Correction of heightmap is not really working
-
The current approach that the DWC expects is this:
- the file mesh.g is used to create the height map needed for Mesh Bed Compensation.
- the file bed.g is used for Manual or Automatic Bed Leveling.
A G29 command executes mesh.g and creates the height map.
To use the height map you would have a G29 S1 command somewhere in your print start code.
A G32 command executes bed.g.
I use G32 as part of my home all code.
So it looks like you are already using the correct approach.
Frederick
-
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@fcwilt
Thank you very very much, I will give it a try -
@fcwilt
I got this -

Does that command need a ; in front of it ?
-
Sorry there is a missing comment in front of that line.
It should be this:
; --- set Z=0 datum which can be affected by leveling --- G1 X270 Y270 ; move probe to center of bed - set values aaa and bbb as appropriate G30 ; do single probe which sets Z to trigger height of Z probePrinters: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@fcwilt
Ok now I cant get the bed tilt leveling right.
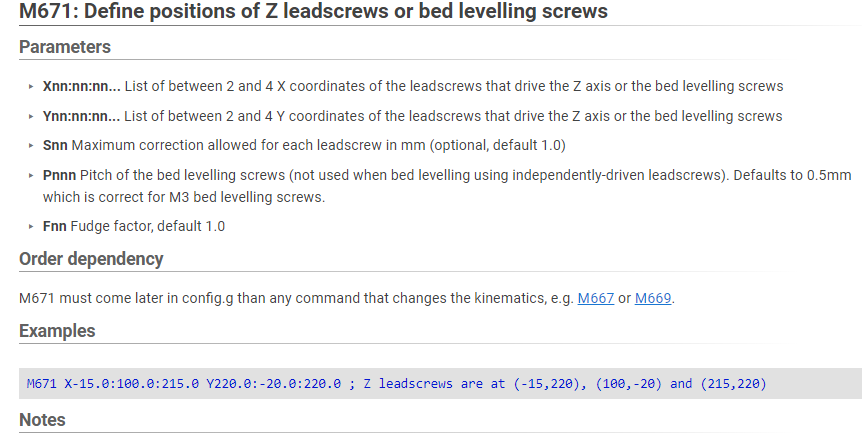
I am not understanding the placement of z screwsbed.g M671 , needs to match the config.g M671 correct ??
M671 X-189:640:640:-189 Y643:643:-64:-64 S10 Anticlockwise- why does it say anticlockwise
- In my bed.g it says to run the probe pattern -
; run leveling pass G30 P0 X5 Y5 Z-99999 ; probe near a leadscrew G30 P1 X570 Y5 Z-99999 ; probe near a leadscrew G30 P2 X570 Y580 Z-99999 ; probe near a leadscrew G30 P3 X5 Y580 Z-99999 S4 ; probe near a leadscrew and calibrate 4 motorsBut that is running from the left rear , clockwise
But when it runs the Tilt calibration, it starts at the front left and go's to the front right, and so on, Anticlockwise.
In the Gcode Directory it examples M671 going clockwise
I am stumped !!
-
@fcwilt
also If I skip the tilt calibration and go to Bed compensation,
I can strategically place a high spot under one of the probe points.
and it shows me that the map is 90 deg out.
to correct it, it would have to turn 90 deg Anticlockwise.if that helps
-
Since we are putting everything related to bed leveling in bed.g there should not be a M671 command in config.g.
I don't know why it says "anticlockwise" - I did not put that there.
As I recall what does need to match up is the order of the Z steppers in the M584 command and the order of the positions specified in the M671 command.
I also have the G30 commands probe the bed in the order specified in the M671 command though I don't know if that is a requirement.
But my bed leveling works so it doesn't hurt to keep everything in the same order, even if it is not required.
The height map is not related to anything being done in bed leveling.
Frederick
-
Ok so still having some problems
We are following these instructions for setting the Z=0 datumWe run the Z offset macro that you made to move to the center of the bed
and probe to set the config_probe.g G31 ZWe got a reading of 1.752
So we changed that in the Config.probe.g
(do we need to change it anywhere else ? for example mesh.g
? global_mesh_g in config.g file ? )Then we run your probe in center of be code - With a added Z0
G1 X{((move.axes[0].max + move.axes[0].min) / 2) - sensors.probes[0].offsets[0]}, Y{((move.axes[1].max + move.axes[1].min) / 2) - sensors.probes[0].offsets[1]}, F1800 Z0It should be at the same 1.752 but it is not. Its further away from the
bed than that by .40so we go back and add that .40 to the 1.752 = 2.152 in the config.probe.g
it didn't work. we are still further away.
its not saving it for some reason.
-
Where are you executing the G30 at the center of the bed to set the Z=0 Datum?
Frederick
-
@fcwilt
Yes, that is where we are executing it from, the center of the bed. -
@sculpt-fabricator said in Correction of heightmap is not really working:
@fcwilt
Yes, that is where we are executing it from, the center of the bed.Sorry I wasn't clear. In your post I didn't see you mention that you were executing a G30.
When are you doing that?
