M567 Tool-Mixing issues/quirks
-
@oozebot This is just a guess but if the extruders are identical, and if the extruder nearer the filament is pulling more than the second extruder near the hot end, then it might be that the marks from where the first extruder has gripped the filament effectively reduce the diameter of the filament for the second extruder so you might need to adjust the steps per mm. In any case, despite extruders appearing to be identical, there are things like manufacturing tolerances and sprint tensions which mean that you'll likely need to adjust the steps per mm for each extruder.
Why can't you load filament when the mixing ratio is set and used. How are you doing it and what happens when you try?
-
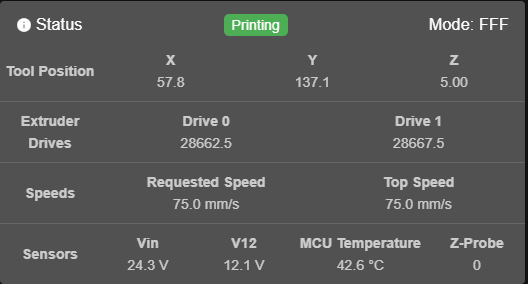
Thanks for the reply. I failed to mention I have tested with several LGX extruders we have in inventory, so I don't believe it's a tolerance issue. I've also tried adjusting the grip. DWC is reporting the same amount of filament between the two extruders (it's constantly updating so they aren't reading equal in the screenshot). Regardless, it's a significant difference of ~10cm per layer between the two extruders. I'd not expect such a difference if it was tolerance or reduction in diameter, etc..
I did notice Pressure Advance wasn't set on the second extruder and set it, but no difference was observed.
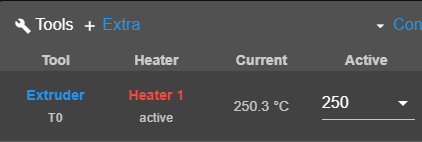
As for loading Filaments - the option is removed when enabling mixing - see screenshot. It should appear next to T0.
-
This is the amount it’s over extruding after 3-4 layers. For reference, there was no gap at the start.

-
@oozebot I'd be tempted to calibrate the steps per mm for each extruder by extruding say 100mm of filament and measuring the actual result. If you do that, it will at least rule out any differences between hardware and you'll know the the steps per mm are really correct for your use case.
Ref loading filament, I've only ever used multi-input extruders so I've only ever used mixing. So I've never seen the option you describe as being removed. It's probably deliberate because the normal use case for mixing is multi-input, single output rather than your push-pull arrangement, and in those cases, one might want to load one of multiple filaments and therefore have to specifically select which extruder to use. If you scroll down a bit further you should see the extrusion control section which, in my case looks like this (because 1 have 6 extruders).
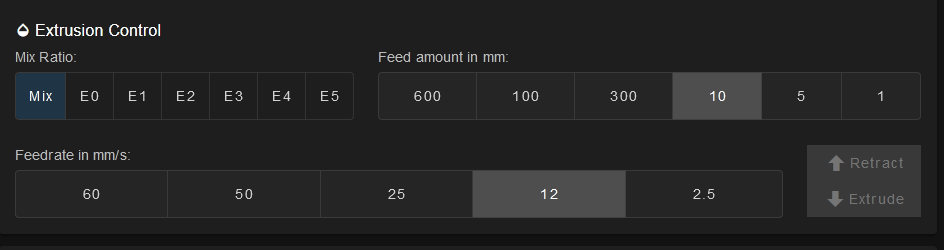
Because of your push-pull arrangement, you'll need to select the "mix" option rather than a specific extruder but you can then select the feed amount and then use either the extrude of retract buttons to load or unload the filament,
-
Thanks again. When this print is complete, I will calibrate the steps on the secondary extruder and report back. When connected to a toolboard, the LGX with our custom .9° stepper always results in 826 e-steps. I would have expected the same when connected to the 6HC, but it is a different driver and we've actually never tried it. Perhaps that's the culprit.
-
@oozebot I've learned over the years never to assume anything so yes, always check. My 6 extruders are all BMGs with 1.8 degree motors and they are all pretty close but vary between 403 and 405 with one at 409. I note for the LGX that Bondtech recommend 400 so that would be 800 for 0.9 degree motors and on that basis, 826 does sound little on the high side - roughly 3%. But I'm just speculating - you need to do that actual measurements.
-
@deckingman I just spent quite a lot of time recalibrating and it appears we were high with 826. The correct value is 814. No progress on the issue with the mixing though. Both calibrated out exactly the same..
-
If I imagine I was faced with this problem that my extruder would have problems with 10kg spools in the long run, I would make sure that these spools are mounted / screwed on perfect ball-bearing spool holders and are not loosely plugged into a holder.
So that the fulcrum is always in the middle of the spool.In order to avoid a sudden jerk on the filament due to the movement of the print head and thus also to avoid an additional load on the extruder, the filament should run in a tube from the extruder to the spool, but never a 1.9mm Capricorn tube but a min. 2mm hose.
