VORON CORE XY CHANGE THE ORIGINS OF THE AXES
-
I'm finishing building my new Voron 2.4. I have already set the x,y and z homings. However I would like to have the origin in the lower left and not in the upper right. Is it possible to do this?
My system uses a Duet 3 6HC board and Toolbard 1LC, and I have the latest beta firmware installed.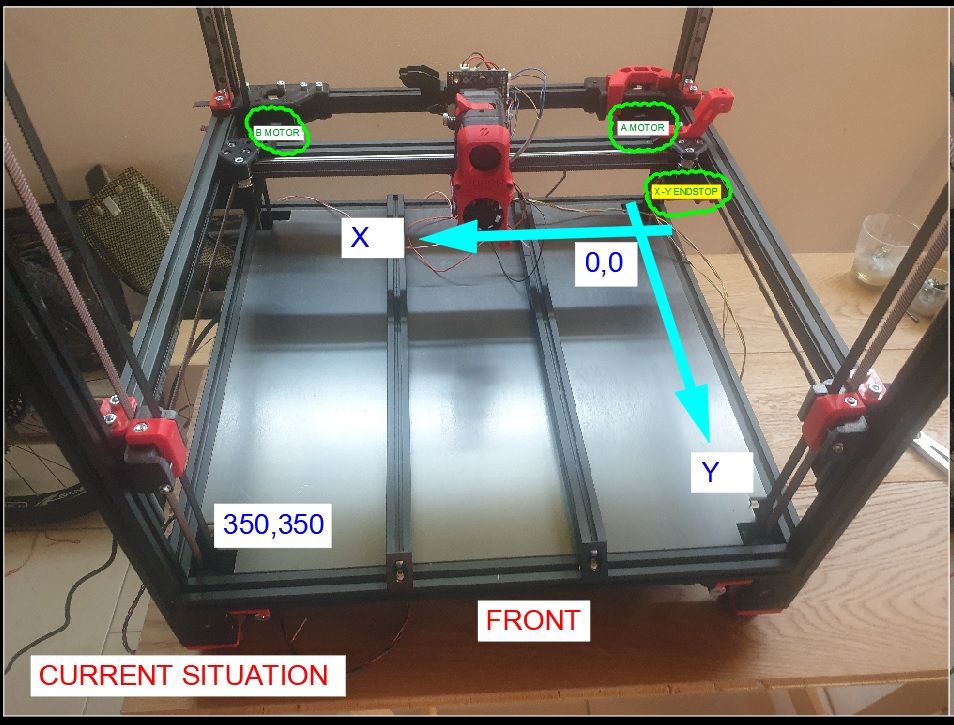
EXTRACT OF CONFIG.G ; ---------- GENERAL PREFERENCES --------- G4 S2 ; WAIT 2 SEC FOR 1LC G90 ; absolute coordinates... M83 ; relative extruder moves M669 K1 ; Select CoreXY mode M564 S1 H1 ; Forbid axis movements when not homed M575 P1 S1 B57600 ; enable support for Paneldue display ; ; ---------- DRIVES MAPPINGS ---------- ; ---------- DRIVES MAPPINGS ---------- ; ; ----------- Z-Drives ; Rear ; | Z2 | Z3 | Z3 - Z2 ; -----+----- ; | Z1 | Z4 | Z4 - Z1 ; -----+----- ; Front ; M584 X0.4 Y0.5 Z0.0:0.1:0.2:0.3 E121.0 ; set drive mapping +++ possible swap X and Y M569 P0.4 S0 ; X motor goes forwards M569 P0.5 S0 ; Y motor goes forwards M569 P0.0 S1 ; Z1 motor FL goes forwards M569 P0.1 S0 ; Z2 motor RL goes backwards M569 P0.2 S1 ; Z3 motor RR goes forwards M569 P0.3 S0 ; Z4 motor FR goes backwards M569 P121.0 S0 ; E1 motor Extruder goes backwards scheda espansione 1LC porta 121 M671 X-60:-60:410:410 Y6:428:428:6 S15 ; Define Z belts locations (Z1=Front_Left, ; ; ---------- DRIVES PARAMETERS ---------- M350 X32 Y32 Z32 E16 I1 ; configure microstepping with interpolation M92 X163.00 Y158.50 Z800.00 E1678.00 ; set steps per mm (ex E92.60) M566 X1200.00 Y1200.00 Z60.00 E900.00 ; set JERK (maximum instantaneous speed changes) M566=mm/min M205=mm/sec M203 X18000.00 Y18000.00 Z18000.00 E1200.00 ; set maximum speeds (mm/min) M201 X1200.00 Y1200.00 Z120.00 E3000.00 ; set accelerations (mm/s^2) M906 X1500 Y1500 Z1000 E1200 I30 ; set motor currents (mA) and motor idle factor 30% M84 S20 ; riduzione potenza motori dopo 20sec ; ; ---------- AXIS LIMITS ---------- M208 X0 Y0 Z0 S1 ; set axis minima (S1) M208 X345 Y345 Z300 S0 ; set axis maxima (S0) ; ; ---------- ENDSTOP --------- M574 Y1 S1 P"!io1.in" ; OK configure enstop microswitch for low end on X via pin !io1.in M574 X1 S1 P"!io2.in" ; OK configure enstop microswitch for low end on Y via pin !io2.in ; M591 P2 C"121.io1.in" S1 D0 ; filament monitor connected to E0_stop su scheda espansione 1LC porta 121 ; ; ---------- Z-PROBE ---------- M558 P8 C"!121.io1.in" H5 F900 T6000 ; OK set Z probe type inductive (P5), altezza tastatura (H5), velocità tastatura mm/min (F900), velocità di spostamento mm/min (T6000) su scheda espansione 1LC porta 121 G31 P500 X-4.5 Y-22 Z2.65 ; set Z probe trigger value, PIU' ALTO E' Z PIU' SI AVVICINA AL LETTO M557 X1:240 Y2:300 S69 ; define mesh grid (GRIGLIA maglia 4 x 4 con 60mm di spazio)HOMEALL.G ; G91 ; relative positioning G1 H2 Z5 F3000 ; lift Z (3000mm/min = 50mm/sec ) relative to current position G1 H1 X-350 Y-350 F4000 ; move quickly X & Y (4000mm/min = 66.7mm/sec ) to endstops and stop there (first pass) G1 H0 X10 Y10 F6000 ; go back a few mm G1 H1 X-10 Y-10 F360 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning ; G1 X175 Y175 F9000 ; Posiziono la sonda al centro del piatto a 150mm/sec G30 ; ENDIn addition when I homeall, the second pass is only done for one axis and not for both.
