Many errors during configuration with RRF tool
-
-
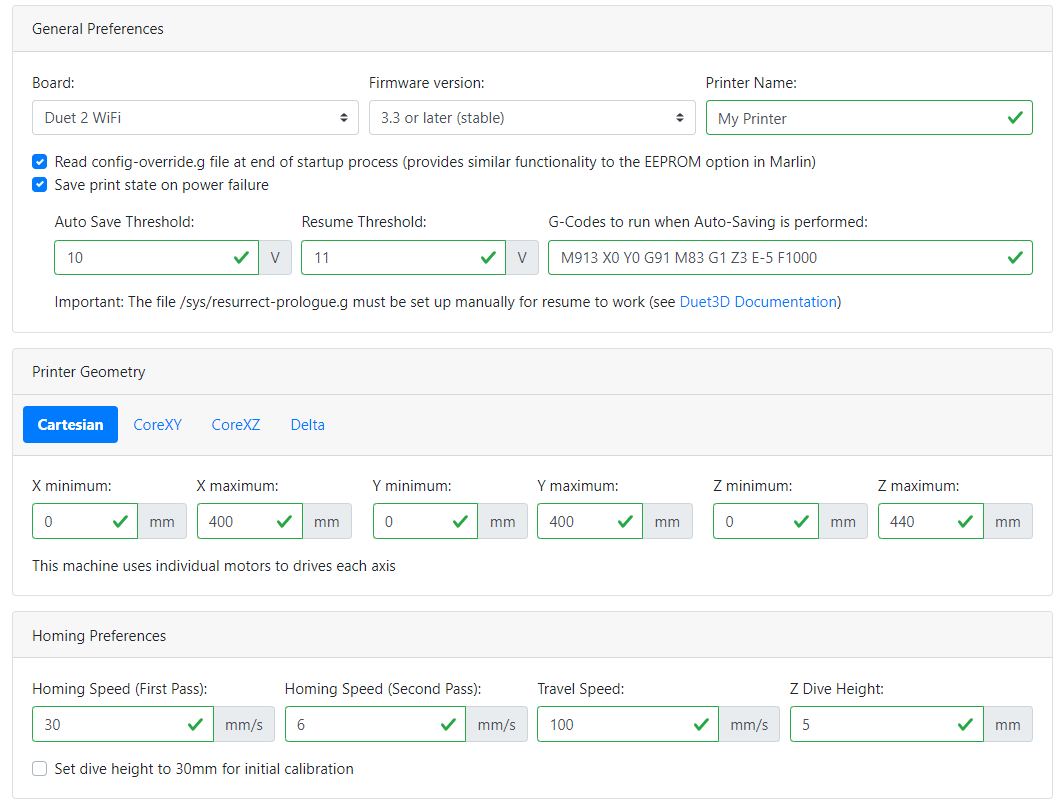
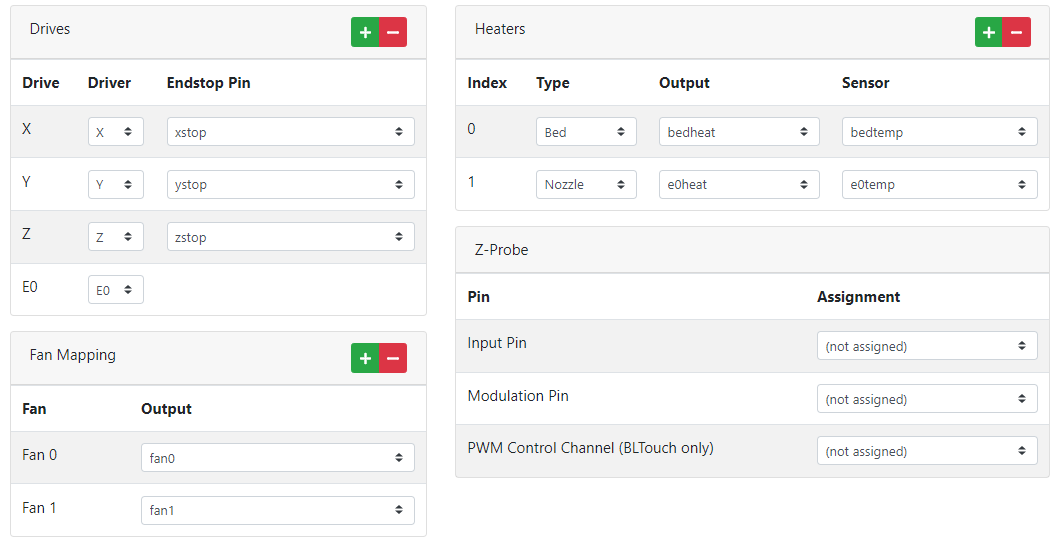
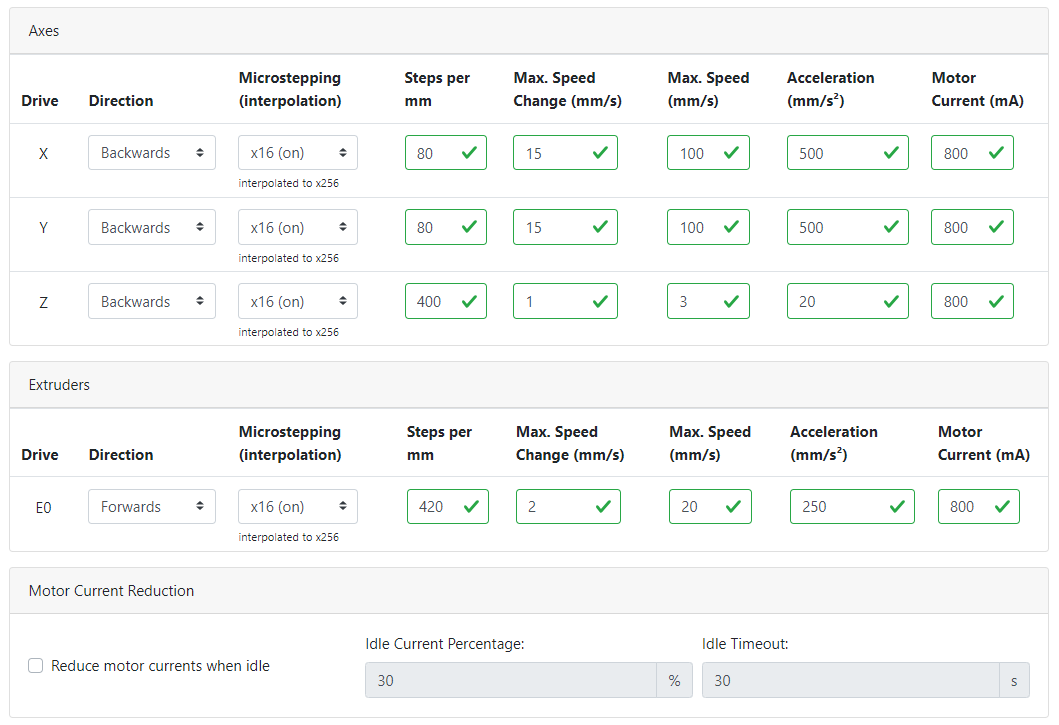
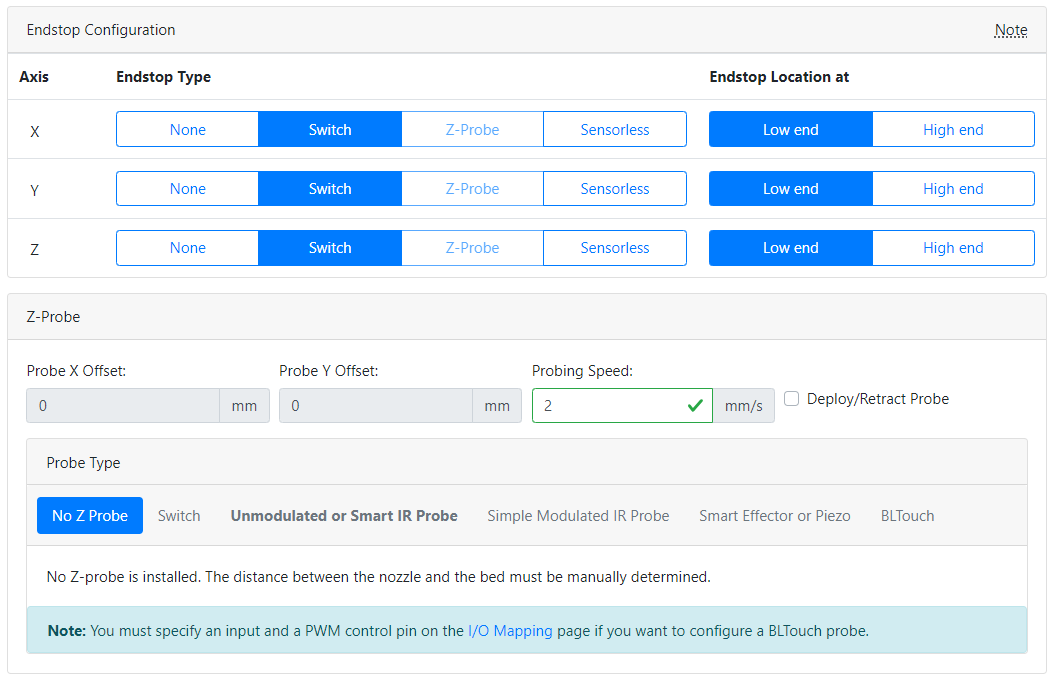
these are the settings on RRF Config Tool that generate the errors. Next I'll upload the .json file so you can see it on RRF.
-
@genioluiz7 said in Many errors during configuration with RRF tool:
these are the settings on RRF Config Tool that generate the errors. Next I'll upload the .json file so you can see it on RRF.
Ok, but what are you doing exactly when the error happens?
What files are you downloading from the config site and what are you doing with them afterwards?