The end of the hose in front of the reel should also be plugged into a fitting, but this is probably self-evident, since this additional relief against jerky pulling on the filament would otherwise not work.
I would prefer this method to a complicated and also expensive method with two extruders per spool/printhead.
My DyzePro extruder would probably have no problems with feeding.
He lifts over 10kg weight vertically upwards.
A link to this full metal extruder is in the signature of this comment below.Google Translate
--- Original Text ---Wenn ich mir vorstelle ich stünde vor diesem Problem das mein Extruder auf Dauer Probleme mit 10kg Spulen hätte, würde ich dafür sorgen das diese Spulen auf perfekten kugelgelagerten Spulenhaltern montiert / geschraubt sind und nicht lose über eine Halterung gesteckt werden.
So das der Drehpunkt immer in der Spulenmitte ist.Um ein plötzlichen Ruck am Filament durch die Bewegung des Druckkopfes zu vermeiden und somit auch eine zusätzliche Belastung des Extruders zu vermeiden, sollte vom Extruder bis zur Spule das Filament in einem Schlauch verlaufen, aber auf keinen Fall ein 1,9mm Capricorn Schlauch sondern ein mind. 2mm Schlauch.
Das Ende des Schlauches vor der Rolle sollte auch in ein Fitting gesteckt sein, was aber wohl selbstverständlich ist, da diese Zuentlastung gegen ruckartigs ziehen am Filament sonst nicht funktionieren würde.
Diese Methode würde ich einer komplizierten und zudem kostspieligen Methode mit zwei Extrudern pro Spule / Druckkopf vorziehen.
Mein DyzePro Extruder hätte vermutlich keine Probleme mit der Förderung.
Er hebt über 10kg Gewicht senkrecht nach oben.
Ein Link zu diesem Vollmetall Extruder ist unten in der Signatur dieses Kommentares.DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder We appreciate your insight but there are factors at play that make this the simplest solution. Specifically, the spools live in a large heated chamber that holds 12 mega-spools and feed six printers each. They are also some distance away from the printers they feed. Our Bondtech LGX extruders can handle this, but will begin to skip if you try to print must faster than ~80mm/s with a .6mm nozzle at .5mm layer height x .75mm extrusion width. Our printers are capable of printing much faster, and our initial testing with this push/pull system proves it, so to us it is worth the additional cost of a second extruder per machine for our farm - if we can get the extruders to sync up.
-
@oozebot M221 extrusion override values are set per extruder. See the documentation, https://docs.duet3d.com/en/User_manual/Reference/Gcodes#m221-set-extrude-factor-override-percentage.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Thanks. Luckily, it turns out if you don't include in a D value (which I wasn't), it updates both extruders - so that wasn't the issue. Further testing this afternoon has included recalibrating the e-steps on both extruders and several prints with extrusion factor set to 100% for both extruders.
Right now I can tell you that the secondary extruder is extruding 2~3% more than the primary extruder. Currently, I am testing:
M567 P0 E1.00:0.98I will let it run for 15 minutes or so and check the gap between the two PTFE tubes to see how much its grown and continue to narrow down the variance.
I can find no reason for this difference and have combed through every setting that could seemingly affect it.
-
@oozebot I can see a couple of possibilities:
- @deckingman said:
This is just a guess but if the extruders are identical, and if the extruder nearer the filament is pulling more than the second extruder near the hot end, then it might be that the marks from where the first extruder has gripped the filament effectively reduce the diameter of the filament for the second extruder so you might need to adjust the steps per mm.
Have you checked whether the filament coming out of the first extruder is significantly longer than the filament going in to it?
- The second extruder has to fight significant back pressure, which the first extruder doesn't. The will increase the required steps/mm of the second extruder. It's the reason that we support nonlinear extrusion in RRF.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Perhaps that's it - I wouldn't have thought it could compress / elongate the filament ~2% but it makes sense. Adjusting the mixing ratio a few percent appears to be a completely reasonable solution. I'm almost embarrassed to admit I didn't think of that earlier, but then again, I had never even read about mixing before last night.
Can you answer why selecting Filaments is disabled when mixing is enabled? I suspect deckingman is right but could it be considered to be optionally enabled for our use case? Thanks
-
@oozebot I'm on my phone right now so can't easily send a link but if you look at the documentation for the filaments feature, it specifically states that it's for exactly one extruder per filament. That's why I've never used it nor seen the button you described. So that feature would need a re-write for your specific use case. I'm not a writer of code but I would imagine that might be difficult to do because it requires checking if the mixing ratio is exactly 1:1 and then in that case only, controlling both extruders rather than just one.
