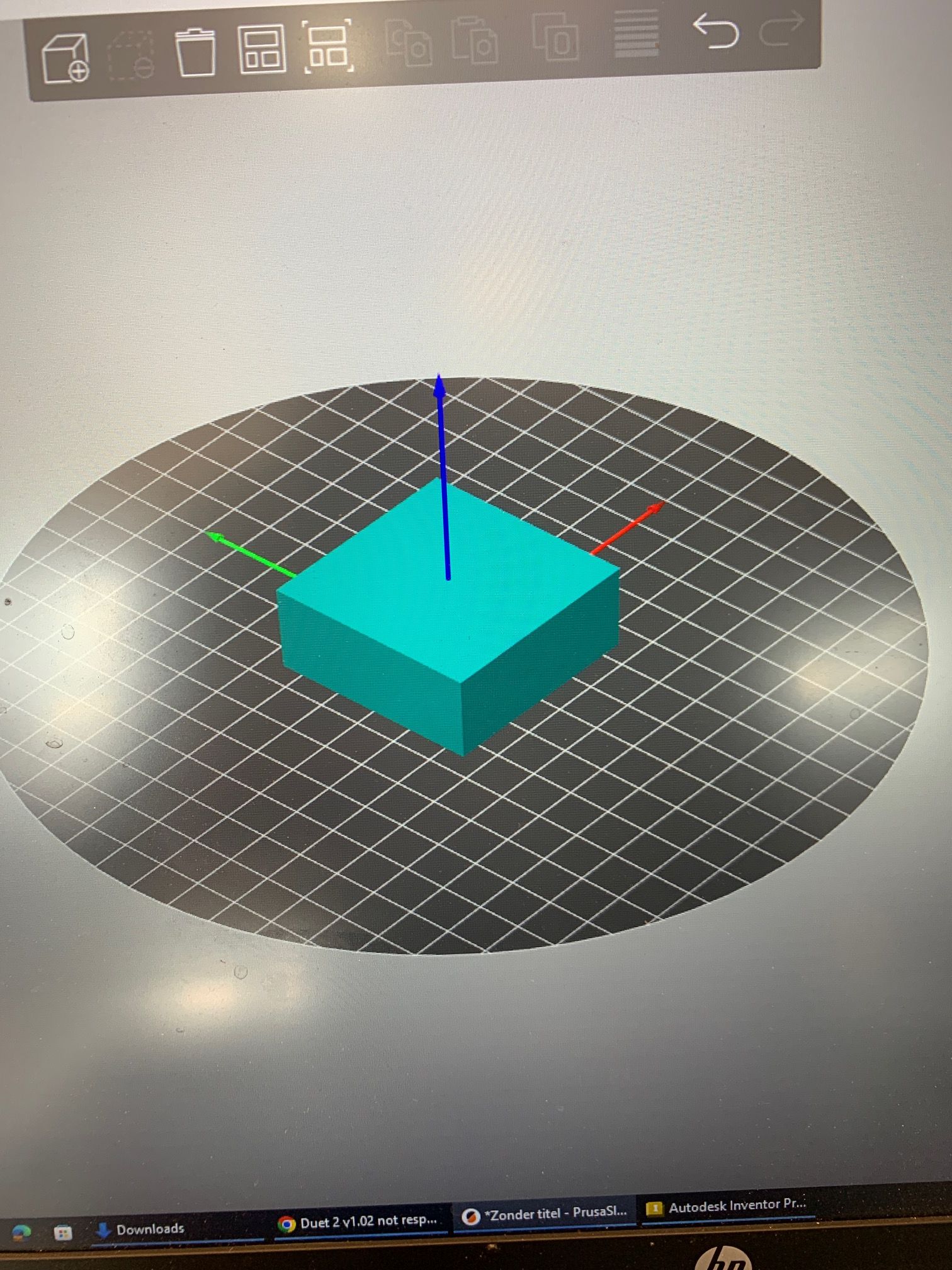
This is what is going wrong with printing. It had to be a sqaure 50mmx50mm h=20mm
Result 20mm x 15mm

-
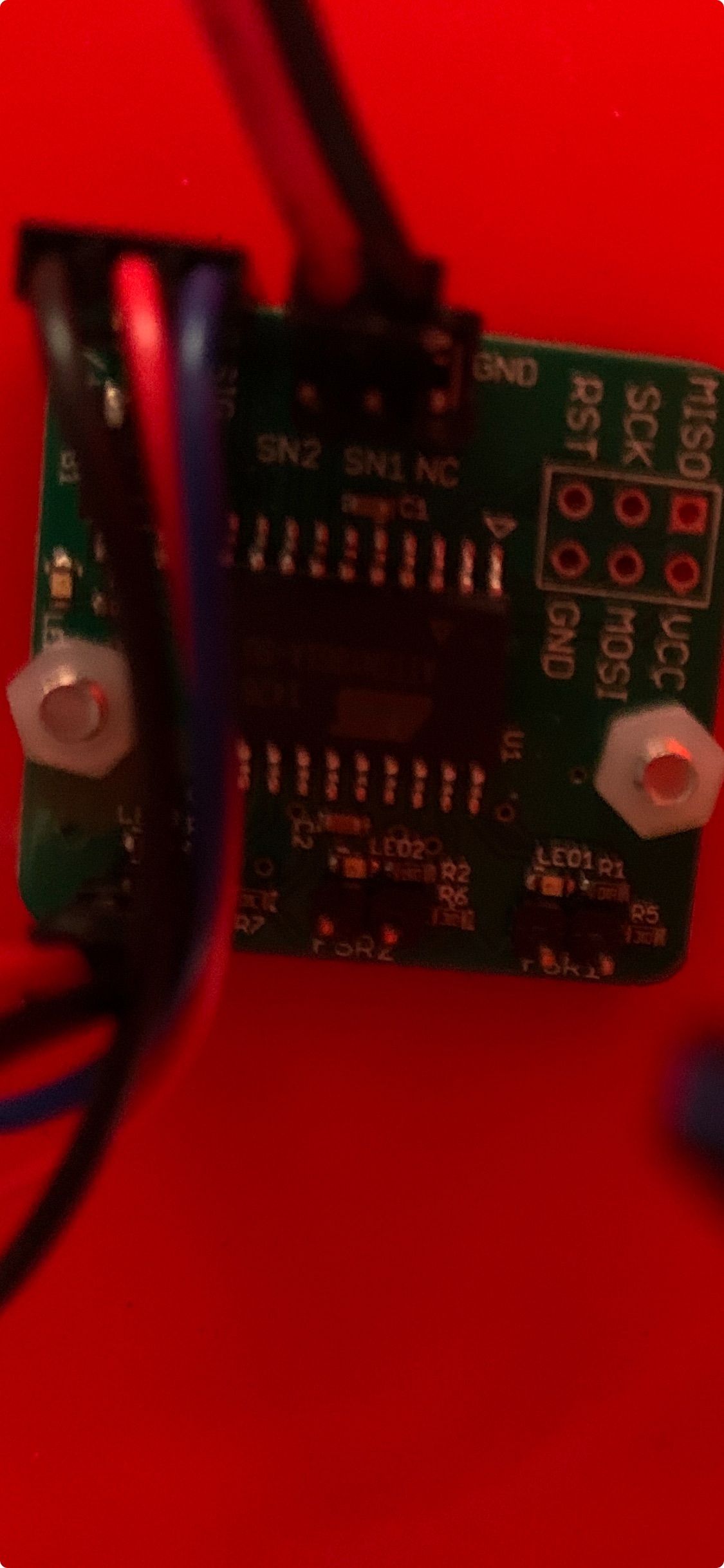
I think that's probably a bed attached piezo probe. It detects the nozzle contact tap.
You won't be able to print anything until you have the probe configured and are able to complete a delta calibration and bed mesh. Without an accurate mathematical model of your delta nozzle positioning won't be accurate enough.
Can you get a clearer shot of that little PCB? As well as a photo and description of where the wires from that PCB are connected to your Duet? With that information I can hopefully guide you in configuring it.