Thanks for the tips.
-
@Gianluca you need to swap the endstop location in M574 from low to high (e.g.
M574 X2...).
Then change the homing files from moving to the minimum to the maximum.
And in homeall rather than G1 H0 to move away for the second pass, the use G1 -
@Gianluca To get the motor direction correct, see https://docs.duet3d.com/User_manual/Machine_configuration/Configuration_coreXY#testing-motor-movement
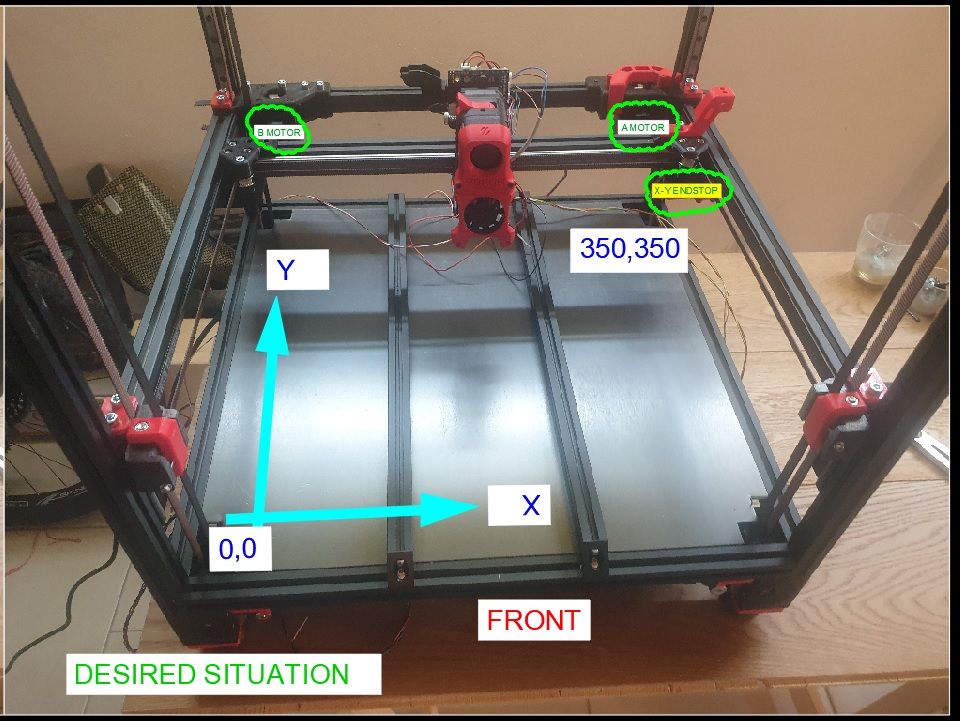
For homing, you currently have your endstops set at the 'low' end of the axes, with this in config.g:M574 Y1 S1 P"!io1.in" M574 X1 S1 P"!io2.in"You haven't marked where the Y endstop is on your image, but I assume as it is mostly working correctly, that too is on the 'low' end currently. You will need to change the M574 settings to set the endstops to the 'high' end, by changing X1 and Y1 to X2 and Y2 (see M574 for details).
You will also need to change your homing files so the axes home to the 'high' end. Additionally, the method to home an CoreXY is slightly different, which is why you are not getting the second pass, as your homing files are not quite correct. For more details on this, see https://docs.duet3d.com/User_manual/Machine_configuration/Configuration_coreXY#homing-files
Change your homeall.g to something like the following:
; homeall.g G91 ; relative positioning G1 H2 Z5 F3000 ; lift Z relative to current position G1 H1 X350 Y350 F4000 ; move quickly to X or Y endstop and stop there (first pass) G1 H1 X350 ; home X axis G1 H1 Y350 ; home Y axis G1 X-10 Y-10 F6000 ; go back a few mm G1 H1 X350 F360 ; move slowly to X axis endstop once more (second pass) G1 H1 Y350 ; then move slowly to Y axis endstop G90 ; absolute positioning G1 X15 Y15 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bedIan
-
Thank you very much! Now I finally understud out what to do, I'll try tonight. Unfortunately the understanding of the English language is not good. I now understand the concept of low-end and hight-end of the guide...
-
Great, now everything works as I wanted. The indications received were perfect. You can mark it as solved, thanks!
-
 undefined jay_s_uk marked this topic as a question
undefined jay_s_uk marked this topic as a question
-
undefined jay_s_uk has marked this topic as solved