-
@oozebot Also, if you do end up adjusting something to compensate for filament compression, I'd suggest you do it by adjusting the steps per mm for one or other extruder, rather than adjusting the mixing ratio. It shouldn't be too difficult to do. Simply use filament that has already been through the first extruder rather than fresh filament to adjust the steps per mm for the second extruder. It's probably not compressing the filament as such but rather the first extruder leaves "bite marks" so the second extruder grabs the filament using those same bite marks, rather than on the OD. You'll likely have to change the calibration for different filament types.
-
@oozebot
You will still have to match the extruder for printing to the extruder for unwinding.
A simple filament change triggers a new asynchrony.
Therefore, the extruder responsible for unwinding must not damage the filament by leaving small injuries from the feed rollers (thus stretching it).The YouTuber Jón Schone from the Proper Printing channel has constructed an extruder that does not convey the filament with toothed metal wheels as usual, but very gently with the help of two toothed belts.
I think this type of extruder would not damage the filament as it unwinds so that it becomes longer or there could be problems with abrasion from the second extruder.Here is a video about his "Experimental Extruder" from his channel.
He has made more videos about the extruder, so feel free to browse his playlist.Google Translate
--- Original Text ---Man wird weiterhin den Extruder für das Drucken an den Extruder für das Abrollen anpassen müssen.
Ein einfacher Filamentwechsel löst eine neue Asynchronität aus.
Daher darf der Extruder der für das Abrollen zuständig ist, das Filament nicht beschädigen indem es kleine Verletzungen von den Förderrollen hinterlässt (wodurch es in die Länge gedrückt wird).Der YouTuber Jón Schone vom Kanal Proper Printing hat einen Extruder konstruiert der das Filament nicht wie üblich mit verzahnten Metallrädern fördert sondern ganz schonend mit Hilfe zweier Zahnriemen.
Ich denke diese Art von Extruder würde das Filament beim abrollen nicht beschädigen so das es länger wird oder es durch den zweiten Extruder zu Problemen mit dem Abrieb kommen könnte.Hier ist ein Video über seinen "Experimental Extruder" von seinem Kanal.
Er hat mehr Videos zu dem Extruder gemacht, also gerne mal in seiner Playlist umschauen. -
Thought I would add my experience, as I have been using tandem extruders for a few months. I have a laser filament monitor on the feed side of an orbiter 1.5, which initially was used via a 800mm bowden. This was a big improvement on my basic kossel printed extruder. When the orbiter 2 became available, it was feasible to use a direct drive, and as the two extruders have the same motor and drive gear, I just added the orbiter 2 to the effector end of the bowden tube and used both extruders. This gave a very noticable increase in the sharpness of prints.
The effect on the laser filament monitor readings was interesting - over 9 prints ranging from ~6000 to~12000mm filament, the orbiter 1.5 alone gave 24 to 149 as the mean minimum and maximum figures. With the orbiter 2 direct drive added, the figures were 84 to 117, highly statistically significant reductions, particularly for the minimum value. There was no significant change in the monitor measurement of total extrusion compared to the extruder value.
for those wanting to try this setup, I used
M569 P3 S0 ; Drive 3 goes backwards - changed for orbiter 1.5
M569 P4 S0 ; Drive 4 goes backwards - orbiter 2.0
M350 E16:16 I1
M906 E850:850 I10 ;current for orbiters
M567 P0 E1.00:1.00 ; set mix ratio
M92 E620:620 ; Set extruder steps per mm orbiters
M572 D0:1 S0.04 ;pressure advance extruder 0 and 1I suspect that some of the issues discussed above are not coming into play on my simple single extruder system. I print at up to 200mm/sec with a 0.4 nozzle without a problem. The orbiters have opposing almost semicircular drive grooves which barely cut the filament, so I do not think the first extruder affects the second in this respect. I think I should maybe do some more formal testing to check out some of my assumptions (thank you @deckingman)
-
I appreciate everyone's input. @deckingman - I will perform a few tests with adjusting e-steps instead of mixing ratio and report back.
One oddity I just noticed is that the toolboard is reporting a higher voltage than the mainboard, even though they are both connected to the same power supply. @dc42 - I wonder if this could have anything to do with the variation? From B122:
mainboard:
Supply voltage: min 0.1, current 24.2, max 24.4toolboard:
VIN voltage: min 24.5, current 24.8, max 25.0 -
This post is deleted! -
@herve_smith said in M567 Tool-Mixing issues/quirks:
i personally think that is going to an nearly impossible task without throwing exhorbanant amounts of time, money and resources at the problem.
@herve_smith Appreciate the input but we had this up and running on the first day. Our KISS solution is a simple split in the PTFE tubing and purposely advancing the filament off the spool 5cm at the beginning of the print. As long as the variance isn't negative where the 5cm gap is closed, there is no issue. All we are now trying to do is minimize the variance - which has already been calculated at 2.2%.
However, we are curious as to why there is a variance in the first place. It is not the extruder or the motor as swapping the two results in the same issue. Thanks
-
 undefined oozeBot marked this topic as a regular topic
undefined oozeBot marked this topic as a regular topic