Hollow shaft extruder
-
@o_lampe I remember talking to you about that screw extruder. Are these the right size screws for that design? You had 3d printed the rollers correct to see what the looked like?
-
@o_lampe That is a very reasonable concern and a good point.
-
This post is deleted! -
@o_lampe did you publish your Stepper-to-BLDC-via-simpleFOC solution somewhere? People are interested in it for other use cases.
<>RatRig V-Minion Fly Super5Pro RRF<> V-Core 3.1 IDEX k*****r <> RatRig V-Minion SKR 2 Marlin<>
-
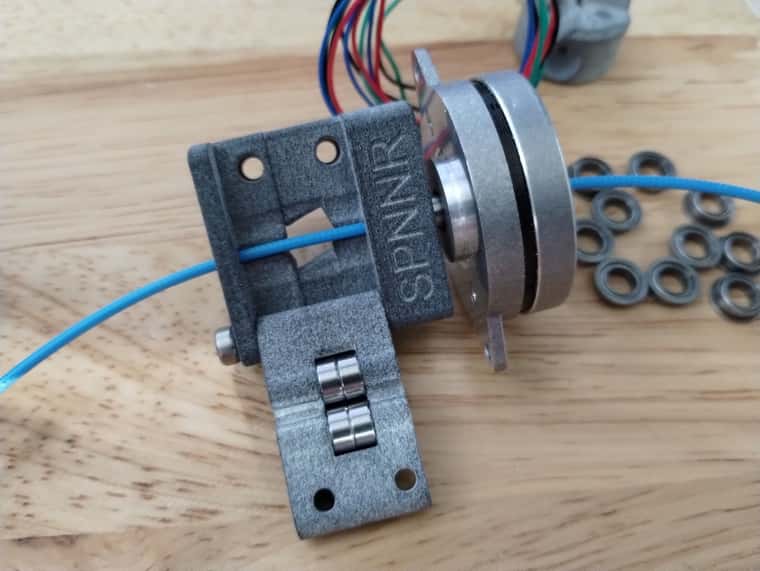
@breed The version I made was a forked design called "skrewder". Their rollers have an OD of 8.2mm.
From the aliexpress picture it's hard to tell such a small difference, but you will know soon. -
@oliof I've only tested the BLDC-sherpa version with magnetic sensor. (see attached .txt)
My next test will be a torque controlled BLDC as remote pusher and a NEMA08 as direct drive as pacemaker on the effector. It's not published anywhere, yet.
I expect best of both world from this combo: strong Bowden tube motor and smallest direct drive motor.
ESP32_stepDIR_24V.txt -

shoulder bolts finally showed up. guess its time to grind some bearings and make a roller on the lathe. -
I've just posted a brief video featuring a bearing grinder I am working on. [Edit: credit to user DeadLock on the 3D Printing Discord server whose ideas I have borrowed.]
-
@tombrazier It has potential. I never thought of using the threaded collar of the grinder for that.
I pictured a fixed grinder on a 2040 extrusion and the bearing holder slides on a linear guide.Any news from LDO regarding delivery?
-
@tombrazier that's genius. Too fast for the bearings?
-
@o_lampe Using the threaded collar to feed the cutting edge was entirely something I stumbled across. But it works well.
Oliof says the motors are schedule for delivery this week.
@breed Speed didn't seem to be an issue even at top speed. But there is more driving of the bearings than cutting of the edge going on. If I move the bearings so they are more off-centre from the mandrel shaft then the motion of the cutting disk over the flanges should have a greater radial component over the flanges and, therefore, result in more cutting.
-
I vaguely think someone asked me to grind some bearings for them some time back, but can't remember who. If it was anyone here, can you remind me?