-
@Phaedrux said in Many errors during configuration with RRF tool:
Ok, but what are you doing exactly when the error happens?
Change the config file through RRF.
What files are you downloading from the config site and what are you doing with them afterwards?
I download only the zip file, after that I upload it on duet with DWC. Only this.
-
This post is deleted! -
@Herve_Smith nice to hear that. But I'm not skilled enough yet to give you the correct answer. Let's wait for the expert...

@Phaedrux can you help us?
-
@genioluiz7 said in Many errors during configuration with RRF tool:
can you help us?
Try unchecking the "include DWC and firmware files" check box at the end of the config tool.
-
This post is deleted! -
@Herve_Smith I'm sorry, I hadn't understend your suggestion. Now I get you. You are talking about this picture I posted, right?
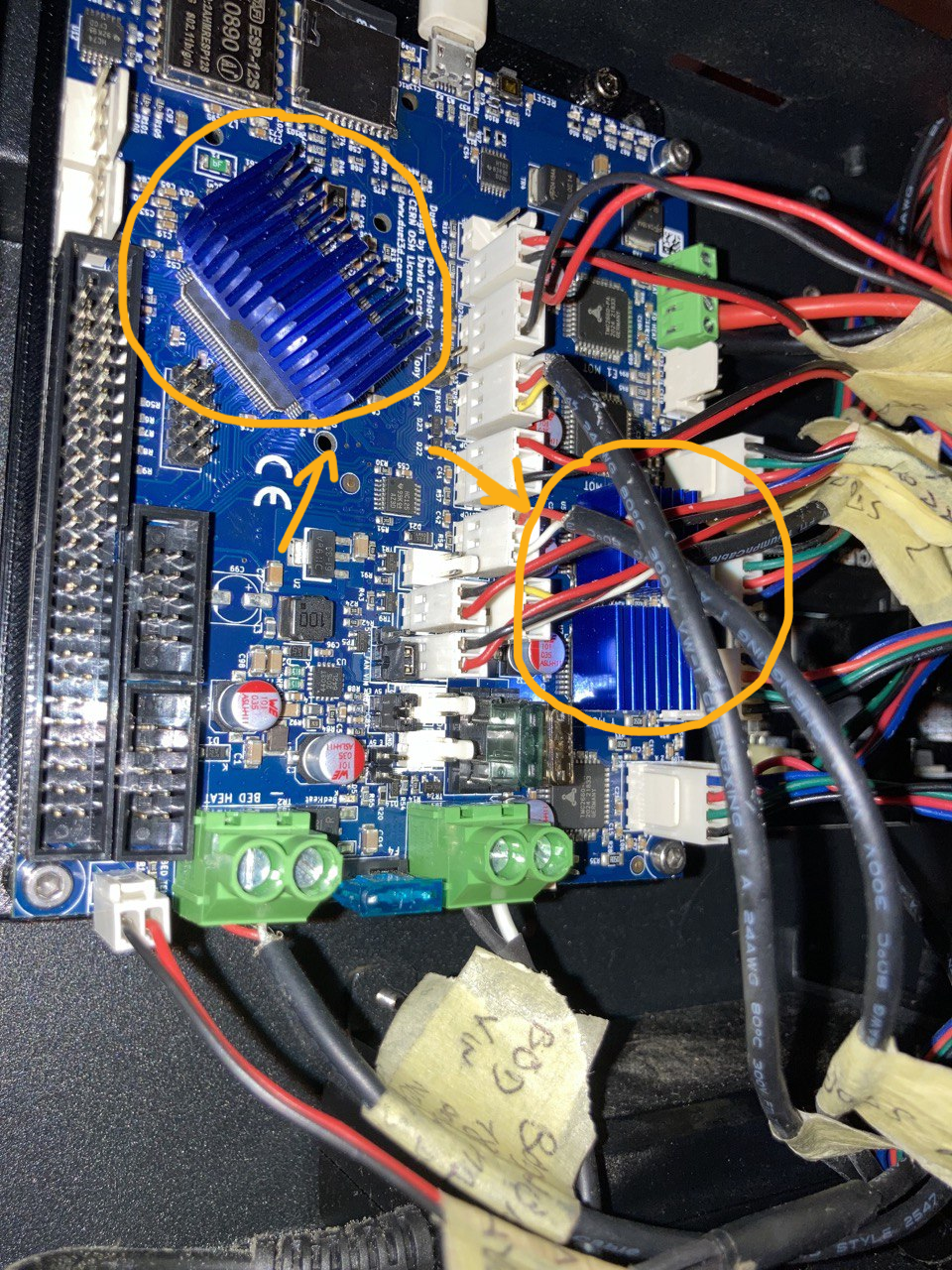
But I think you're talking about those on bottom right.
From the person I bought this Chiron, I know that Duet 2 wifi was already kitted with "heat-sinks" and he attach them somewhere without reason.
