Hollow shaft extruder
-
@OwenD Could you elaborate? I haven't heard of those resonant frequencies
-
@nikscha said in Hollow shaft extruder:
@OwenD Could you elaborate? I haven't heard of those resonant frequencies
My experience with regards to printing has only been with the Zesty nimble.
If you search you should find plenty of examples of the artifacts.
The V2 version is supposed to have fixed this, but I'd given up by then.
Hence my interest to see if this implementation of similar gears will present with the same issues.The older of us would be well familiar with these frequencies on car differentials.
There is plenty of research on how these frequencies occur, but the math is well over my head. -
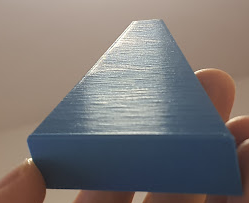
I printed @MIHAIDESIGNS extruder test piece and it looks very smooth.
Does that answer your question?

-
@nikscha said in Hollow shaft extruder:
I printed @MIHAIDESIGNS extruder test piece and it looks very smooth.
Does that answer your question?I don't see the same patterns, but there does seem to be some irregular extrusion in places.
It probably looks worse in the photo than in person and is way less than the issue I had.
Not trying to hose down the idea, just interested from a mechanics point of view. -
You're right, they're not perfect. But close

I used to use the Flex3Drive and the Ingenuity extruder is quite a bit more consistent.MirageC made some interesting conclusions in this video, which I tried to consider in my design.
The alignment of the gears is constrained by the LGX drive gear and a roller bearing, and the idler is basically flat, so there shouldn't be any lateral forces on the filament:
-
@nikscha said in Hollow shaft extruder:
I don't think resin gears are the way forward.
It's perfect for testing and the ABS-like resin withstands 200°C+ , way more than the stepper temp will raise.
It's also a good starting point if you want to cast a silicone mould and reproduce it in bigger quantities.
Although the abrasion of an hypoid gear is an issue without lube or grease. Did you try that? -
@o_lampe i started with siraya tech white mecha resin which is an abrasion resistant resin, but it was too brittle. I mixxed in 10% siraya tech tenacious to make it tougher. That worked, but under higher temperatures the resin would still soften. For testing I just ran the printer a bit slower and reduced the current, and I'm very happy with the geometry now.
For people who want to build their own, a resin printed gear is probably totally fine.
I also really like the idea of using a mold, thanks!
Yes I usually lubricate the gears which makes them run about 20% smoother. I have also tried running them dry for a while and I haven't seen any significant wear on the gears yet.
-
I wonder why the VDE100 (archimedes) base has to be so exact? In the video, he had to grind the flanged bearing to a certain diameter to make it work with the base.
If the shafts of the bearings would tilt slightly outwards, we could add some springs and have them autoadjust (self tightening) to the right diameter.
A ring-lever which would push the bearings against the springs, would release the filament if it needs to be removed.
Inserting new filament would be just...inserting.
Similar concept we know from the PTFE tube fittings... -
@o_lampe That's a nice idea. You would need a very stiff but small spring. A disc spring seems ideal.
The ring lever is also smart, I'm imagining an inverse "ramp" on the bottom of it which pushes the lever up and down, depending on the position of the lever. The bearings then press/ride against the smooth top of the lever.
This could be used to set a maximum tension as well. -
@nikscha The original VDE100 files are somewhere on thingiverse, including an (*) FreeCad parametric file.
I really suck with modifying any CAD when it's not my design. Do you volunteer to make a version of our idea?- The wavy washers might work, but they don't have much room to compress.
- The ring lever should hold a plain washer because the bearings will rotate on it.
- The spring force must be big enough to have working retraction without slip.
Couldn't find it there but on reprap-forum
Carrier#3.FCStd -
@o_lampe I never used freeCad but maybe I can make a copy of the design in Fusion. Will take a while though.
-
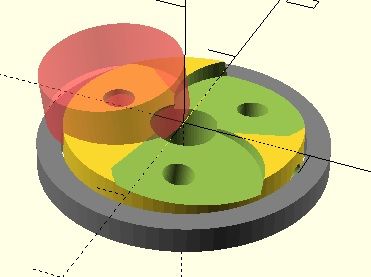
I translated the FreeCad data to OpenScad and added a variable "tilt"
Here's a 5° tilt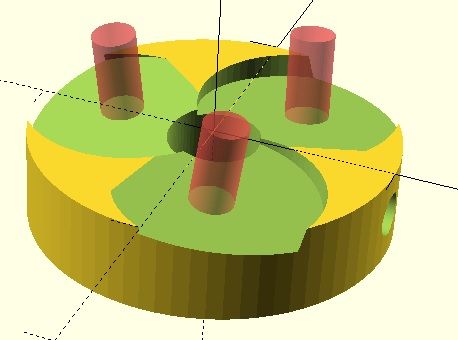
And the OpenScad file.
carrier_tilted.scadReduced carrier diameter and sort-off lever added, just for clarification
-
Hi all, I made the VDE-100 video that has been referenced a few times. I have been using the VDE-100 for a long time now and I love it. Several comments in response to the thread above:
@nikscha your maths was correct, tan(15) * 1.75 * pi is the theoretical thread pitch. In reality the knife edges tend to drag a bit through the filament resulting an a somewhat lower pitch.