-
@tombrazier it was me
-
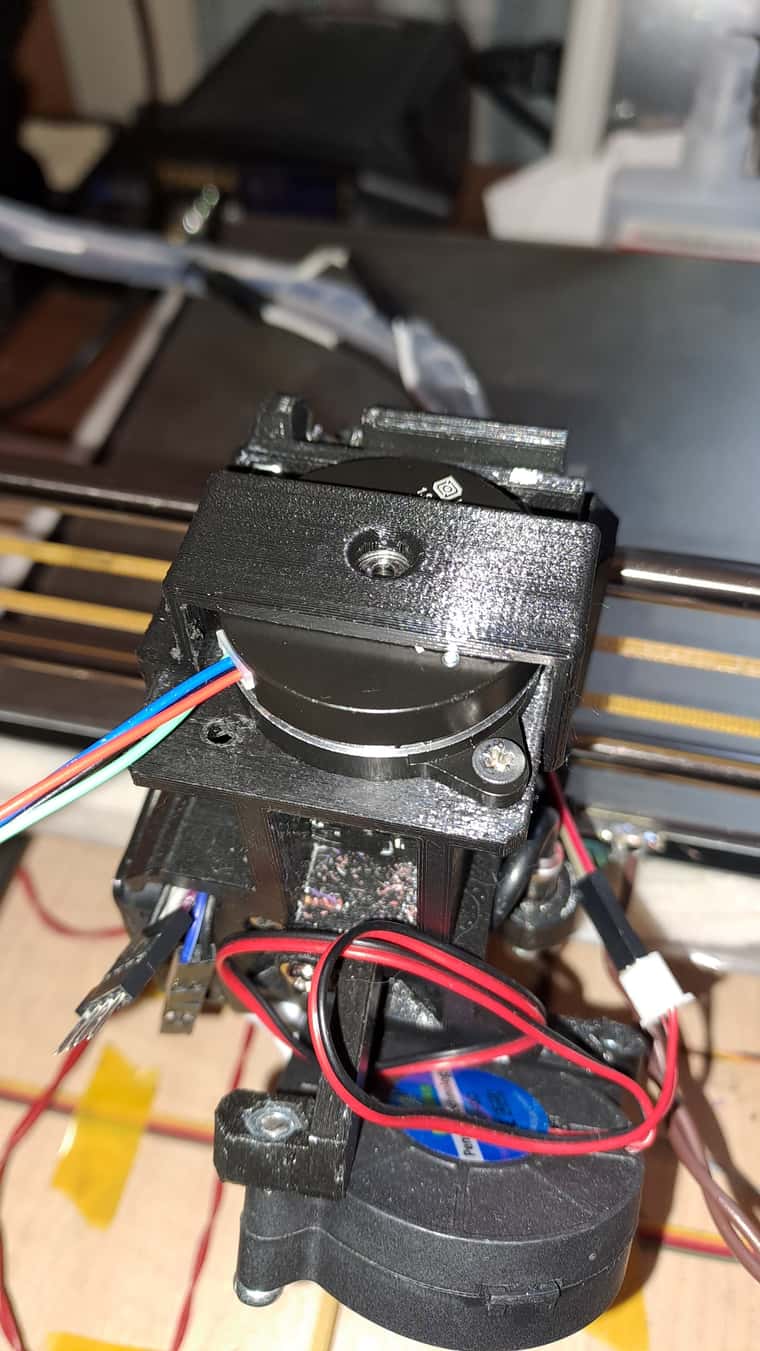
My NEMA08 pacemaker setup.
It got pretty tall, but saves a lot of weight compared to other DD extruders.
Bracket and motor alone weight 58grams
-
@o_lampe Looks really good. The filament should be constrained as soon as possible after leaving the extruder. Can you get some PTFE tube in there?
-
rqthree here (known as Rip in real life). I'm the clown who started this whole VDE thing, and have been using mine for well over two years now.
A few items of potential interest:
-
I started with a "rolling screw" approach, based on a Rohlix linear actuator. It finally dawned on me that any tilted axis drive can have only one mathematically defined SINGLE point of intersection with the filament. Hence, the single knife blade.
-
I have found that my current NEMA 14 pancake stepper will stall and skip steps long before the drive knife starts to grind up the filament (at least PLA, PETG, and ABS). The push force on the filament at that point is about 1 kilogram (measured by pushing on a sensitive scale with the actual filament after it leaves the drive knife. For this reason I decided that multiple drive knives was a waste of material and weight. The motor quits before the filament does. This is also why testing this design by measuring the pull on the filament is not valid, as the filament tends to break at one of the knife cuts. This cannot happen in real life.
-
I see a lot of effort being made on making it easy to introduce ad remove the filament. I have never had an issue with this. To use new filament, I just cut the existing filament off at the motor, start the extruder, and push the new filament into the top of the motor. It just pushes the old filament out of the way (hot nozzle, of course). Both Tom and I independently arrived at a "motor clip" arrangement, so that the entire motor and drive assembly can be lifted off within seconds, effectively performing a "cold pull" on the filament if needed.