Effectly is a verygood suggestion. So if I'll deattach them, there is any other good position wher to place them? -
@Phaedrux
Done! Now it is better. The z-axis works together, but I'm not sure they are leveled to the plate. I took a measure and there is a gap of 3.4 mm between the R and the L side.With regards the heaters on the extruder and on the bed: the extruder heater works, while for the bed heater, I run command M303, find the new report M307 and save it with M500. Now I think they work properly.
What can I do to recalibrate the zero and the levelling?
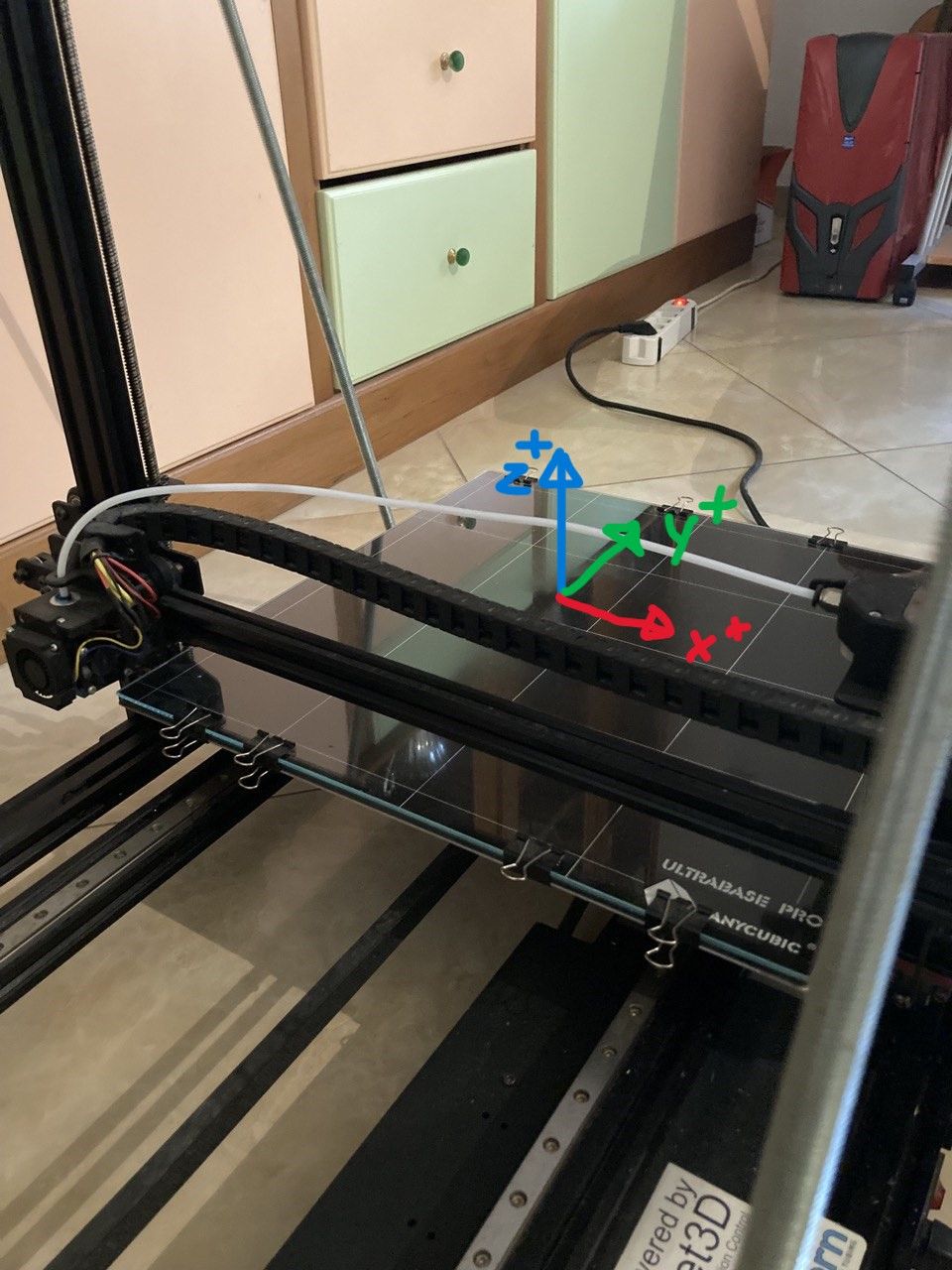
An other dubt about the axis is the verse. What is corret verse for the WCS? I mean:- z positive up or down?
- x positive right or left?
- y positive forward or back?
-
@genioluiz7 said in Many errors during configuration with RRF tool:
z positive up or down?
x positive right or left?
y positive forward or back?Z+ should move the extruder up away from the bed.
X+ should move the extruder to the right
Y+ should move the extruder to the back of the bed, which can be confusing because it moves the bed forward. But you need to the of the motion as moving the print head, not the bed.
XY 0,0 should be the front left corner of the bed, so a Y+ movement should move the print head towards the back.
Take a look at the config.g file that Herve posted above. Compare it to your own.
Post your config.g here by copy and paste the text so we can see what you have. Do the same for your homex.g homey.g homez.g and homeall.g files so we can see how those are working.
