DDA & Move Debugging
-
@dc42
Thats true, its also seen on the schematics.From TMC2660 datasheet:
When CSN goes high, the contents of the internal shift register are latched into the internal control registerCould this affect the motor performance negatively?
-
@petriheino said in DDA & Move Debugging:
Could this affect the motor performance negatively?
No, we'd see a lot more problems if it did.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
Well there is some serious issues with retraction points, extrusion evenness, gaps in prints.
Maybe it could be worth a try to disable this?
Could we try it?
Is there some 10kHz SPI loop to the driver that could be disabled?
(I can compile custom FW if needed) -
@petriheino that isn't a solution to your issue. The TMC drivers are designed to operate with SPI transactions. Just think of the problems there would be with axis motion if SPI comms affected movement of the motors.
I suggest you post photos of your prints to show what extrusion issues you are having. Try with pressure advance disabled initially in case excessive PA is part of the problem. Also make sure you don't have coast to end or pressure adjustment enabled in the slicer. And tell us what extruder you are using and what its steps/mm is.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
If you believe its a issue related to settings / extruder, then please send info about recommended setup or what type of extruder are you using to test. I can mount any type of extruder in that case and repeat the tests.
Now its running on direct extruder, 143steps/mm in 16x microstepping. It was made to 256x because RRF is failing to keep position of extruder, tested with test script as below