-
Also please share your entire current config.g and homedelta.g and bed.g
-
@thomasvanderwal sorry, I’m away on holiday this week.
Did you check that, from homing, when you move down 50mm in Z, it actually moves 50mm? Measure with a ruler. This is to check your steps per mm (M92).Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
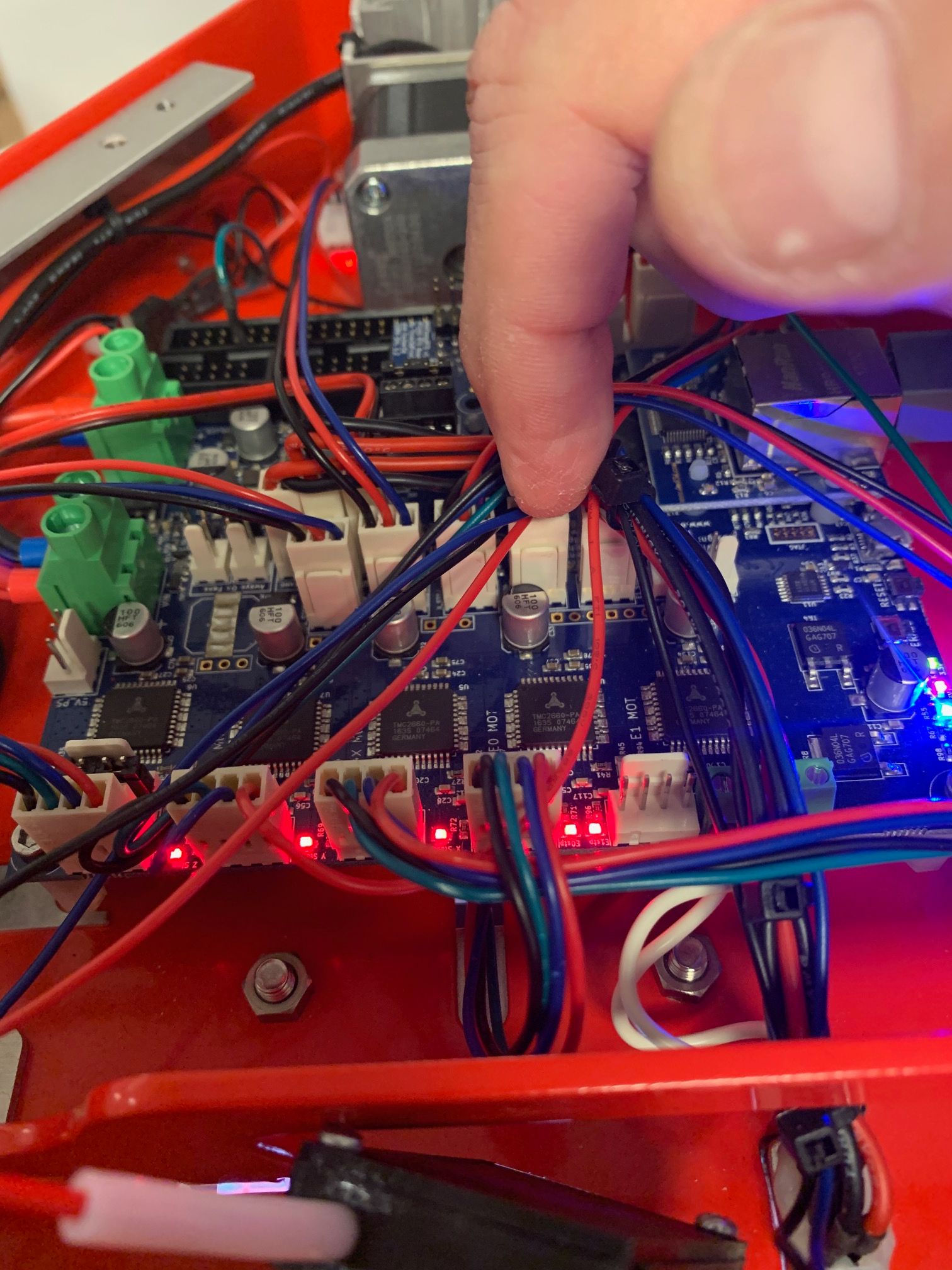
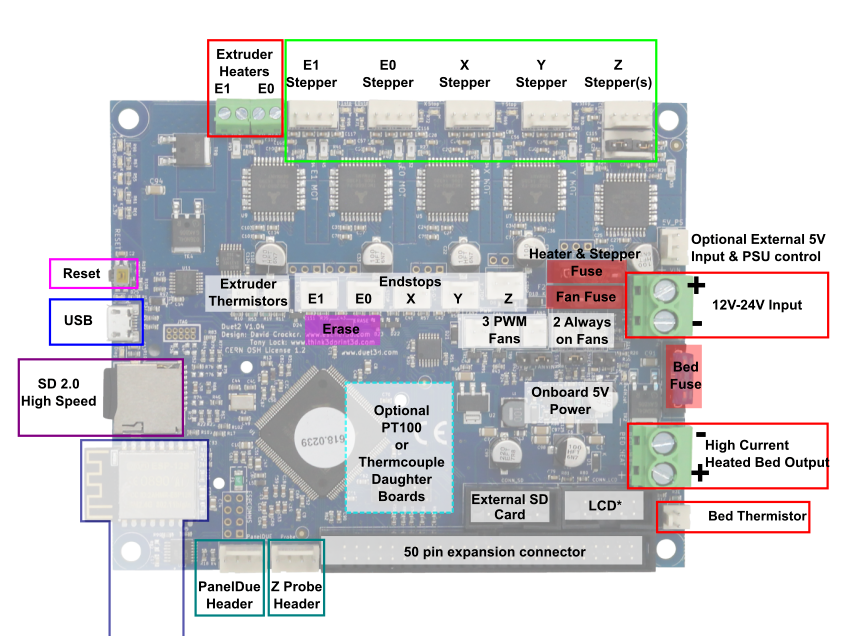
The 3 wires go to the E0 Endstop on the board.
The stepper for extrusion and retracting is attached to E0 Stepper
-
-
@droftarts
It seems that with 50mm the nozzle only goes 25mm down
-
@thomasvanderwal change this line in config.g:
M92 X80 Y80 Z80 ; configure steps per mmto
M92 X160 Y160 Z160 ; configure steps per mmThen do the same test again.
Most likely you have 0.9° stepper motors (400 steps per rotation, check by looking on the back of the motor) and what looks like 20 tooth pulleys (you can check by counting the teeth) and GT2 belt (2mm belt pitch). Steps per mm = (motor_steps_per_rev * driver_microstep) / (belt_pitch_mm * pulley_number_of_teeth) = (400 x 16) / (2 x 20) = 160
Ian
-
@thomasvanderwal said in Duet 2 v1.02 not responding:
;G31 Z-0.700You'll want to configure the probe offset. In your case the X and Y distance is zero, because the nozzle tip is the probe point. The Z value will need to be calibrated. -0.7 may be accurate. The value is negative because the nozzle is pressing into the surface of the bed slightly.
G31 K0 X0 Y0 Z-0.7The steps for testing and calibrating a probe are here: https://docs.duet3d.com/en/User_manual/Connecting_hardware/Z_probe_testing
-
@Phaedrux
After delta calibration (button) the z is made 0 again. But The nozzle tip is about 6mm above printbed.
I did :
M564 S0
G30 S-1
G92 Z0
G31 adjustment in the code
many times. After calibrating it is again off.
I think my height in config (override config and homedelte) of Z320mm is wrong. I also tried 300, 310, 315. It is still going wrong.
What am I missing?Spec of tractus 3d t650p says:
Build Volume with Lexan (mm) 170 diameter x 285 height (315 center)
Build height 300 mm (11.8”)When I print benchy. The print is not what it should be...
-
@Phaedrux It's still not clear to me what kind of probe I have got. If I have the configuration right for the probe I have declared now (see history). Something is not right. Also mesh compensation is doing strange things. I think I declared it right for my Delta : M557 R100 S10. But the nozzle goes down and to the x axis and off the bed.