And finally please go to the console tab in DWC and send M122 and copy and paste the result here. Then send M98 P"config.g" and copy and paste the result as well.
-
@Phaedrux
Info requested are following:- config.g
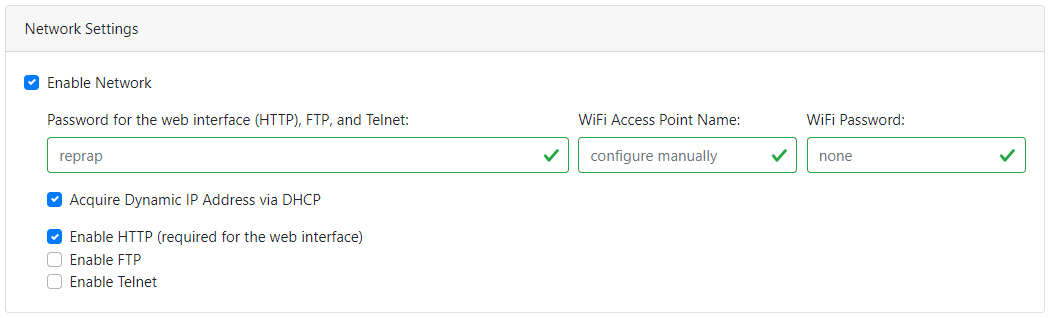
; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S0 ; physical drive 0 goes backwards
M569 P1 S0 ; physical drive 1 goes backwards
M569 P2 S0 ; physical drive 2 goes backwards
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z400.00 E420.00 ; set steps per mm
M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2)
M906 X800 Y800 Z800 E800 ; set motor currents (mA)
M84 S0 ; Disable motor idle current reduction; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X400 Y400 Z440 S0 ; set axis maxima; Endstops
M574 X1 S1 P"xstop" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin xstop
M574 Y1 S1 P"ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop
M574 Z1 S1 P"zstop" ; configure switch-type (e.g. microswitch) endstop for low end on Z via pin zstop; Z-Probe
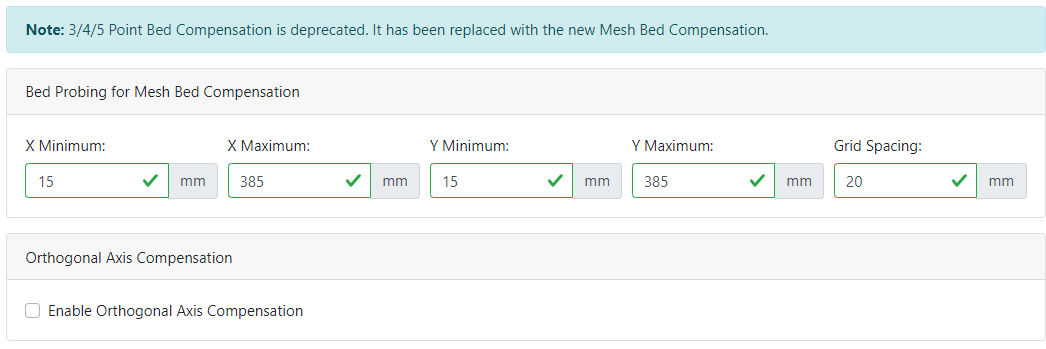
M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed
M557 X15:385 Y15:385 S20 ; define mesh grid; Heaters
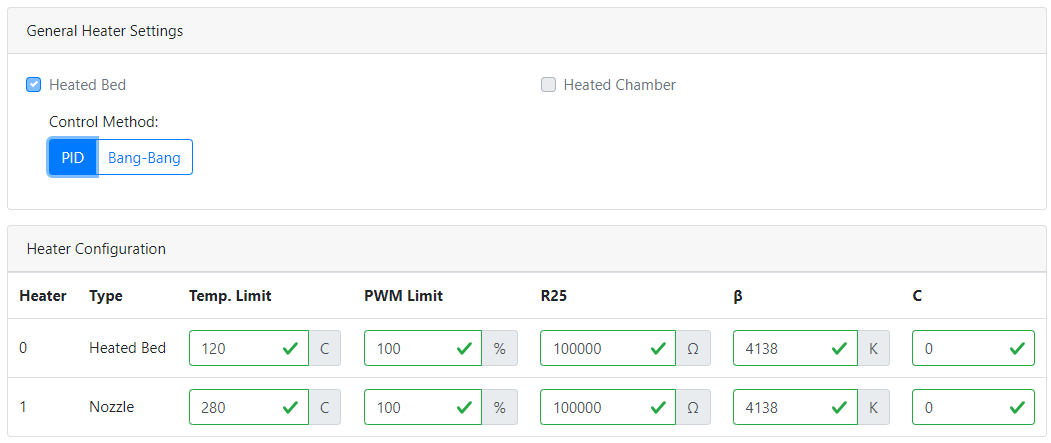
M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S280 ; set temperature limit for heater 1 to 280C; Fans
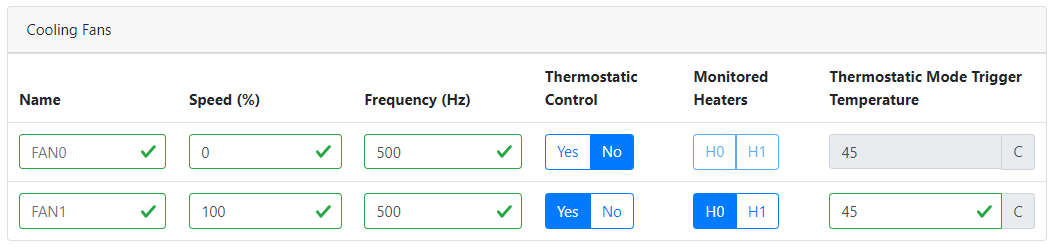
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on; Tools
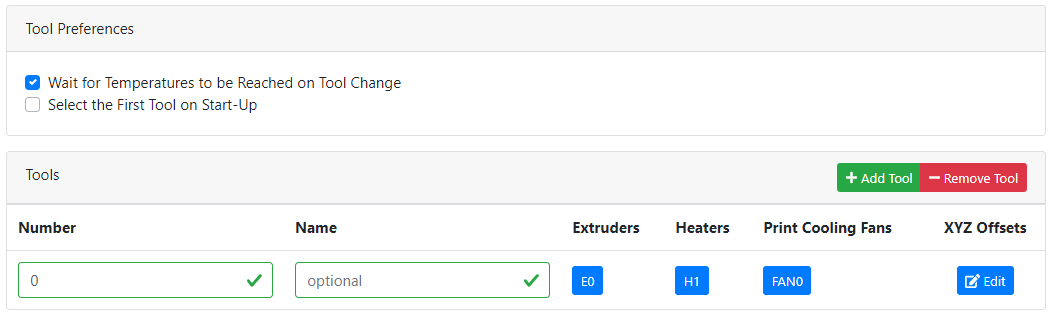
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M501 ; load saved parameters from non-volatile memory
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss- homeall.g
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.3.16 on Fri Aug 04 2023 10:36:29 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-405 Y-405 F1800 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X5 Y5 F6000 ; go back a few mm
G1 H1 X-405 Y-405 F360 ; move slowly to X and Y axis endstops once more (second pass)
G1 H1 Z-445 F360 ; move Z down stopping at the endstop
G90 ; absolute positioning
G92 Z0 ; set Z position to axis minimum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning- homex.g
; homex.g
; called to home the X axis
;
; generated by RepRapFirmware Configuration Tool v3.3.16 on Fri Aug 04 2023 10:36:29 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-405 F1800 ; move quickly to X axis endstop and stop there (first pass)
G1 H2 X5 F6000 ; go back a few mm
G1 H1 X-405 F360 ; move slowly to X axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning- homey.g
; homey.g
; called to home the Y axis
;
; generated by RepRapFirmware Configuration Tool v3.3.16 on Fri Aug 04 2023 10:36:29 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Y-405 F1800 ; move quickly to Y axis endstop and stop there (first pass)
G1 H2 Y5 F6000 ; go back a few mm
G1 H1 Y-405 F360 ; move slowly to Y axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning- homez.g
