Strange Z error
-
Did you get an answer on how to center the probe without hardcoding?
This is my way:
G1 X{((move.axes[0].max + move.axes[0].min) / 2) - sensors.probes[0].offsets[0]}, Y{((move.axes[1].max + move.axes[1].min) / 2) - sensors.probes[0].offsets[1]}, F1800Frederick
Printers: a small Utilmaker style, a small CoreXY and a E3D MS/TC setup. Various hotends. Using Duet 3 hardware running 3.4.6
-
@fcwilt You need to change "axis" to "axes".
-
@fcwilt Thanks, this looks good. From where do you get for example the "sensors.probes[0].offsets[0]"? Is there a list somewhere?
-
@suntoxx said in Strange Z error:
@fcwilt Thanks, this looks good. From where do you get for example the "sensors.probes[0].offsets[0]"? Is there a list somewhere?
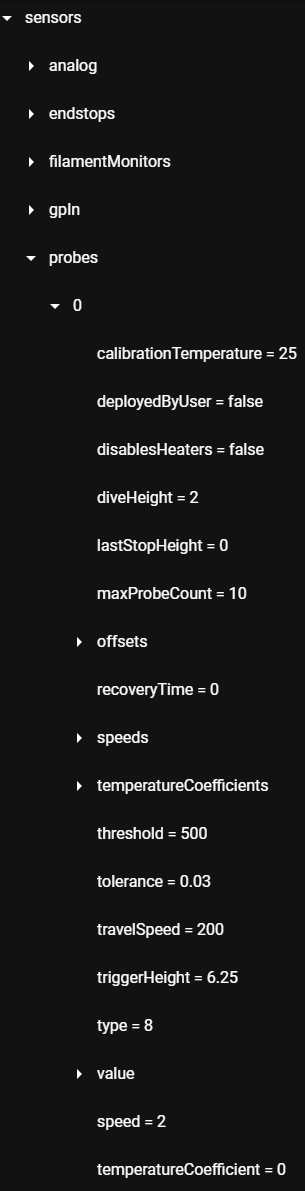
The DWC has a plug-in for browsing the object model:

If it is not started just start it and then you can browse through the object model.
Some of what I know is just from trial-and-error, other things were picked up here on the forum.
Frederick
Printers: a small Utilmaker style, a small CoreXY and a E3D MS/TC setup. Various hotends. Using Duet 3 hardware running 3.4.6
-
This post is deleted! -
@fcwilt said in Strange Z error:
The DWC has a plug-in for browsing the object model:
Oh, I completely missed that part of dwc somehow, as the plug in section in machine specific was empty. But from where in there do you get that with sensors.probes[0].offsets[0] you can refer to the current value? This is probably possible with most variables?
-
@suntoxx said in Strange Z error:
@fcwilt said in Strange Z error:
The DWC has a plug-in for browsing the object model:
Oh, I completely missed that part of dwc somehow, as the plug in section in machine specific was empty. But from where in there do you get that with sensors.probes[0].offsets[0] you can refer to the current value? This is probably possible with most variables?
Did you browse to that part of the object model?
Frederick
-
@fcwilt to which part?
-
-
@fcwilt but I do not see the names you can use to call for those values there. That's what I was refering to. A list of those.
-
@suntoxx said in Strange Z error:
@fcwilt but I do not see the names you can use to call for those values there. That's what I was refering to. A list of those.
The names you need are shown in the browser.
The order is shown by the position.
For example:
sensors.probes[0].diveHeight
When you can have multiple things, like probes, you will see a number like the 0 beneath probes. You use that number in the square brackets as shown above.
Or are you talking about something else?
Frederick
-
@fcwilt ah, damn, i missed that all the way up there to the right. The disadvantage of 43" screens
 Thanks!
Thanks!Do you by any chance know how to use the Echo command to create a macro?