Loading/unloading is pretty easy but, yes, it is done by instructing the extruder stepper to turn. I have my whole VDE-100 assembly attached via a quick release clip which also helps because occasionally a blob on the end of the filament went retract through the extruder. And the quick release is super cool for dealing with nozzle clogs, etc.
The extruder seems to just work on any filament (e.g. floppy TPU at one end of the scale and hard PLA at the other). But I think definitely avoid abrasive filament. I did print recently with GF filament and specifically swapped out my extruder for another that is not as nice as the VDE but has bondtech gears.
There have been suggestions about tensioning. I played around a lot with tensioning ideas, including using a similar idea to @nikscha's printed spokes. In the end, it just is not needed. The knife edges cut into the filament and that provides the tension. But it does mean you need fairly precise diameters @o_lampe. Since I found a way to cut those even with rudimentary tools, I am satisfied with that. Of course, you also need precise filament diameters, but that's pretty much a given these days.
Steppers getting hot: with the VDE-100 the stepper stays nice and cool because there is so little torque needed and so not much current is needed. I would think Ingenuity would have the same benefit.
Filament twisting in the VDE-100: this is surprisingly far less of a problem than you'd think. The melted plastic in the nozzle provides a fair back torque. And the shorter the part through the heatsink, the better this effect is. Once again, though, precision edge diameter is key. Cut too far into the filament and that creates more torque.
VDE files to play with: I published my files with FreeCAD model on printables.com.
-
@tombrazier With all due respect, but grinding an edge to a flanged bearing is not my favorite evening activity
")
I want to find an economic way to (mass-) produce the edge.
A self-adjusting design would reduce labour cost significantly. If it also adds a comfortable way to change filament, it's even better. -
@o_lampe said in Hollow shaft extruder:
With all due respect, but grinding an edge to a flanged bearing is not my favorite evening activity
Really? Why?
If you can work out a way of self adjusting I'd be very interested to see it. I didn't really follow the conversation above. I need a picture, I think.
-
@tombrazier thank you for the input! What kind of stepper are you using? And how much current? Do you happen to know how much weight it can lift? I did some rudimentary testing with the ingenuity and the most I could lift reliably was 4KG. Maybe more if I increase the current but as I said I don't really wanna do that because the filament gets too soft.
@tombrazier said in Hollow shaft extruder:
In the end, it just is not needed.
Really? It seems hard to believe but I'll take your word for it.
-
@nikscha @tombrazier
comparing your current/torque demands should start with comparing the stepper settings like microstepping and steps/mm.
The big LDX drivegear feeds almost 60mm filament/turn that requires a lot of torque.
From rq3's posts I've learned that the archimedes screw needs pretty high steps/mm setting. He even didn't use microstepping.
That resulted in a low max. extrusion speed (on Marlin @12V ).
His design went through several changes and Tom's carrier seems different again.
I'd be interested about the status quo regarding the latest numbers, Tom? -
@nikscha I have not tested but I think that my VDE extruder could not lift 4kg - or if it did it would experience some much widening of the grooves that the helical thread pitch on the filament would reduce to pretty much zero. However, 4kg equates to a nozzle pressure of something like 16MPa, which I think is probably a lot higher than ever would be needed for extrusion. With fluid dynamics, there is a point where flow stops being laminar and flow rate pretty much stops increasing with increased pressure. And with feeding filament through an extruder, there is a point where it is feeding too fast to fully melt, which also places a fairly abrupt upper limit on flow rate, regardless of pressure. Volcano and CHT type nozzles help but even they have their limits. I would be interested to know at what pressure the cut-off typically is, but naively I suspect it is below 16MPa. Stefan from CNC kitchen has done a lot of work exploring these limits but I can't remember whether he has put a load cell on his extruder to measure extrusion force at the limits of flow.
High flow rate is a bit of a weakness with the VDE because of the groove widening thing I mentioned above. I have vague ideas of experimenting with more flanged bearings and different edge shapes. But in reality it is only sub 20 minute speed benchies that challenge my VDE for flow rate so it's not my highest priority.
@o_lampe I don't think microstepping is relevant in the speed/torque calculations, but it is a factor when configuring the firmware. I have a 20° cant angle on my bearings and this results in a lower steps/mm than rq3 gets with his 15° cant angle. I am presently using use microstepping = 2 with my VDE and getting about 275 steps/mm (1.8° motor).
-
@tombrazier this is really valuable information, this means I could probably get away with a much lighter stepper. I'll do some testing with lower currents to see how little torque is actually required.
About the groove widening: why not stack a second ring with 3 more bearings on top? If you get the spacing right, the second ring won't even have to cut it's own groove, and the load is shared between the two.
Stay in school
-
@nikscha said in Hollow shaft extruder:
About the groove widening: why not stack a second ring with 3 more bearings on top? If you get the spacing right, the second ring won't even have to cut it's own groove, and the load is shared between the two.
Mainly because I have not needed to. I don't usually print fast enough for it to be a problem. But it is one idea I have thought about. Another that strikes me is that the edge I grind on the bearing has an included angle of 45° and rq3 uses 60°, but I suspect the ridges on a bondtech gear have more like 90°. I would be interested to know whether a wider included angle results in better grip. And another is to use symmetric edges as rq3 does, which I now have the means to grind whereas I did not previously.