-
If you really want an easy feed, increase the cant angle of the knife edge and pressure rollers to 30 degrees. I use 15 degrees, and I believe Tom settled on 20. Increasing the angle to 30 degrees does several nice things:
a) it makes the filament feed faster per motor revolution
b) it makes the drive mechanism "back-driveable", so that the motor will spin if you push or pull on the filament. This makes loading or removing filament trivially easy.
c) it makes the mechanism subjectively feel "smoother". I can see no difference in print quality, and this is strictly a "feel" thing. -
For those trying multiple drive knives, good luck. I never had any success in getting the "multi-starts" impressed in the filament to co-operate during retraction. And I've never seen the need. Again, the motor skips before the filament does. The design philosophy behind the VDE was ease of build, simplicity, low weight, and extreme repeatability.
The best multi-drive approach I've tried has been two NEMA 11 pancakes, mounted back-to-back in a push-me-pull-you arrangement. The dual drive VDE weighs about 65 grams, and both motors are driven by the same signal with the coils reversed on the second motor so that it will spin the other way. -
The bearings I use are extended inner race Imperial units made of 440C stainless steel. This has a Rockwell hardness of about 60, which is darn hard. 52000 series steel is even harder. In any case, the drive knife on my current VDE has seen pretty hard use for over two years, and is still going strong. I have never tried carbon or glass filled filament, though.
It is pretty critical that the bearings be of high quality. I use ABEC 5 units, but see no need to spend over twice the price for ABEC 7. Note that ABEC standards just set limits on the manufacturing tolerances, and do NOT have anything to say about the radial or axial play of the bearing. That must be specified when the bearings are purchased, and increases the bearing price as each unit must be measured and selected.
One neat trick to effectively eliminated wobble in the bearings is to place 20 bearing balls of 0.026 inch diameter in the groove on the top shield of each bearing. The head of the shoulder screw effectively traps them in place, where they collectively act as a thrust bearing. 500 of these balls costs about $14, and are yet another reason I use Imperial bearings.
Have fun!

-
-
@rqthree Rip and I have collaborated extensively on VDE. By which I mean I have second guessed pretty much everything he has done, tried it myself and generally found that he was right after all!
-
@rqthree I'm honored to have you on board

I can widely agree with your findings, if your sidegoal is to make the most out of a NEMA14 motor.
In my case the VDE100 only acts as a pacemaker for a (potentially much bigger) stationary extruder in constant torque mode.
I just make use of the non_backdriveability and will be glad to have as much grip as possible.The LDO-NEMA14 some guys will test here might have an issue with the high stepcount for the 20° cant angle regarding fast retractions.
It could be interesting to try a higher angle, if it brings the motor revs closer to his sweet spot (around 50% of max. rev)The small NEMA08 motor I'll try to use has a very small rotor inertia and can spin upto 3000RPM. Which is a lot for steppers.
If it works out, using it as a filament-gate, I could extrude much faster than before (with sherpa mini) -
 undefined o_lampe referenced this topic
undefined o_lampe referenced this topic
-
Just a small update:
I managed to control a BLDC motor with Duet2 step-dir signals in torque mode (simpleFOC). It will be the remote push-extruder.
I have to combine that in config.g with the direct drive VDE100, like a mixing hotend.
Torque mode is pretty rough on the gears, like bang-bang during retract/unretract. I have to add a ramp up/down code to match the RRF-applied acceleration for the stepper.What's new on the LDO-front?
-
I have finally had a chance to play about with all the new toys.
The 3 x double bearing idea doesn't work very well in my tests so far. I have found that with a 0.1mm bite depth the torque applied on the filament is too large. Reducing the bite depth to 0.07mm helps but the grip is a lot worse than the best I have seen with other configurations. This is using the SLA printed carriers. One test left to do for a definite change-only-one-variable test would be to print a carrier myself in PLA. But my guess is that won't improve matters and so it's not high on my priority list.
The SLA carrier with three single bearings with 9.1mm edges works fairly well in printing but I have not had time to test it extensively.
The LDO motors work nicely, but running them at their rated current of 1A RMS they get way too hot. I have found that 700mA RMS is acceptable if room temperature is low enough - they get about 30°C hotter than ambient. At 700mA I can drive the filament at 50mm/s and accelerate at 1500mm/s^2 without a motor stall. Jerk speed is 7mm/s (this is relevant for linear advance in Marlin and, I think, for the equivalent in RRF).
Total extruder mass is 53g. It is a drop-in replacement for my 39mm Nema 17 style motor because the mounting hole spacing is the same as the diagonal distance between Nema 17 holes. I just had to print a smaller holding clamp.