-
@suntoxx said in Strange Z error:
Do you by any chance know how to use the Echo command to create a macro?
I have no idea - I didn't even know that was possible.
Why do you need to do that?
Frederick
Printers: a small Utilmaker style, a small CoreXY and a E3D MS/TC setup. Various hotends. Using Duet 3 hardware running 3.4.6
-
@suntoxx said in Strange Z error:
Do you by any chance know how to use the Echo command to create a macro?
Maybe I can help out?
; create a macro file with all the settings we need to continue the print: ; - first, verify the existence of the appropriate print file ... var fName = "xfridge.g" if exists(param.F) set var.fName = param.F echo >{var.fName} "; Frozen print state of """^{job.file.fileName}^""", condition: "^var.cCondition echo >>{var.fName} "" echo >>{var.fName} "M38 """^{job.file.fileName}^"""" ; on unfreeze, look if the file in print still exists echo >>{var.fName} "if result > 0" ; result: 0=file exists, 1=call failed, 2=file not found echo >>{var.fName} " set global.xFrozenState = 0" echo >>{var.fName} " if !exists(param.X)" echo >>{var.fName} " M291 S2 R""UNFREEZE:"" P""No file in the fridge :-(""" echo >>{var.fName} " M99" ; file missing: finish execution echo >>{var.fName} "if exists(param.X)" ; in case of a parameter "X", echo >>{var.fName} " M99" ; return after the filecheckThat's just a snippet from a macro which mimics some functionality of "resurrect.g" by creating a macro which in turn can be called to recover from an interrupted print. The sample is disfunctional, it just illustrates the usage of echo.
-
@fcwilt said in Strange Z error:
@suntoxx said in Strange Z error:
Do you by any chance know how to use the Echo command to create a macro?
I have no idea - I didn't even know that was possible.
Why do you need to do that?
Frederick
I wanted to handle my filament settings via DWC. My idea was to call for a macro on layer 2 via custom slicer start code, so i can set the other layer temperature for nozzle and bed there. To make this work though, every filament change would need to rewrite this macro. No idea if that is a good aproach though.
@infiniteloop said in Strange Z error:
@suntoxx said in Strange Z error:
Do you by any chance know how to use the Echo command to create a macro?
Maybe I can help out?
That's just a snippet from a macro which mimics some functionality of "resurrect.g" by creating a macro which in turn can be called to recover from an interrupted print. The sample is disfunctional, it just illustrates the usage of echo.
Thanks, I will have a look at that!

-
@suntoxx said in Strange Z error:
I wanted to handle my filament settings via DWC. My idea was to call for a macro on layer 2 via custom slicer start code, so i can set the other layer temperature for nozzle and bed there. To make this work though, every filament change would need to rewrite this macro.
I handle my filament settings via DWC but I have not find a need to create a macro.
I set my bed and extruder temps in the filament specific config.g file. I invoke that file in my print start code.
What is it you need to do different from that approach?
Frederick
-
@fcwilt how do you set first layer and other layer temperatures in the filament specific config.g? That's what i thought i would need a macro for.
-
@suntoxx said in Strange Z error:
@fcwilt how do you set first layer and other layer temperatures in the filament specific config.g? That's what i thought i would need a macro for.
Here is one of my filament specific config.g files:
M221 S100 D0 ; set extrusion multiplier M568 P0 S190 R100 A2 ; set tool 0 extruder temps M140 S60 R30 ; set bed tempsNear the beginning of my print start code I have these three essential commands plus several others needed for starting a print:
T0 ; select tool 0 M703 ; run the config.g for the currently selected filament ;... other commands ;... other commands ;... other commands M116 ; wait for temps to reach set points ;... other commands ;... other commands ;... other commandsNot sure what you mean by the mention of first layer.
Frederick
-
@fcwilt does this mean that you always print first layer and all other layers at the same temperatures?
-
@suntoxx said in Strange Z error:
@fcwilt does this mean that you always print first layer and all other layers at the same temperatures?
Yes. I have found no reason to do otherwise.
What led you to use different temperatures?
Thanks.
Frederick