Extruder skips mid print randomly/Infill pattern problem
-
Check through the gcode file and see if you can spot any negative extruder moves that are not immediately followed by a positive extruder move. It looks like you are using 8mm retraction (which is a bit high) so you'll be looking for something like G1 E-8 followed by G1 E8.
HTHI looked through the code and I do see the "G1 E-8.0000 F2500"
the "G1 E8.0000 F2500" is a couple lines down.G1 E-8.0000 F2500
; layer 12, Z = 2.380
; inner perimeter
G1 X9.280 Y-9.280 F4800
G1 Z2.380 F1000
G1 E8.0000 F2500 -
So the same issue is happening when i just warm up the printer and extrude from web control. So i don't think it's an Simplify3D issue
-
Does the problem occur if you extrude into free air at 4mm/sec ? e.g. with the nozzle hot and clear of the bed, send G1 E100 F240.
If the extruder drive is losing its grip on the filament, you may need to increase the pressure adjustment in your extruder drive.
if it is maintaining its grip but the extruder drive skips back occasionally as indicated in your video, you need to increase the extruder drive current. I suggest 1400mA.
If the hot end is getting blocked, check that the heatsink fan is running continuously and keeping the heatsink cool.
-
1. Problem does occur if I extrude in free air using G1 E100 F240. Alot actually
The extruder drive is loosing it's grip on the filament, but I think that it's more of the extruder is trying to give it more filament than needed, or the hotend is having trouble pushing the filament out as needed.
The first layer and half of the second layer print perfectly, for it to do it randomly but never on the first layer. It just seems like if it was because it wasn't gripping right it would be doing it more often.
2. I did raise the current up to 1400mA and had the same results, so I brought it back down to 850mA.
3. Hotend isn't getting blocked, apart that it is brand new and I haven't really been able to print all that much, the fan is running 100% and the heatsink is cool to the touch.
-
The one thing that is making this weird, is that I just upgraded to a DuetWifi and I had none of these issues when I was on RUMBA. I meant that as another clue, not as a comparison.
-
When I tightened the tensioner more it got rid of the filament skipping, but then it started doing "the video" thing at about the same frequency as the skipping was.
-
Could it be a temperature calibration issue? For a given indicated temperature, the actual temperature may have been higher on your RUMBA setup than it is on the Duet. So you might be extruding at a lower temperature than before, resulting in more back pressure from the hot end.
Have you configured the correct thermistor parameters in the M305 P1 command in config.g?
-
I've used temps for this spool of PLA from 190 to 210 with the same results.
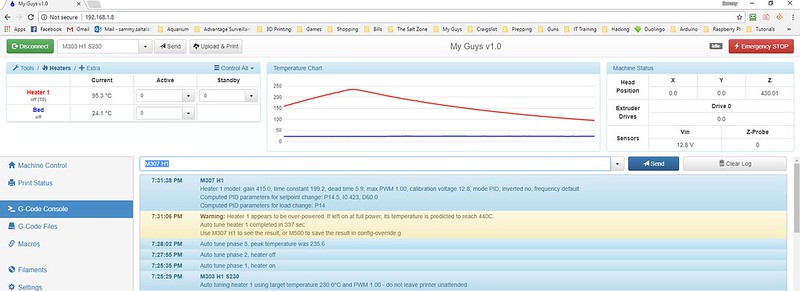
I have run a M303 H1 S240 twice, once before i hooked anything up to the hotend (just bought it a couple weeks ago), and once with filament through it, fan on, and sock on
-
Hmm.. I just ran it again and now all of a sudden it says
Warning: Heater 1 appears to be over-powered. If Left on at full power, it's temperature is predicted to reach 447C.
Auto tune heater 1 completed in 355 sec
Use M307 H1 to see the result, or M500 to save the result in config-override.gI was staring at the temp for like 90% of the test, the highest it got was 248, and it didn't send that message until it said it was completed. Even then it was cooled down to around 140 when that message got sent.
-
You can see the temp, the graph, and the times. It just doesn't make sense.
-
What do you think doesn't make sense? That message is produced when the firmware has calculated the heating parameters, which it can't do until it has measured the cooling rate. It's common to see that message ever since E3D introduced the silicone socks.
-
What do you think doesn't make sense? That message is produced when the firmware has calculated the heating parameters, which it can't do until it has measured the cooling rate. It's common to see that message ever since E3D introduced the silicone socks.
Oh, I didn't know. Just didn't know if I should save it since it was saying 440c.
-
And how about the bowden path? If you feed it by hand, do you find any resistance?
I once had a filament that was just a bit thicker and it got stuck inside the bowden tube. -
So should I save the M303 results even thou it says something about 400c?
-
And how about the bowden path? If you feed it by hand, do you find any resistance?
I once had a filament that was just a bit thicker and it got stuck inside the bowden tube.Nah no resistance when I push it through. The tube itself is maybe 2 weeks old.
-
I have checked and calibrated extruder steps and current.
I swapped stepper drivers.
I changed stepper motor wiring.About to put it my previous hotend and see if I get the same issue…
-
What happens when you jack the current up to like 1.2 or 1.4A ?
Going from 800 to 850 is like nothing…50mA is nothing to these motors.
When i bring it to 1.4A, it acts the same.
-
I put my previous E3D v6 on the printer, and the same happens
-
Extruding 10mm of filament at 5mm/sec, skips the entire time
-
Hi Saltlife,
From what I can see, the temperature is one of the issues, so you should just raise up to 220 degrees minimum if not 230!
Your extruder is fine printing the skirt because S3D give usually less plastic during the process.
The temperatures reading change every time from a board to another, it doesn't mean that Duet is wrong, you should try to point an IR probe to the heater and see what is really going on near the nozzle.
Your extruder shouldn't skip steps as in the video, should grind the filament instead, so, I would raise the current to a decent amount and then step back until the motor is running fairly warm if you don't know the motor technical details.
The motor is not retracting, is just the effect of the stall, the filament act as a spring as your is a Bowden and the pressure is just doing that because the moment your motor stall, the rotor has no more torque and become loose.My 2 cents
Regards