Duet wifi 2 . X endstop still triggered
-
@gabrealek said in Duet wifi 2 . X endstop still triggered:
M574 X1 S1 P"!xstop"
The ! inverts the signal of the endstop. Did you change that when trying to trouble shoot?
If you press the endstop by hand, does the reported state of the endstop change?
-
@Phaedrux yes. You and I changed it when you helped me set it up the first time- because it kept going to the right instead of the endstop. When I press it it says it’s not triggered.
-
@Phaedrux i also use the manual homing as well.
-
@Phaedrux refresher. I just tried to start it up to home and it goes in the right direction but it stops about AM inch from the X end stop. It won’t go all the way to the right. I just installed the micro Swiss hotend. Died that have anything to do with it?
-
@gabrealek said in Duet wifi 2 . X endstop still triggered:
When I press it it says it’s not triggered.
Alright, that means the signal is inverted when it should not be. Remove the !.
On the CR10 all the endstops should be the same type, unless you've changed them.
Where is the endstop physically located on the printer? Left or right side?
Do +X moves go to the right? and -X moves go to the left?
-
@Phaedrux Okay. Ive changed it to now
M574 X1 S1 P"xstop"
The endstops are all factory. I have never changed any of them but replaced recently to troubleshoot. the endstops are located to the left of the printer. Now that the "!" is removed. I cant home the Z axis. Its grayed out, I have no control when the screen for manual bed probing comes up.
Ill upload a picture of the printer after I home it.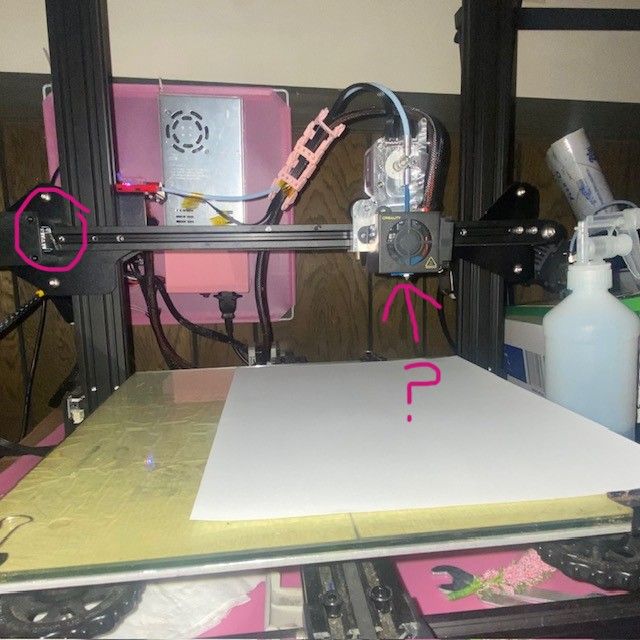
The endstop on the printer is located to the left.
Now that I changed the setting it homes the X correctly then it goes way off from the center as you can see from the picture, and doesnt let me control the Z axis. -
@Phaedrux i pressed ok through the auto home screen and it went to home about an inch from the X endstop. I tried to control Z after I homed and it let me move it up and down. It wont let me home it to the right location. As if the whole machines calibration is off.
-
@gabrealek in config.g, 130 steps per mm for X and Y in G92 seems strange. When you move the X or Y axis 100mm, does it actually move 100mm? After homing X and Y, it should move to the centre of the bed X150 Y150, but it looks like it’s moving too far.