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.3.16 on Fri Aug 04 2023 10:36:29 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Z-445 F1800 ; move Z down until the endstop is triggered
G92 Z0 ; set Z position to axis minimum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioningM122
=== Diagnostics ===
RepRapFirmware for Duet 2 WiFi/Ethernet version 3.4.6 (2023-07-21 14:08:28) running on Duet WiFi 1.02 or later
Board ID: 0JD0M-9P6M2-NW4SN-6J1DG-3SD6J-TUT3L
Used output buffers: 1 of 26 (17 max)
=== RTOS ===
Static ram: 23896
Dynamic ram: 75148 of which 0 recycled
Never used RAM 12964, free system stack 152 words
Tasks: NETWORK(notifyWait,13.8%,237) HEAT(notifyWait,0.0%,333) Move(notifyWait,0.0%,314) MAIN(running,86.0%,436) IDLE(ready,0.2%,30), total 100.0%
Owned mutexes: WiFi(NETWORK)
=== Platform ===
Last reset 00:12:09 ago, cause: power up
Last software reset at 2023-08-04 10:36, reason: User, GCodes spinning, available RAM 12964, slot 0
Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0041f000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a
Error status: 0x00
Step timer max interval 0
MCU temperature: min 29.0, current 32.0, max 32.5
Supply voltage: min 24.0, current 24.1, max 24.4, under voltage events: 0, over voltage events: 0, power good: yes
Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0
Events: 0 queued, 0 completed
Driver 0: standstill, SG min n/a
Driver 1: standstill, SG min n/a
Driver 2: standstill, SG min n/a
Driver 3: standstill, SG min n/a
Driver 4: standstill, SG min n/a
Driver 5:
Driver 6:
Driver 7:
Driver 8:
Driver 9:
Driver 10:
Driver 11:
Date/time: 2023-08-04 10:50:05
Cache data hit count 4294967295
Slowest loop: 24.47ms; fastest: 0.18ms
I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0
=== Storage ===
Free file entries: 10
SD card 0 detected, interface speed: 20.0MBytes/sec
SD card longest read time 3.5ms, write time 6.4ms, max retries 0
=== Move ===
DMs created 83, segments created 3, maxWait 242732ms, bed compensation in use: none, comp offset 0.000
=== MainDDARing ===
Scheduled moves 14, completed 14, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 14], CDDA state -1
=== AuxDDARing ===
Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== Heat ===
Bed heaters 0 -1 -1 -1, chamber heaters -1 -1 -1 -1, ordering errs 0
=== GCodes ===
Segments left: 0
Movement lock held by null
HTTP is idle in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
Daemon is idle in state(s) 0
Autopause is idle in state(s) 0
Code queue is empty
=== Network ===
Slowest loop: 15.10ms; fastest: 0.00ms
Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0)
HTTP sessions: 1 of 8
= WiFi =
Interface state: active
Module is connected to access point
Failed messages: pending 0, notready 0, noresp 0
WiFi firmware version 1.27
WiFi MAC address 84:0d:8e:b3:04:69
WiFi Vcc 3.40, reset reason Turned on by main processor
WiFi flash size 4194304, free heap 21304
WiFi IP address 192.168.1.53
WiFi signal strength -70dBm, mode 802.11n, reconnections 0, sleep mode modem
Clock register 00002002
Socket states: 0 0 0 0 0 0 0 0M98 P"config.g"
