New heated enclosure printer
-
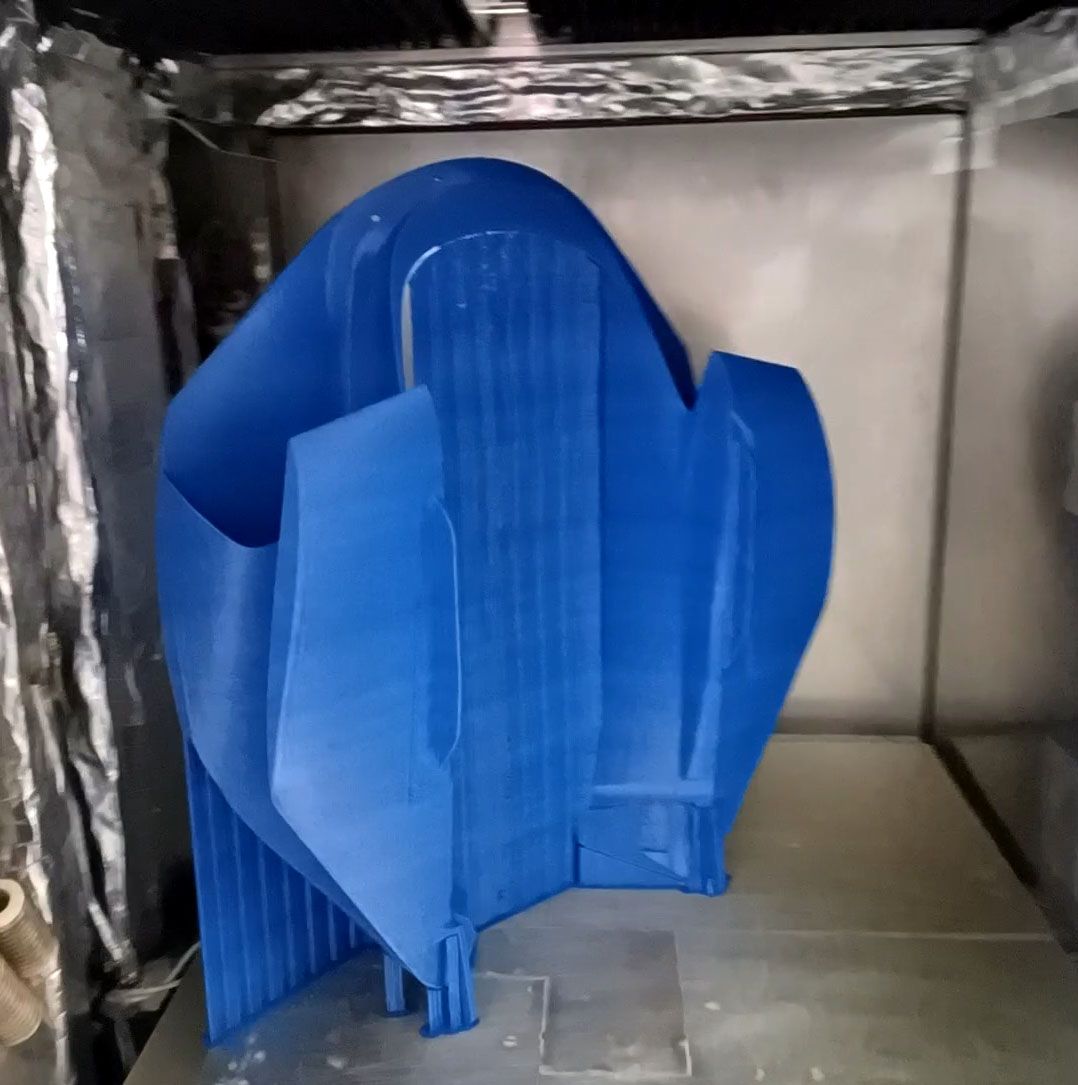
The tank finished successfully and is a mostly a really good print.



