Strange Z error
-
@phaedrux said in Strange Z error:
I use the same method. It helps to have a light source behind the printer so you can see the gap disappear. Maybe there's a better way, but it's good enough and works for me. It doesn't really matter so much because you're calibrating once and it stays set for a long time.
I got a number of nozzle sizes and print in a lot in varying layer heights. I want to take full advantage of how easy nozzle swapping is in the lgx, so as soon as my torque screwdriver arrives, I want to start using the optimal nozzle for each height. The macro sets me up very nicely for this!
That depends on where you activate it in the first place. You can load it at the end of homeall, or at start of a print in start.g or in the slicer start gcode.
I will check that out.
Thanks for the help!


-
Did you get an answer on how to center the probe without hardcoding?
This is my way:
G1 X{((move.axes[0].max + move.axes[0].min) / 2) - sensors.probes[0].offsets[0]}, Y{((move.axes[1].max + move.axes[1].min) / 2) - sensors.probes[0].offsets[1]}, F1800Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@fcwilt You need to change "axis" to "axes".
-
@fcwilt Thanks, this looks good. From where do you get for example the "sensors.probes[0].offsets[0]"? Is there a list somewhere?
-
@suntoxx said in Strange Z error:
@fcwilt Thanks, this looks good. From where do you get for example the "sensors.probes[0].offsets[0]"? Is there a list somewhere?
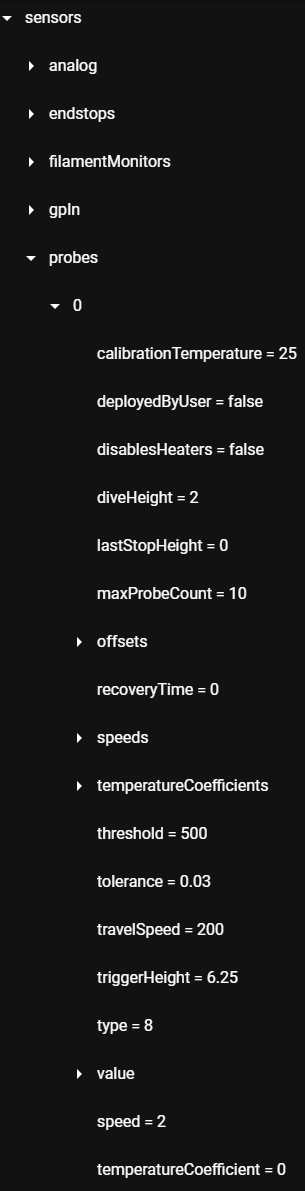
The DWC has a plug-in for browsing the object model:

If it is not started just start it and then you can browse through the object model.
Some of what I know is just from trial-and-error, other things were picked up here on the forum.
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
This post is deleted! -
@fcwilt said in Strange Z error:
The DWC has a plug-in for browsing the object model:
Oh, I completely missed that part of dwc somehow, as the plug in section in machine specific was empty. But from where in there do you get that with sensors.probes[0].offsets[0] you can refer to the current value? This is probably possible with most variables?
-
@suntoxx said in Strange Z error:
@fcwilt said in Strange Z error:
The DWC has a plug-in for browsing the object model:
Oh, I completely missed that part of dwc somehow, as the plug in section in machine specific was empty. But from where in there do you get that with sensors.probes[0].offsets[0] you can refer to the current value? This is probably possible with most variables?
Did you browse to that part of the object model?
Frederick
-
@fcwilt to which part?
-
-
@fcwilt but I do not see the names you can use to call for those values there. That's what I was refering to. A list of those.
-
@suntoxx said in Strange Z error:
@fcwilt but I do not see the names you can use to call for those values there. That's what I was refering to. A list of those.
The names you need are shown in the browser.
The order is shown by the position.
For example:
sensors.probes[0].diveHeight
When you can have multiple things, like probes, you will see a number like the 0 beneath probes. You use that number in the square brackets as shown above.
Or are you talking about something else?
Frederick
-
@fcwilt ah, damn, i missed that all the way up there to the right. The disadvantage of 43" screens
 Thanks!
Thanks!Do you by any chance know how to use the Echo command to create a macro?