M350 X16 Y16 Z16 I1 ; Microstepping X Y Z M350 E256 I0 ; Microstepping E M92 X80.00 Y80.00 Z400.0 E2210.000; set steps per mm12 - Test E max Acceleration.gcode
With this test, mount indicator on rotor, and check if it returns to starting position. RRF fails if using absolute mode, but relative extrusion works, as long as theres enough steps/mm.
The maximum for my extruder (safe values, it can do also approx 30% more):
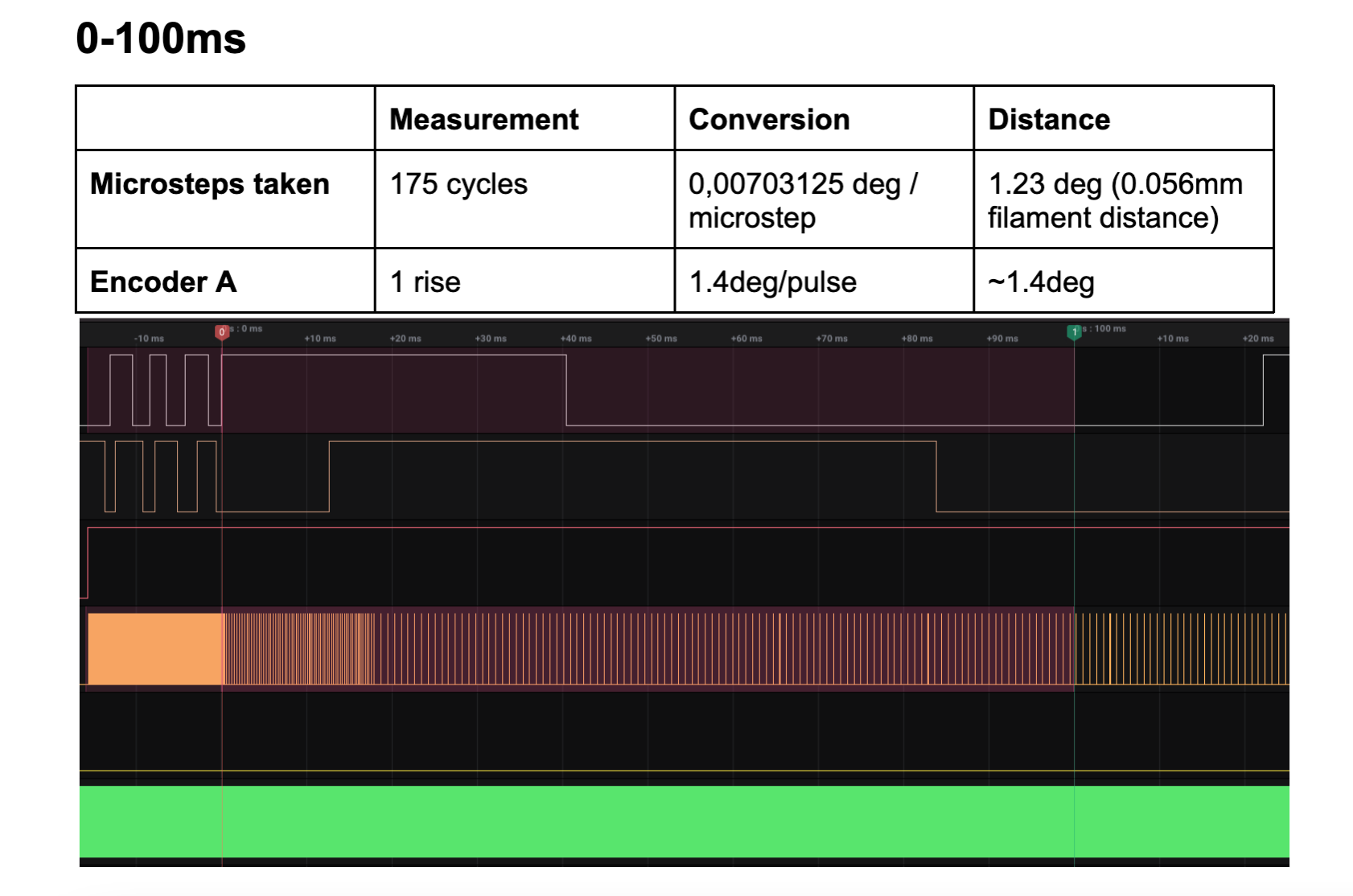
M566 E3000 ;instantaneous speed change / Jerk (mm/min) M203 E6000 ;max speeds (mm/min) M201 E9000 ;accelerations (mm/s^2)Print error is that, theres always gaps in the print, and very rough retraction points and wavy walls, and gaps in solid infills.
-
@dc42