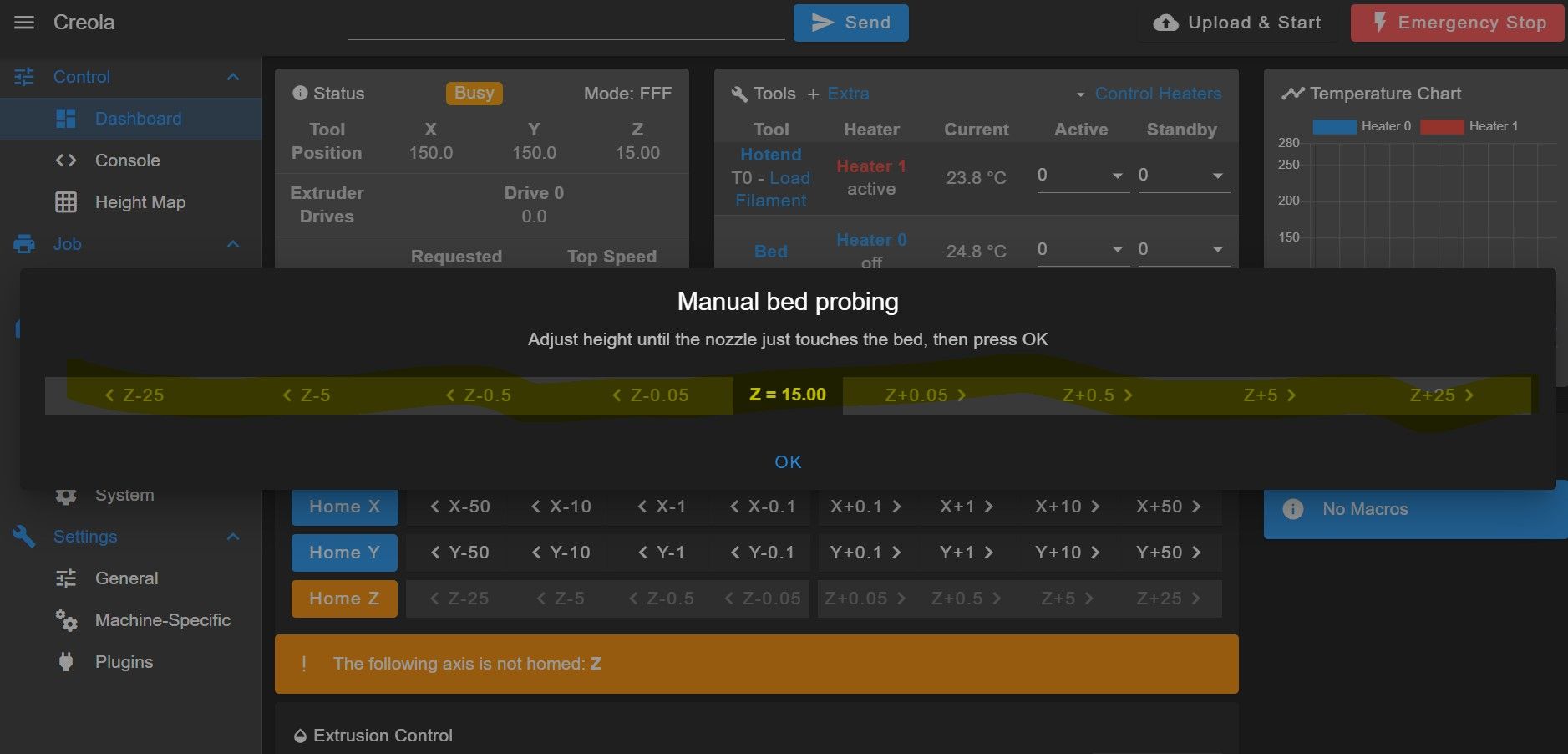
For Z, you have an endstop and a probe defined, and the homeall.g is using the probe (G30). However, your probe is configured as P0, which is ‘manual probe’. From the Gcode Wiki:
P0 indicates that no Z probe is present. Whenever Z probing is commanded, you will be prompted to jog the Z axis until the nozzle is just touching the bed and then signal completion.
Does this show in DWC?
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
"P0 indicates that no Z probe is present. Whenever Z probing is commanded, you will be prompted to jog the Z axis until the nozzle is just touching the bed and then signal completion."
Yes, Im still prompted for the Z axis but it wont let me press the buttons. I have the first thread of the alterations we had to do the first set up here
" https://forum.duet3d.com/topic/21055/new-to-the-duet-complete-newbie/94?_=1687614184763 "
"When you move the X or Y axis 100mm, does it actually move 100mm?" yes i can press it on the dashboard tab and it will move 100mm.