In what bit of code are you doing that?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@sculpt-fabricator
config.g;Generated by Modix - 2.0 ;Modix Big-60, Duex Expansion, Dual Printhead ; Configuration file for Duet WiFi (firmware version 3.3) ; General preferences_________________________________________________________ G21 ; dimentions in mm G90 ; for X,Y,Z use absolute coordinate values M83 ; for E0,E1,etc use relative coordinate values M111 S0 ; Debug off M555 P2 ; Set output to look like Marlin M575 P0 B57600 S2 ; communication parameters for USB serial M575 P1 B57600 S1 ; Set auxiliary serial port baud rate and require checksum (for PanelDue) ; Network_____________________________________________________________________ M550 P"Big 60" ; set printer name M552 S1 ; enable (S1) networking (WiFi) M586 S1 P1 ;T0 ; enable (S1) FTP (P1) Disable TLS (T0) M586 S1 P2 ;T0 ; enable (S1) Telnet (P2) Disable TLS (T0) ; mode control variables _____________________________________________________ global g_probe_z_trigger = 1.752 ; default - set as appropriate for the Z probe global g_z_home = 5 ; can be used to always move Z to known height global g_z_datum_set = false ; can be used to prevent unneeded setting of Z=0 datum global g_map_mode = "300 point" ; determines which kind of height map is created/loaded global g_probe_mode = "two consecutive" ; determines if z proving used consecutive or averaging global g_level_mode = "4 point" ; determines if 3 or 4 points are used for leveling global g_print_beg_prime = 10 ; default - set desired in filament config.g global g_print_beg_retract = 0 ; default - set desired in filament config.g global g_print_end_retract = 0 ; default - set desired in filament config.g global g_print_end_mode = "heat off" ; determines if heaters are turned off when print is done ; Drives_________________________________________________________________________ ;Main board______________________________________________________________________ M569 P0 S0 ; Physical drive 0 . X1 M569 P1 S1 ; Physical drive 1 . X2 M569 P3 S1 ; Physical drive 3 . Main Extruder M569 P4 S0 ; Physical drive 4 . Secondary Extruder ;Duex5 board_____________________________________________________________________ M569 P5 S0 ; Physical drive 5 . Y M569 P6 S0 ; Physical drive 6 . Z1 (-190 , 664) M569 P7 S0 ; Physical drive 7 . Z2 (-190, -64) M569 P8 S0 ; Physical drive 8 . Z3 (680 , -64) M569 P9 S0 ; Physical drive 9 . Z4 (680 , 664) ;Settings_________________________________________________________ M584 X0:1 Y5 Z6:7:8:9 E3:4 P3 ; Driver mapping ;___________________________________________________________________ M350 X16 Y16 I1 ; Configure microstepping with interpolation M350 Z16 E16:16 I0 ; Configure microstepping without interpolation M92 X100.00 Y100.00 Z2000.00 E686:700 ; Set steps per mm M566 X300 Y500 Z100.00 E120.00:120.00 P1 ; Set maximum instantaneous speed changes (mm/min) M203 X18000.00 Y18000.00 Z300.00 E1200.00:1200.00 ; Set maximum speeds (mm/min) M201 X1000 Y1000 Z120.00 E250.00:250.00 ; Set accelerations (mm/s^2) M204 P500 ; Set print and travel accelerations (mm/s^2) M906 X1800 Y1800.00 E1270:1270 I40 ; Set motor currents (mA) and motor idle factor in per cent (E1270 per dyze) M906 Z1800.00 I50 ; Set motor currents (mA) and motor idle factor in per cent M84 S100 ; Set idle timeout - 100 seconds ; Axis Limits M208 X0 Y0 Z-0.5 S1 ; set axis minima M208 X580 Y545 Z630 S0 ; set axis maxima 580;580 ; Endstops M574 X1 S1 P"xstop + e0stop" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin xstop M574 Y2 S1 P"ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop ; Z-Probe ;M558 P9 C"^zprobe.in" H5 F120 T6000 A1 R1 ; set Z probe type to bltouch and the dive height + speeds ;M950 S0 C"duex.pwm5" ; set probe pin M98 P"config_probe.g" M556 S50 X0 Y0 Z0 ; set orthogonal axis compensation parameters woher kommt der test wie wurde der Winkel bestimmt Unklar! M376 H10 ; stop z-leveling after 10 layers ; Heaters___________________________________________________________ M140 H-1 ; disable heated bed (overrides default heater mapping)macro/g_probe_z_trigger
set global.g_probe_z_trigger = 1.752 ; set the variable M98 P"config_probe.g" ; configure the probe using the new value ; I put this G31 here just to show the current settings - it is optional ; You can provide visual feedback some other way, say, using an M291 command G31mesh.g
M98 P"config_probe.g" ; insure probe is using most recent configuration values G29 S2 ; cancel mesh bed compensation M290 R0 S0 ; cancel baby stepping G90 ; absolute moves ; --- set Z=0 datum which is needed for creating a heightmap G1 Z5 F99999 ; insure Z starting position is high enough to avoid probing errors G1 X270 Y270 ; move probe to center of bed - set values aaa and bbb as appropriate G30 ; do single probe which sets Z to trigger height of Z probe M557 X0:580 Y0:510 S29:25.5 ; define mesh grid 420 points S58 G28 G29 S0 ; probe bed and create height maphomeall.g