The only issues are on the horizontalish areas where I think another inner wall or skin layer is needed.


I was pleasantly surprised with how easily the standard supports broke off and the finish under them is still pretty good. I think a bottom skin is also needed. It is completely internal so does not really matter but it is nice to have 100% nice parts.

I then went tall and tried the subframe, but with minimal supports, which ended up being a mistake.

One out of two legs printed fine, so this could still be used as a mockup and i am letting it finish. On hindsight, I was suspicious of the small islands with nothing joining them to the main brim but decided to run it anyway. I'll add some supports before rerunning it. -
@phaedrux There are two recirculation fans below the two heater/fans heater units that are on the negative YZ wall of the chamber. The top of the table has a thin self-adhesive FEP sheet and the bottom is the silicone foam insulated heater. The table does divide the chamber into two sections pretty well with only about 1" clearance around the outside.

It is printing pretty consistently over 10+ hour runs, so at this point I'll think about it a little more, but just keep running with the same temp settings and not change the hardware at all. Maybe some slicer setting changes to correct those print gaps, since I strongly think those are slicer and not thermal or feed related. At the end of that 13hr print, the filament pinch wheel was completely free from any evidence of filament grinding/slippage, so am getting very positive filament drive.
The prints are coming out fine, but I am having one issue that requires me to babysit the first two layers. On the fist layer, the filament sometimes stops feeding. I notice it by the spool feed stepper not doing its chirp to feed. With my filament feed setup I can give a little manual push to the filament, then it starts feeding fine again. This happens 3-4 times on the first layer, then not again during the rest of the print. Each time it happens I have to blow off the pinch area because there are a lot of filament shards. Once the first layer is finished it does not happen again and as mentioned, at the end of the print the filament pinch area remains completely clean of debris.
The bed is flat. I test it at temp using a plunge indicator clamped to the printhead carriage and get about 0.05mm total variance. I tried using the BL Touch for bed mesh, but was getting hugely varying scans that did not correspond to a mechanical check with an indicator. Now I just use the BLTouch for Z homing and it seems to preform repeatably and I print with no bed mesh compensation.
Also, FYI there is about 0.8mm difference in Z homing between hot and cold states.
-
@coseng said in New heated enclosure printer:
to correct those print gaps, since I strongly think those are slicer
Yeah that's definitely a slicer thing. The defaults in Cura don't handle shallow slopes like that very well. I think you want skin removal width and skin expand distance. More top/bottom layers could probably help too.
Is it too much back pressure on the first layer? Too slow?
-
@phaedrux said in New heated enclosure printer:
Is it too much back pressure on the first layer? Too slow?
Good question! I don't know. Here are a couple of shots of it while printing the frist layer. It looks blobby, but the rest of the part comes out great.



It sounds a little like the printhead is hitting some of these high spots when doing non-print moves. Maybe it is over-extruding a little for the first layer? The bed is flat and the thickness of the extrusion and these blobby results look consistent across the part.
I'll dig a bit into looking at how the Cura skin settings work, thanks for the start.
-
@coseng said in New heated enclosure printer:
Maybe it is over-extruding a little for the first layer?
Yeah definitely. That's a messy first layer. Should be flat and smooth. I think the filament has nowhere to go it's pushing out and causing back pressure. Either too close, or flow too high. If the subsequent layers look fine, then it's probably too close.
If you don't want to mess with the probe distance just try cutting the first layer flow rate a bit.
-
@phaedrux If you don't want to mess with the probe distance just try cutting the first layer flow rate a bit.
OK, that's what I will try for this next overnight print of the other tank half, also with some revised skin settings to eliminate those sloped surface gaps.
-
@phaedrux Seems that the initial layer flow rate was set to 120%. I set it back to 100% and hopefully that will resolve the issues. Fingers crossed.
Since printing ABS is going so well, I ordered a small spool of clear PC to see if it would be able to print a clearish windscreen.
-
@phaedrux said in New heated enclosure printer:
@coseng said in New heated enclosure printer:
I think you want skin removal width and skin expand distance. More top/bottom layers could probably help too.I printed the other half of the tank cover with reductions in the 'skin removal width' and 'skin expand distance' parameters and the results are definitely an improvement and I'll go some more with the reduction.

