Fun height map issues
-
Hello all. I first off want to say how fantastic everyone is here and how helpful everyone can be. Your kindness is fantastic.
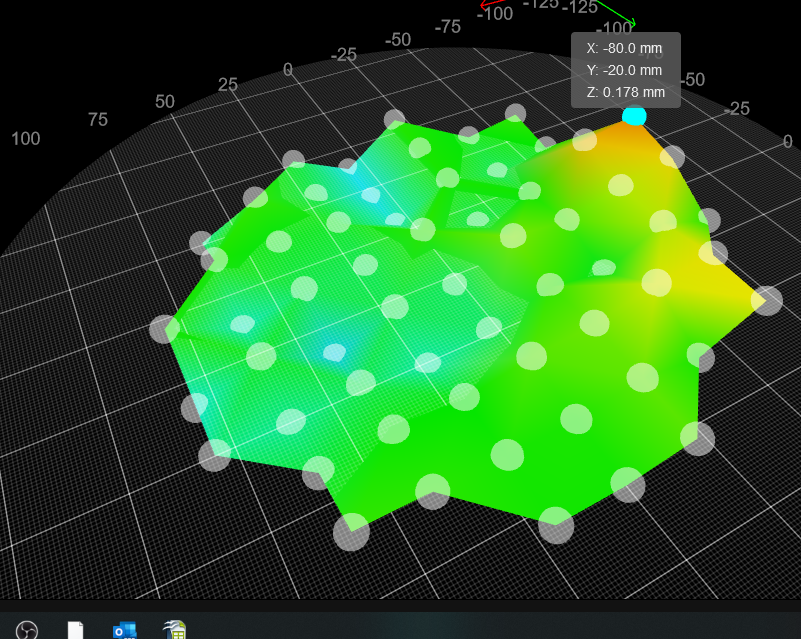
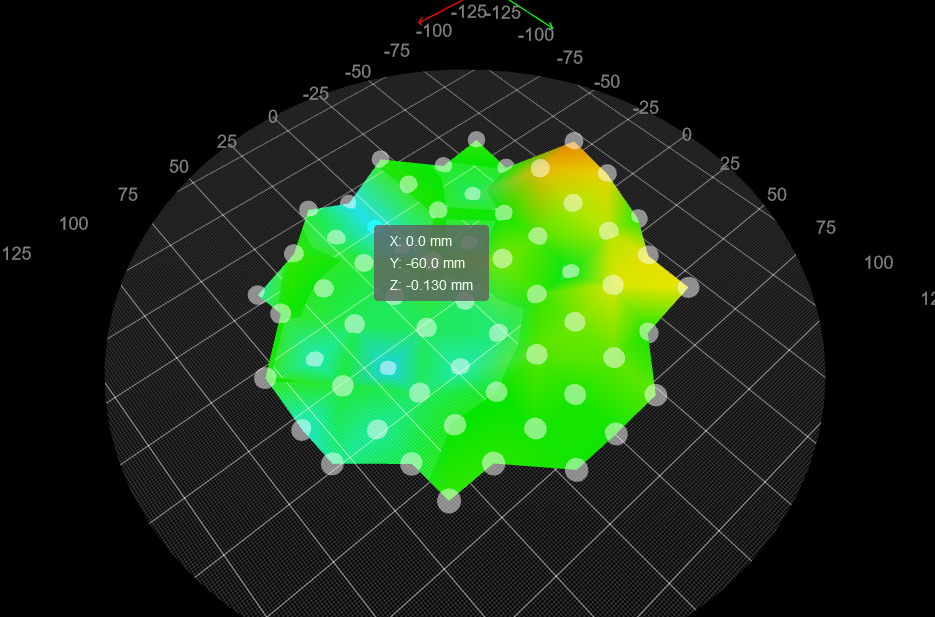
Recently, I did a rewiring of my HE3D delta printer outfitted with a Duet2wifi board, duet smart effector, and magball rods. So far things were great and minus a couple loose terminals, seem find. However, after all that said and done, after having a FAIRLY level height map after mesh compensation, now I have a very strange pattern appearing that I cannot seem to diagnose. Keep in mind, everything was printing fairly nicely before my rewire and I had to rewire because a fan cable got melted when i forgot to position it better. Here is my height map and here are my config and bed.g files. If I can provide any more specific information, i gladly will!