HTTP is enabled on port 80
FTP is disabled
TELNET is disabled -
@Phaedrux said in Many errors during configuration with RRF tool:
Z+ should move the extruder up away from the bed.
X+ should move the extruder to the right
Y+ should move the extruder to the back of the bed, which can be confusing because it moves the bed forward. But you need to the of the motion as moving the print head, not the bed.
XY 0,0 should be the front left corner of the bed, so a Y+ movement should move the print head towards the back.Did this part make sense and match what you see?
I notice that your Y driver direction of rotation doesn't match the config from Herve, but that will depend on how the motor pairs are connected as well.
-
@Phaedrux of course.
perfectly as you describe:Z+ should move the extruder up away from the bed.
X+ should move the extruder to the right
Y+ should move the extruder to the back of the bed, which can be confusing because it moves the bed forward. But you need to the of the motion as moving the print head, not the bed.
-
@Phaedrux but I need already help to equilibrate the 2 z motors. How can I do?
-
Follow along with the guide here: https://docs.duet3d.com/en/User_manual/Connecting_hardware/Z_probe_auto_levelling
You need to use two separate drivers, one for each z motor. And ideally you'd have a Z probe.
-
@Phaedrux to use one of the solutions presented in the link you sent, I've to change the disposition of one of the two Z motors connected to driver outputs. Like one on Za driver and the other on E1 driver. Right?
I ask because, on my Duet 2, the Z driver has a dual socket wired in series for powering two z motors at once.
In the "Prerequisites" of the article you sent I read that: "only one of the ports can be used for independent motor leveling. Jumpers must be installed on the second port when a motor is not plugged in".
The question is: can I solve the problem using, for example, the last solution "Axis levelling using endstops", without changing the wiring of the drivers? Or am I obligated to change the wiring independently of the solution I choose to follow?
Please let me know as soon as possible. And if you need more details on my question just ask.
Many thanks.
-
@genioluiz7 said in Many errors during configuration with RRF tool:
Za driver and the other on E1 driver. Right?
Yes, that is correct.
@genioluiz7 said in Many errors during configuration with RRF tool:
Or am I obligated to change the wiring independently of the solution I choose to follow?
If you use the endstop method you still need each motor on it's own driver. A single driver can't control 2 connected motors differently.
-
@Phaedrux I followed the instructions and these are the results:
-
I can move the Z-axis (wired to the 2nd and the 4th drivers) together, and when I homed the z-axis the right and the left side stopped when they reached z and e1 endstop. So I think it is leveled. How can I check?
-
When the z-axis is homed, it's 2.5 mm under the printing surface as you can see in the pictures below. Is it a problem?