-
@suntoxx said in Strange Z error:
Do you by any chance know how to use the Echo command to create a macro?
I have no idea - I didn't even know that was possible.
Why do you need to do that?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@suntoxx said in Strange Z error:
Do you by any chance know how to use the Echo command to create a macro?
Maybe I can help out?
; create a macro file with all the settings we need to continue the print: ; - first, verify the existence of the appropriate print file ... var fName = "xfridge.g" if exists(param.F) set var.fName = param.F echo >{var.fName} "; Frozen print state of """^{job.file.fileName}^""", condition: "^var.cCondition echo >>{var.fName} "" echo >>{var.fName} "M38 """^{job.file.fileName}^"""" ; on unfreeze, look if the file in print still exists echo >>{var.fName} "if result > 0" ; result: 0=file exists, 1=call failed, 2=file not found echo >>{var.fName} " set global.xFrozenState = 0" echo >>{var.fName} " if !exists(param.X)" echo >>{var.fName} " M291 S2 R""UNFREEZE:"" P""No file in the fridge :-(""" echo >>{var.fName} " M99" ; file missing: finish execution echo >>{var.fName} "if exists(param.X)" ; in case of a parameter "X", echo >>{var.fName} " M99" ; return after the filecheckThat's just a snippet from a macro which mimics some functionality of "resurrect.g" by creating a macro which in turn can be called to recover from an interrupted print. The sample is disfunctional, it just illustrates the usage of echo.
-
@fcwilt said in Strange Z error:
@suntoxx said in Strange Z error:
Do you by any chance know how to use the Echo command to create a macro?
I have no idea - I didn't even know that was possible.
Why do you need to do that?
Frederick
I wanted to handle my filament settings via DWC. My idea was to call for a macro on layer 2 via custom slicer start code, so i can set the other layer temperature for nozzle and bed there. To make this work though, every filament change would need to rewrite this macro. No idea if that is a good aproach though.
@infiniteloop said in Strange Z error:
@suntoxx said in Strange Z error:
Do you by any chance know how to use the Echo command to create a macro?
Maybe I can help out?
That's just a snippet from a macro which mimics some functionality of "resurrect.g" by creating a macro which in turn can be called to recover from an interrupted print. The sample is disfunctional, it just illustrates the usage of echo.
Thanks, I will have a look at that!
-
@suntoxx said in Strange Z error:
I wanted to handle my filament settings via DWC. My idea was to call for a macro on layer 2 via custom slicer start code, so i can set the other layer temperature for nozzle and bed there. To make this work though, every filament change would need to rewrite this macro.
I handle my filament settings via DWC but I have not find a need to create a macro.
I set my bed and extruder temps in the filament specific config.g file. I invoke that file in my print start code.
What is it you need to do different from that approach?
Frederick
-
@fcwilt how do you set first layer and other layer temperatures in the filament specific config.g? That's what i thought i would need a macro for.
-
@suntoxx said in Strange Z error:
@fcwilt how do you set first layer and other layer temperatures in the filament specific config.g? That's what i thought i would need a macro for.
Here is one of my filament specific config.g files:
M221 S100 D0 ; set extrusion multiplier M568 P0 S190 R100 A2 ; set tool 0 extruder temps M140 S60 R30 ; set bed tempsNear the beginning of my print start code I have these three essential commands plus several others needed for starting a print:
T0 ; select tool 0 M703 ; run the config.g for the currently selected filament ;... other commands ;... other commands ;... other commands M116 ; wait for temps to reach set points ;... other commands ;... other commands ;... other commandsNot sure what you mean by the mention of first layer.
Frederick
-
@fcwilt does this mean that you always print first layer and all other layers at the same temperatures?