Some pictures

-
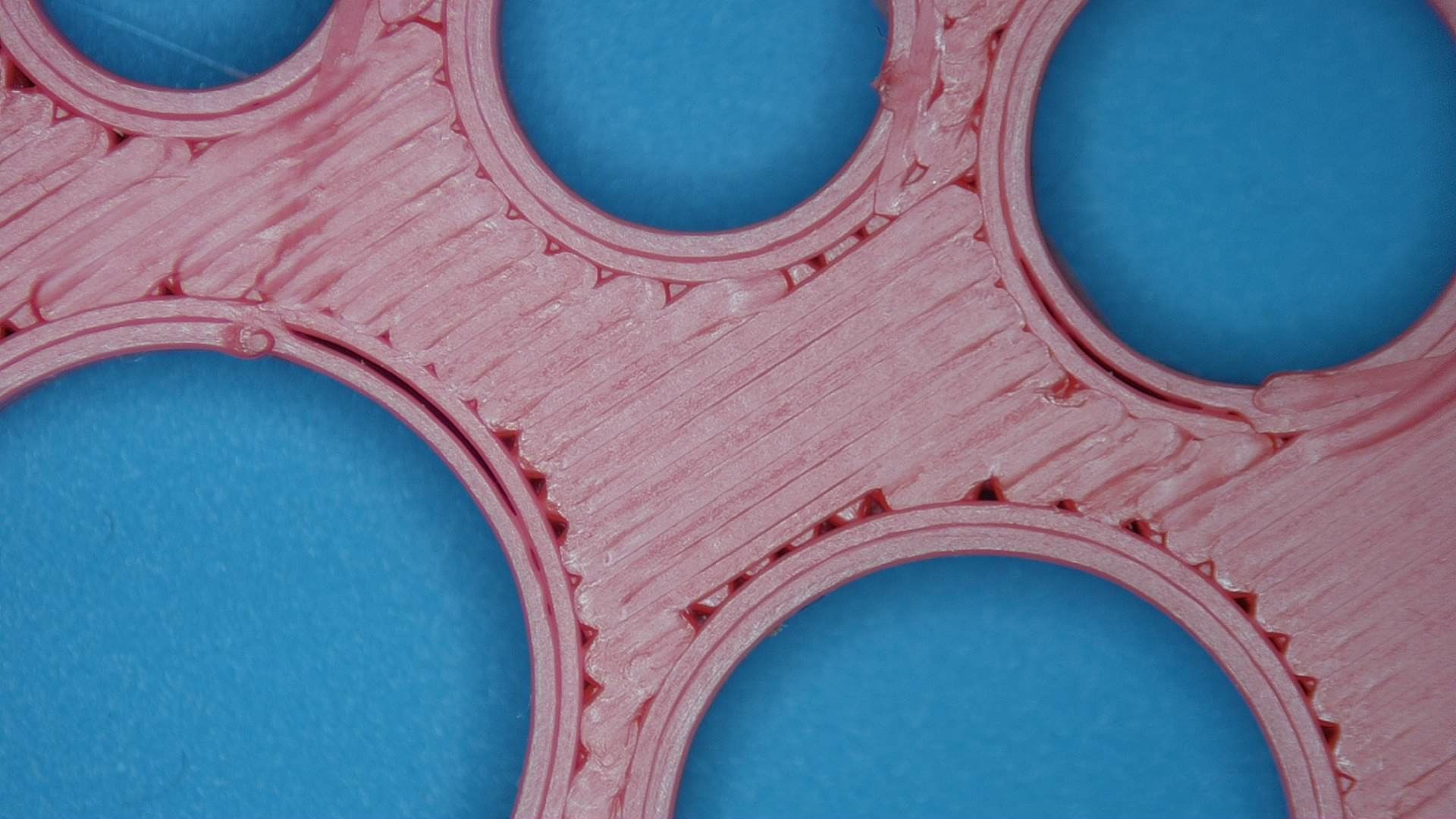
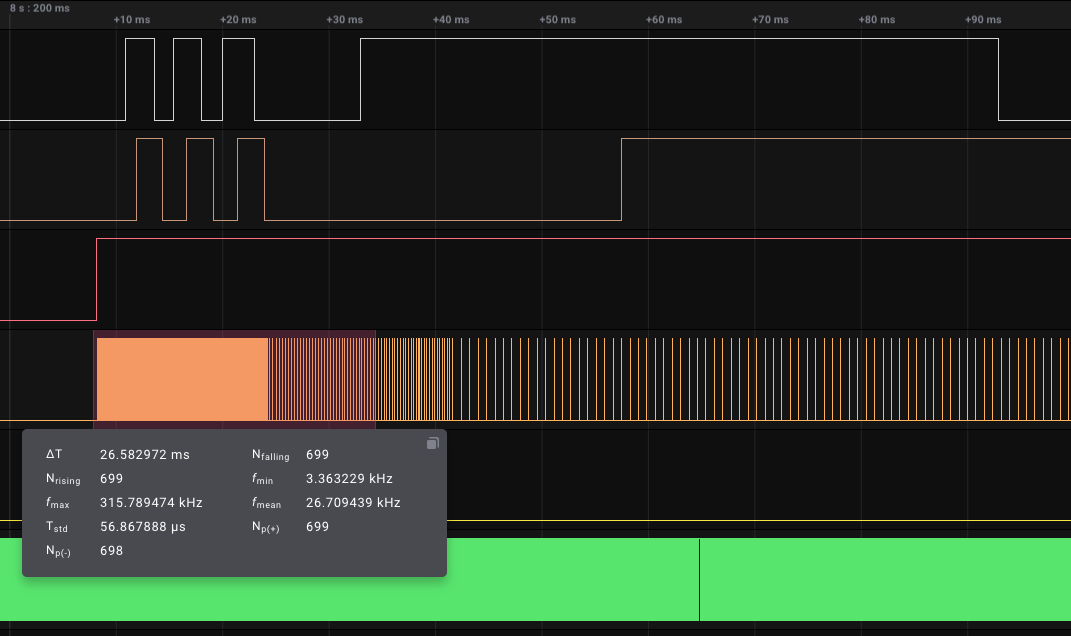
@dc42 Mismatching step amounts measured with logic analyzer
Note: in pictures there is signal 1&2 AS5040 encoder (10-bit quadrature A&B)
Signal 3: E0 DIR. Signal 4: E0 STEP. Signal 5: Not connected. Signal 6: E0 CS.Retraction event, reverses 699 steps
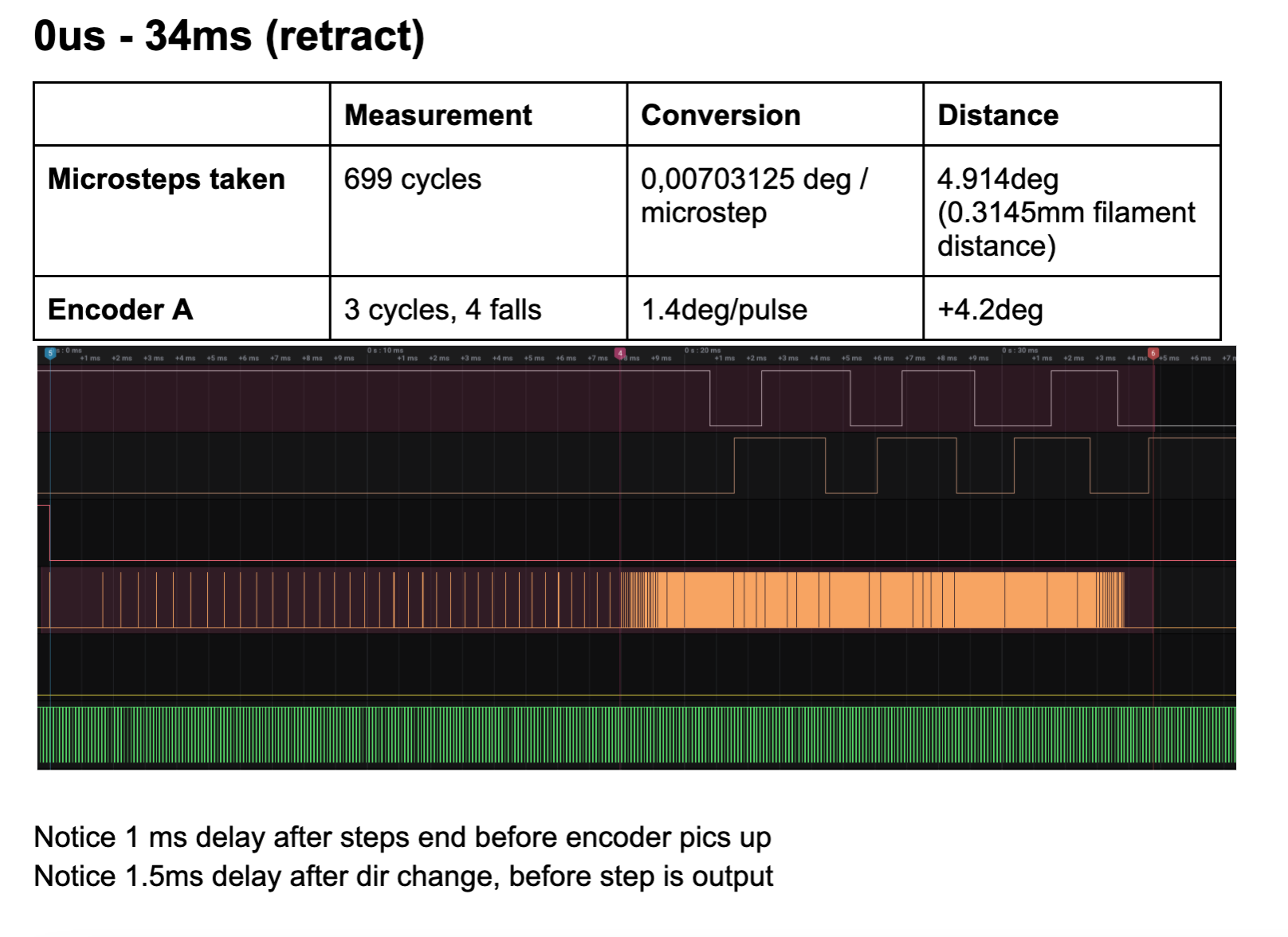
Un-rectraction event, 656 steps
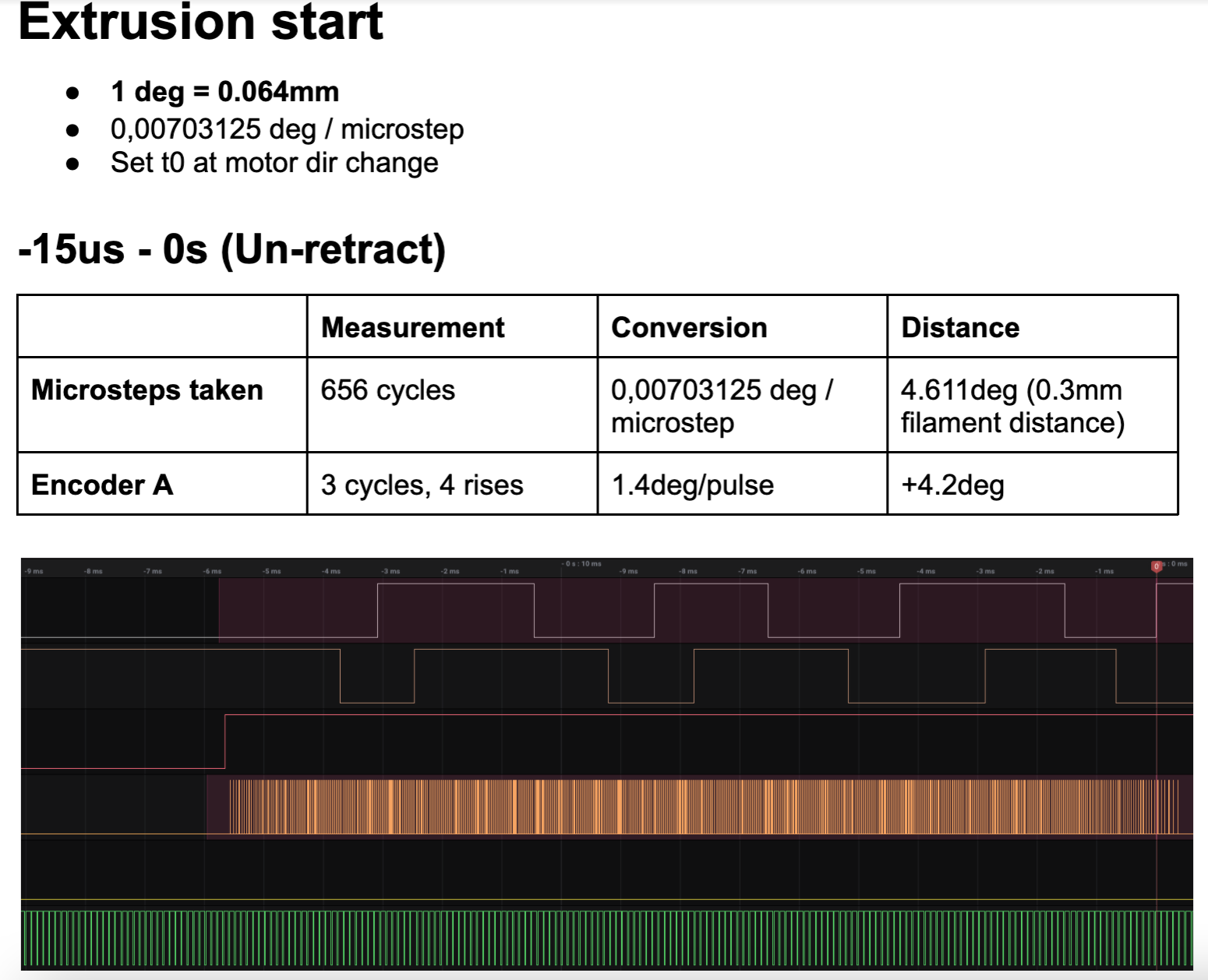
Start of printing
This is with
M572 D0 S0.06andM207 S0.30 F1200 Z0.1. It is very fine tuned setting, and print error is much worse if using bigger retraction distance.Here is comparison how it takes time to recover after un-retraction. at 699 steps there should be finally filament back at nozzle, but we have already lost several tens of microseconds of printing.
RRF v 3.3.
-
@petriheino try decreasing your extruder M566 significantly.
Pressure advance works with E jerk (m566, instantaneous speed change). If your E jerk is set way too high, your stepper motor might be acting funny.
Try M566 E240, or even 120.
*not actually a robot
-
@bot
Previous post done with M566:
Maximum jerk rates (mm/min): X: 300.0, Y: 300.0, Z: 600.0, E: 3000.0, jerk policy: 1. It resulted in 699 retraction steps and 656 un-retraction stepsI went ahead and re-captured with M566 E120 but it seems to make the problem worse, by resulting in 713 retraction steps, making problem worse (not affecting un-retraction.) Signal seems same, and motor sound is same (one 2A motor stand-alone on table)
-
@bot
By disabling Pressure Advance, retract and un-retract steps are matching, 662 and 662.