config.g
; Configuration file for Duet WiFi (firmware version 2.03) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v2.0.3 on Thu Sep 05 2019 15:50:44 GMT-0400 (Eastern Daylight Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Tall Printer" ; set printer name M665 R180 L160 B130 H580 ; Set delta radius, diagonal rod length, printable radius and homed height M666 X0 Y0 Z0 ; put your endstop adjustments here, or let auto calibration find them M575 P1 S1 B57600 ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S0 ; physical drive 1 goes backwards M569 P2 S0 ; physical drive 2 goes backwards M569 P3 S1 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z80.00 E410.00 ; set steps per mm M566 X1200.00 Y1200.00 Z1200.00 E1200.00 ; set maximum instantaneous speed changes (mm/min) M203 X18000.00 Y18000.00 Z18000.00 E1200.00 ; set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z1000.00 E1000.00 ; set accelerations (mm/s^2) M906 X1100 Y1100 Z1100 E900 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 Z0 S1 ; set minimum Z ; Endstops M574 X2 S1 P"!xstop" ; X active low and disabled endstop M574 Y2 S1 P"!ystop" ; Y active low and disabled endstop M574 Z2 S1 P"!zstop" ; Z active low and disabled endstop ; Z-Probe M558 P8 C"zprobe.in+zprobe.mod" R0.4 H10 F1200 T6000 ; set Z probe type to effector and the dive height + speeds G31 P100 X0 Y0 Z-.22 ; set Z probe trigger value, offset and trigger height M557 R85 S20 ; define mesh grid ; Temperature Sensors M308 S0 P"bed_temp" Y"thermistor" T100000 B3950 ; define bed temperature sensor M308 S1 P"e0_temp" Y"thermistor" T100000 B4725 C7.06e-8 ; define E0 temperature sensor ; Heaters M950 H0 C"bed_heat" T0 ; heater 0 uses the bedheat pin, sensor 0 M950 H1 C"e0_heat" T1 ; heater 1 uses the e0_heat pin and sensor 1 M307 H0 B0 S1.00 M140 H0 ; Fans M950 F2 C"fan2" Q500 ; Hot end fan M106 P2 T45 H1 M950 F0 C"fan0" Q500 ; Part Cooling fan M106 C"PartFan" P0 S0 H-1 B1 M307 H0 ; report the process parameters for heater 0 M307 H0 R2.186 K0.17:0.11 D5.67 S1.00 V24.0 ; set the process parameters for heater 0 ; Tools M563 P0 H1 F0 D0 T0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined M501 ; recall last used parametersbed.g
; bed.g ; called to perform automatic delta calibration via G32 ; ; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Feb 02 2020 21:40:17 GMT-0500 (Eastern Standard Time) ; 13 points, 7 factors, probing radius: 138, probe offset (0, 0) M561 ; clear any bed transform G28 G30 P0 X0.00 Y130.00 Z-99999 H0 G30 P1 X83.56 Y99.59 Z-99999 H0 G30 P2 X128.03 Y22.57 Z-99999 H0 G30 P3 X112.58 Y-65.00 Z-99999 H0 G30 P4 X44.46 Y-122.16 Z-99999 H0 G30 P5 X-44.46 Y-122.16 Z-99999 H0 G30 P6 X-112.58 Y-65.00 Z-99999 H0 G30 P7 X-128.03 Y22.57 Z-99999 H0 G30 P8 X-83.56 Y99.59 Z-99999 H0 G30 P9 X0.00 Y65.00 Z-99999 H0 G30 P10 X56.29 Y-32.50 Z-99999 H0 G30 P11 X-56.29 Y-32.50 Z-99999 H0 G30 P12 X0 Y0 Z-99999 S6 G29 S1 M500 ; I believe this saves the mesh to EPROM -
Also wanted to mention that I tested the coordinates that had extreme differences and the trigger heights were seemingly all the same with no variances amd consistent.
-
@sneakyferret said in Fun height map issues:
G29 S1
Can you remove that from your bed.g and then when you run G32 it should do a delta calibration. can you then check how your first layer prints with no mesh loaded?
-
@Phaedrux I will give it a try when I return home, thanks for actually replying to a dead post haha