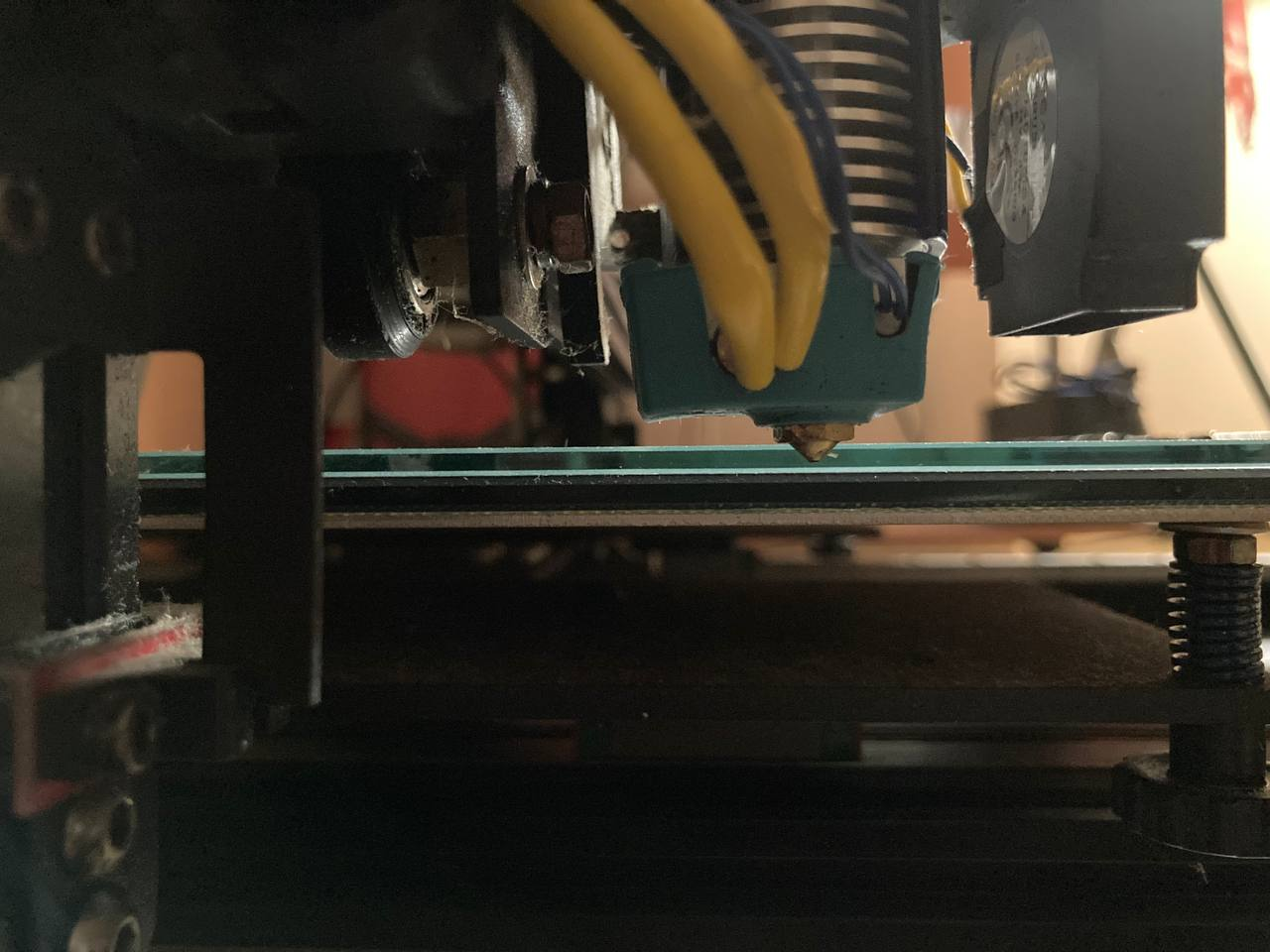
-
The homex.g and homey.g programs don't work correctly. Instead of reach each endstop, each axis moves 5 mm positively and stops, without continue to the limit. What are the problems in these .g file?
I'll repost all of them following.
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.3.16 on Fri Aug 04 2023 19:59:42 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-405 Y-405 F1800 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X5 Y5 F6000 ; go back a few mm
G1 H1 X-405 Y-405 F360 ; move slowly to X and Y axis endstops once more (second pass)
G1 H1 Z-445 F360 ; move Z down stopping at the endstop
G90 ; absolute positioning
G92 Z0 ; set Z position to axis minimum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning; homex.g
; called to home the X axis
;
; generated by RepRapFirmware Configuration Tool v3.3.16 on Fri Aug 04 2023 19:59:42 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-405 F1800 ; move quickly to X axis endstop and stop there (first pass)
G1 H2 X5 F6000 ; go back a few mm
G1 H1 X-405 F360 ; move slowly to X axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning; homey.g
; called to home the Y axis
;
; generated by RepRapFirmware Configuration Tool v3.3.16 on Fri Aug 04 2023 19:59:42 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Y-405 F1800 ; move quickly to Y axis endstop and stop there (first pass)
G1 H2 Y5 F6000 ; go back a few mm
G1 H1 Y-405 F360 ; move slowly to Y axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.3.16 on Fri Aug 04 2023 19:59:42 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Z-445 F1800 ; move Z down until the endstop is triggered
G92 Z0 ; set Z position to axis minimum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning -
-
@genioluiz7 For X and Y, test the endstops are working correctly, and adjust the config.g code as needed. See https://docs.duet3d.com/en/How_to_guides/Commissioning#h-8-check-endstops
For Z, as you are using endstops at the minimum end of travel and not a Z , either physically move the endstops up, which would be a good idea to stop the nozzle hitting the bed, or adjust the bed down.
Ian