; homeall.g ; called to home all axes G91 ; relative positioning G1 H2 Z5 F200 ; lift Z relative to current position G1 H1 X-605 Y605 F3000 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y-5 F600 ; go back a few mm G1 H1 X-605 Y605 F600 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning M98 P"config_probe.g" G30 ; home Z by probing the bed G1macro/z-offset calibration
; Z-setup Macro ; setup Z distance M300 S666 P666 ; beeo M291 S3 R"Test Z Probe Trigger Height" P"Press OK to continue, or CANCEL to abort" G28 ; home all G29 S2 ; cancel mesh bed compensation M290 R0 S0 ; cancel baby stepping G90 ; absolute movements ; this complicated looking command computes the X and Y parameters needed to move the probe to the center of the bed G1 X{((move.axes[0].max + move.axes[0].min) / 2) - sensors.probes[0].offsets[0]}, Y{((move.axes[1].max + move.axes[1].min) / 2) - sensors.probes[0].offsets[1]}, F1800 M300 S1111 P666 ; beep M564 H1 S0 ; ignore axis limits M291 S2 R"Test Z Probe Trigger Height - Step 1" P"Place a paper sheet under the nozzle and raise the bed until slight friction can be noticed" Z1 ; G92 Z0 ; the nozzle should now be just touching the bed so set the logical Z position to match the physical Z position M300 S666 P666 ; beep M291 S2 R"Test Z Probe Trigger Height - Step 2" P"Please remove the paper sheet and wait for the bed-probing to begin" ; G1 Z5 F200 ; insure Z position will allow for probing G30 S-1 ; probe the bed and report the Z probe trigger height M564 S1 H1 ; respect axis limits M291 S2 R"Test Z Probe Trigger Height - Step 3" P"Copy the reported height value on the G-Code console and paste it into the config_probe.g file" -
We are running the G30 in the
macro/z-offset Calibration; Z-setup Macro ; setup Z distance M300 S666 P666 ; beeo M291 S3 R"Test Z Probe Trigger Height" P"Press OK to continue, or CANCEL to abort" G28 ; home all G29 S2 ; cancel mesh bed compensation M290 R0 S0 ; cancel baby stepping G90 ; absolute movements ; this complicated looking command computes the X and Y parameters needed to move the probe to the center of the bed G1 X{((move.axes[0].max + move.axes[0].min) / 2) - sensors.probes[0].offsets[0]}, Y{((move.axes[1].max + move.axes[1].min) / 2) - sensors.probes[0].offsets[1]}, F1800 M300 S1111 P666 ; beep M564 H1 S0 ; ignore axis limits M291 S2 R"Test Z Probe Trigger Height - Step 1" P"Place a paper sheet under the nozzle and raise the bed until slight friction can be noticed" Z1 ; G92 Z0 ; the nozzle should now be just touching the bed so set the logical Z position to match the physical Z position M300 S666 P666 ; beep M291 S2 R"Test Z Probe Trigger Height - Step 2" P"Please remove the paper sheet and wait for the bed-probing to begin" ; G1 Z5 F200 ; insure Z position will allow for probing G30 S-1 ; probe the bed and report the Z probe trigger height M564 S1 H1 ; respect axis limits M291 S2 R"Test Z Probe Trigger Height - Step 3" P"Copy the reported height value on the G-Code console and paste it into the config_probe.g file" -
@fcwilt
We are running the z-offset calibration with the G30 in it
after we run the z probe calibration -
OK I see now.
A few things to mention:
-
For the other person I had shown how to use a variable to set the G31 Z Trigger Height setting. You have created the variable but I don't see that you are using it in config_probe.g.
Using the variable is optional. If you are not going to use it in config_probe.g then you can remove any other code referencing the variable. -
You mention using the formula to move to the center of the bed with Z0 added. But you show it after the F parameter without a comma separating from the F parameter. I don't believe it actual does anything without the comma. What was the intent of executing this command?
-
Anytime you change anything in your config_probe.g file you need to be sure it is executed before you attempt to use the new setting(s) in the file.
Frederick
-
-
@fcwilt
So I don't switch out build plates, Just run a lot of the same material.
I know he wanted that extra part to change out plates.
So how do I need to change that. -
So I need change my config_probe.g Z setting back to
global.g_probe_z_trigger
like this; config_probe.g ; config the probe and call the other files.g M558 P9 C"^zprobe.in" H5 F120 T6000 A1 R1 M950 S0 C"duex.pwm5" G31 P25 X0 Y-30 Z{global.g_probe_z_trigger} ; set Z probe trigger value, offset and trigger height (larger value is closer)G31 P500 X0 Y-30 Z1.73 -
You don't need to use the variable I all. I don't use one. I just have the constant value for the Z Trigger Height parameter in my config_probe.g file.
If you want to use the variable then make the change you show to your config_probe.g file.
Frederick