Ender 3 RRF v1.1 setting up BLtouch
-
@gixxerfast Oh right, so I can only use the bed mesh anyways.
Okay so I modified the config.g a little bit:
M557 X30:190 Y30:190 P5 ; define mesh gridand copied your mesh.g, in which I presume I'll have to measure the distances with a ruler or something?
Creality Ender 3 | BIGTREETECH E3 RRF V1.1 Wifi | BLTouch | RepRap 3.3.0_11
-
@re_tour That will work fine. I have the if statements make sure it's homed and load the height map. Also, I clear the baby stepping, since I update a macro I call to set the Z offset.
-
@re_tour Yes, if you don't already know them. Usually mounts have a them in the description/documentation. It's not very precise so ruler works.
As said above, it's probably wise to add this to the top of your mesh.g
if !move.axes[0].homed || !move.axes[1].homed || !move.axes[2].homed G28 M290 R0 S0 ; clear baby steppingBut then you should be ready to go
")
-
@gixxerfast Thank you. Lastly, how do I measure these:
var xoffset = 37.1 var yoffset = 9.25 var xpos = {110 - var.xoffset} var ypos = {117.5 - var.yoffset}I mean in relation to what from what?
Also, what kind of bltouch holder do you have? Maybe we have the same which would mean the numbers are mostly correct

-
@re_tour I have the Voron Afterburner, so probably not. But I have my probe to the right and behind the nozzle seen standing in fron of the printer.
Should be the same numbers you have in your G31 command
<-------- 37.1 -------> x ^ | 9.25 | o --- -
@gixxerfast Okay, so measured up I now have the following mesh.g:
if !move.axes[0].homed || !move.axes[1].homed || !move.axes[2].homed G28 M290 R0 S0 ; clear baby stepping G29 S2 ; move to the center of the mesh with the PROBE (mind affset in Y is 25 above noozle) G90 var xoffset = 44 var yoffset = 18 var xpos = {117.5 - var.xoffset} var ypos = {117.5 - var.yoffset} G1 X{var.xpos} Y{var.ypos} Z15 F6000 echo "Setting Probe Offset now" G30 K0 G1 Z15 F3000 G29 S0In which the xpos and ypos is the same as this line in the config.g file:
G31 P500 X117.5 Y117.5 Z3.55 ; set Z probe trigger value, offset and trigger heightWhat is the next step from here?
Creality Ender 3 | BIGTREETECH E3 RRF V1.1 Wifi | BLTouch | RepRap 3.3.0_11
-
@re_tour said in Ender 3 RRF v1.1 setting up BLtouch:
G31 P500 X117.5 Y117.5 Z3.55
No, this must be wrong
Shouldn't it be:
G31 P500 X44 Y18 Z3.55?
Voron V2.4 (#1317) with Duet 3 Mini5+ Wifi and 1LC v1.1 Toolboard
Voron V0.1 (#637) with Duet 3 Mini 5+ Wifi and 1LC v1.2 Toolboard
Ender 3 Pro with BTT SKR-2 + RRF -
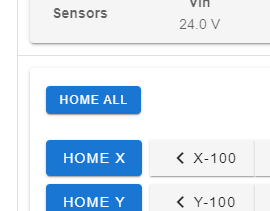
@re_tour When all of this is done. Heat your bed to the standard temp and the home all with
and run mesh compensation:
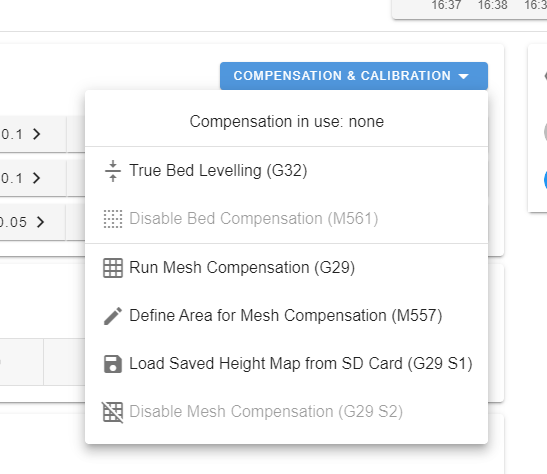
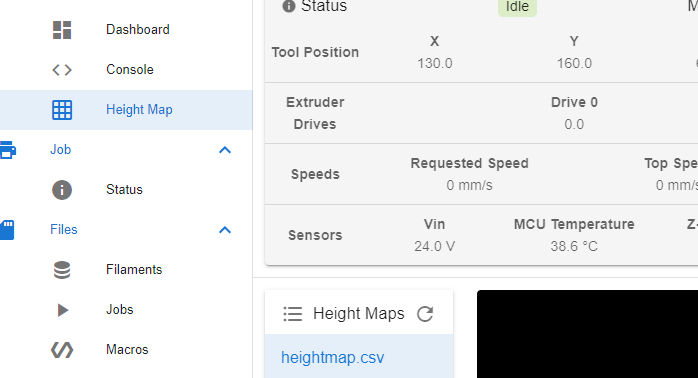
The you should have a mesh file which you can look at with:
-
To be honest for some reason I set that number at the start after browsing through reddit. Since you have the same printer, what is it for you?