ALSO YES when its going to home the Z BEFORE the promt screen it goes to far. Still I am sadly a nube lolololol.
Still I am sadly a nube lolololol. 
CONFIG.G
; Configuration file for Duet WiFi (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 19 2021 17:33:25 GMT-0500 (Eastern Standard Time); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Creola" ; set printer name; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S0 ; physical drive 0 goes backwards
M569 P1 S0 ; physical drive 1 goes backwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S0 ; physical drive 3 goes backwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X130.00 Y130.00 Z400.00 E97.08 ; set steps per mm
M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z600.00 E1200.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z120.00 E250.00 ; set accelerations (mm/s^2)
M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X300 Y300 Z400 S0 ; set axis maxima; Endstops
M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop
M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop
M574 Z1 S1 P"zstop" ; configure active-high endstop for low end on Z via pin zstop; Z-Probe
M558 P0 H5 F300 T6000
G31 x0 y0 z0 P500
M557 X10:220 Y10:220 S20 ; define mesh grid; Heaters
M308 S0 P"bedtemp" Y"thermistor" T98801 B4185 ; configure sensor 0 as thermistor on pin e0temp
M950 H0 C"bedheat" T0 ; create bed heater output on e0heat and map it to sensor 0
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S80 ; set temperature limit for heater 0 to 80C
M308 S1 P"e1temp" Y"thermistor" T98801 B4185 ; configure sensor 1 as thermistor on pin e1temp
M950 H1 C"e1heat" T1 ; create nozzle heater output on e1heat and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S280 ; set temperature limit for heater 1 to 280C; Fans
M950 F0 C"fan0" Q20 ; create fan 0 on pin fan0 and set its frequency
M106 P0 C"PartCool" S0 H-1 ; set fan 0 name and value. Thermostatic control is turned off
M950 F1 C"fan1" Q20 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S1 H T45 ; set fan 1 value. Thermostatic control is turned on; Tools
M563 P0 S"Hotend" D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M501 ; load saved parameters from non-volatile memory
M911 S21 R23 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
T0 ; select first tool -
@droftarts I think i have it figured out i replaced the old coding from when my X-axis wouldn't work which is
OLD CODE
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 19 2021 17:33:25 GMT-0500 (Eastern Standard Time)G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-300 Y-300 F3000 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 X5 Y5 F6000 ; go back a few mm
G1 H1 X-300 Y-300 F3600 ; move slowly to X and Y axis endstops once more (second pass)
G90 ; absolute positioning
G1 X150 Y150 F6000 ; move to center
G30 ; probe the bed
G1 X10 Y10 Z10 ; move to parking position; set Z position to axis minimum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z18 F8000 ; lift Z relative to current position
;G90 ; absolute positioningNew one . .
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 19 2021 17:33:25 GMT-0500 (Eastern Standard Time)G91
G1 H1 Z-400 F3000
G92 Z0 ; change Z0 to match the actual Z co-ordinate at which the Z end stop triggers
G1 Z10
G1 H1 X-300 Y-300
G1 X5 Y5
G1 H1 X-6 Y-6 F300
G90; set Z position to axis minimum (you may want to adjust this)
; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z18 F8000 ; lift Z relative to current position
;G90 ; absolute positioning-everything homes . . . but now individually i still cannot manually set the z axis
okay . . update .
//////////////////////////
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 19 2021 17:33:25 GMT-0500 (Eastern Standard Time)G91 ; relative positioning
G1 H2 Z18 F480000 ; lift Z relative to current position
G1 H1 Z-405 F3000 ; move Z down until the endstop is triggered
G92 Z0 ; set Z position to axis minimum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z18 F8000 ; lift Z relative to current position
;G90 ; absolute positioningNEWWWW code maybe?
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 19 2021 17:33:25 GMT-0500 (Eastern Standard Time)G91 ; relative positioning
G1 H2 Z18 F480000 ; lift Z relative to current position
G1 H1 Z-405 F3000 ; move Z down until the endstop is triggered
G92 Z0 ; set Z position to axis minimum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z18 F8000 ; lift Z relative to current position
;G90 ; absolute positioningThis code works better . . now im going to manually level the bed