Btw just to clarify,
var xoffset = 44 var yoffset = 18This is measured from the sensor to the nozzle, right?
Creality Ender 3 | BIGTREETECH E3 RRF V1.1 Wifi | BLTouch | RepRap 3.3.0_11
-
@re_tour said in Ender 3 RRF v1.1 setting up BLtouch:
This is measured from the sensor to the nozzle, right?
Yes, You have my offsets up there but OK:
var xoffset = 37.1 var yoffset = 9.25As said, I have my probe to the right and behind the nozzle. Most stock Enders usually have it to the left (negative number) and on par y wise (as far as I can remember).
-
@re_tour Which toolhead do you have, stock or custom?
-
@gixxerfast Stock, and my bltouch is to the left from the nozzle. Here is the link to it.
so, what do these numbers represent in G31 and how do I set them to be correct?
G31 P500 X117.5 Y117.5 Z3.55 ; set Z probe trigger value, offset and trigger height -
@re_tour
Try this and see:G31 P500 X-44 Y-18 Z3.55It should be the same you had in Marlin when it worked before the RRF was installed
-
@gixxerfast But I didn't have marlin
It was full stock before. -
@re_tour said in Ender 3 RRF v1.1 setting up BLtouch:
But I didn't have marlin It was full stock before.
Yes, but fully stock is with Marlin firmware. But maybe you didn't have the BLTouch then?
Voron V2.4 (#1317) with Duet 3 Mini5+ Wifi and 1LC v1.1 Toolboard
Voron V0.1 (#637) with Duet 3 Mini 5+ Wifi and 1LC v1.2 Toolboard
Ender 3 Pro with BTT SKR-2 + RRF -
@gixxerfast Nope, just after I upgraded the board.
Creality Ender 3 | BIGTREETECH E3 RRF V1.1 Wifi | BLTouch | RepRap 3.3.0_11
-
@gixxerfast What I'm having trouble understanding is the following:
var xoffset = *probe distance from nozzle on x axis* var yoffset = *probe distance from nozzle on y axis* var xpos = {*value at G31 X* - var.xoffset} var ypos = {*value at G31 Y* - var.yoffset}How do I know what the correct "value at G31" for X and Y are?
Creality Ender 3 | BIGTREETECH E3 RRF V1.1 Wifi | BLTouch | RepRap 3.3.0_11
-
@re_tour
Now, when all this is done. You just have to configure your slicer to output reprap firmware gcodeIn the easiest case you can home and mesh manually and then just load the gcode and print.
Later, you can add that either directly to custom start/end/layer change gcode in the slicer, but you don't need it to start printing.
I usually warm the bed a bit before I do a mesh just to make sure it has time deform and go into bowl shape mode before the print.
-
@re_tour
Well, that is not correct (maybe I have some faults in mine as well)var xpos = {middle of the bed which you can access - var.xoffset}
var ypos = {middle of the bed which you can access - var.yoffset}This gives you a position where the probe is in the middle of the bed.
I f you just move to the middle of the bed it's the nozzle that's in the middle not the probe...
There is where you want to probe with G30
BTW. Your xoffset and yoffset need to be negative here for it to work or you alter the add the values instead above.
-
@gixxerfast Well 117.5 on the X axis is the middle for me, on Y it isnt but then I just have to correct it like
G31 P500 X117.5 Y90 Z3.55and then in mesh.g I presume it'll look like this:
var xoffset = -44 var yoffset = -18 var xpos = {117.5 - var.xoffset} var ypos = {90 - var.yoffset}Right?