The overall print quality was largely the same (very good) but some of the areas with gaps closed up completely and the rest closed up a lot.


I also made the support structure a but more coarse and noticed a decrease in the underside surface quality at the benefit of about 2 hrs less print time. Next time I think will be the fine supports.
So, definite progress, and only a little more to go!
Also, the reduction in initial layer flow did not seem to eliminate the first layer filament feed issue. The first layer surface seemed more even than before, but i still had to help the filament a bunch of times. Maybe I'll ty some more flow reduction or space the bed further down. I am a bit reluctant to mess with the bed distance, as even though it is giving me some problems, bed adhesion is not one of them!
-
Also looks like a taller layer height?
Try dropping the initial layer flow another 10% maybe.
-
@phaedrux Forgot I turned off adaptive layer height, but it is also that the pic it is zoomed in more.
It seems that with such a big machine and nozzle, getting rid of bells and whistles (variable line width, adaptive layers) is a good approach. Or at least turn them off if I don't have time to optimize them!
The next part has a big flat base surface so will be a good test of flow rate reduction and infill quality. Would adjusting the DWC extrusion on the fly factor be the same as adjusting the slicer flow rate?
-
@coseng said in New heated enclosure printer:
Would adjusting the DWC extrusion on the fly factor be the same as adjusting the slicer flow rate?
Yes, but you'd have to remember to return it to normal when the 2nd layer starts.
If you have time to watch it go down it could be a good way to find the right amount to reduce it by.
-
@phaedrux Yes, I babysit the first couple of layers so it is not a problem. First I sliced with 90% initial layer flow, it still happened, so I ended up down at 82% with the DWC slider. That's pretty far off! I guess it is time to look at the actual bed height at Z0 again. I did the standard procedure of setting it at zero with a sheet of paper under the nozzle when hot.
The first layer surface quality was a lot better. But there was still a little blobbing at the ends. Maybe a little less of infill overlap percentage.
-
Getting some really nice big prints out of the machine and even though I know there is still more slicer tuning to be done I just need the parts too much to slow down and do some careful tuning. Oh well, the many prices of success!
I now have the Cura 4.13 settings to 90% flow everywhere and 82% on the first layer and no filament tending is needed, at least for these two recent prints. On the first layer the brim top surface finish is quite nice, but the infill still is a little squishy at the ends where it merges into the perimeters. I'm not sure, but it seems to be overprinting some areas. I only notice it while tending the printer at the start of the cycle because these areas are covered by printing.

Tha areas that are least acceptable are mostly the bottom surfaces that are above supports and the bottom edges of some transitions that do not require supports.

I know that with a larger nozzle, big layer size, and fast print speeds there are limits to what can be achieved, but I am not sure how close to those limits these results currently are.
-
@coseng said in New heated enclosure printer:
@dc42 OK, that is some info. How would I do that? Another option is to rig up an independent arduino logger. I guess if it is printing fine then no reason to fix it!
The average PWM of each heater is in the object model, in heat.heaters[N].avgPwm.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 OK, thanks. Sorry for the novice question, but would I enter that in the DWC command line? If I put it at regular intervals in the gcode would the machine console echo them for a DIY logger?
-
@coseng to get the PWM for heater 1 echoed to console as a JSON reply, use this:
M409 K"heat.heaters[1].avgPwm"or use this to get it as plain text
echo "Heater 1 average PWM is", heat.heaters[1].avgPwmDuet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Thanks!
-
Still happily printing away and chipping away at the minor underside blemishes but overall very happy with the overall print quality and speed.
Not leaving well enough along I tried to print the windscreen in clear PC. The print came out geometrically fine and is somewhat translucent.
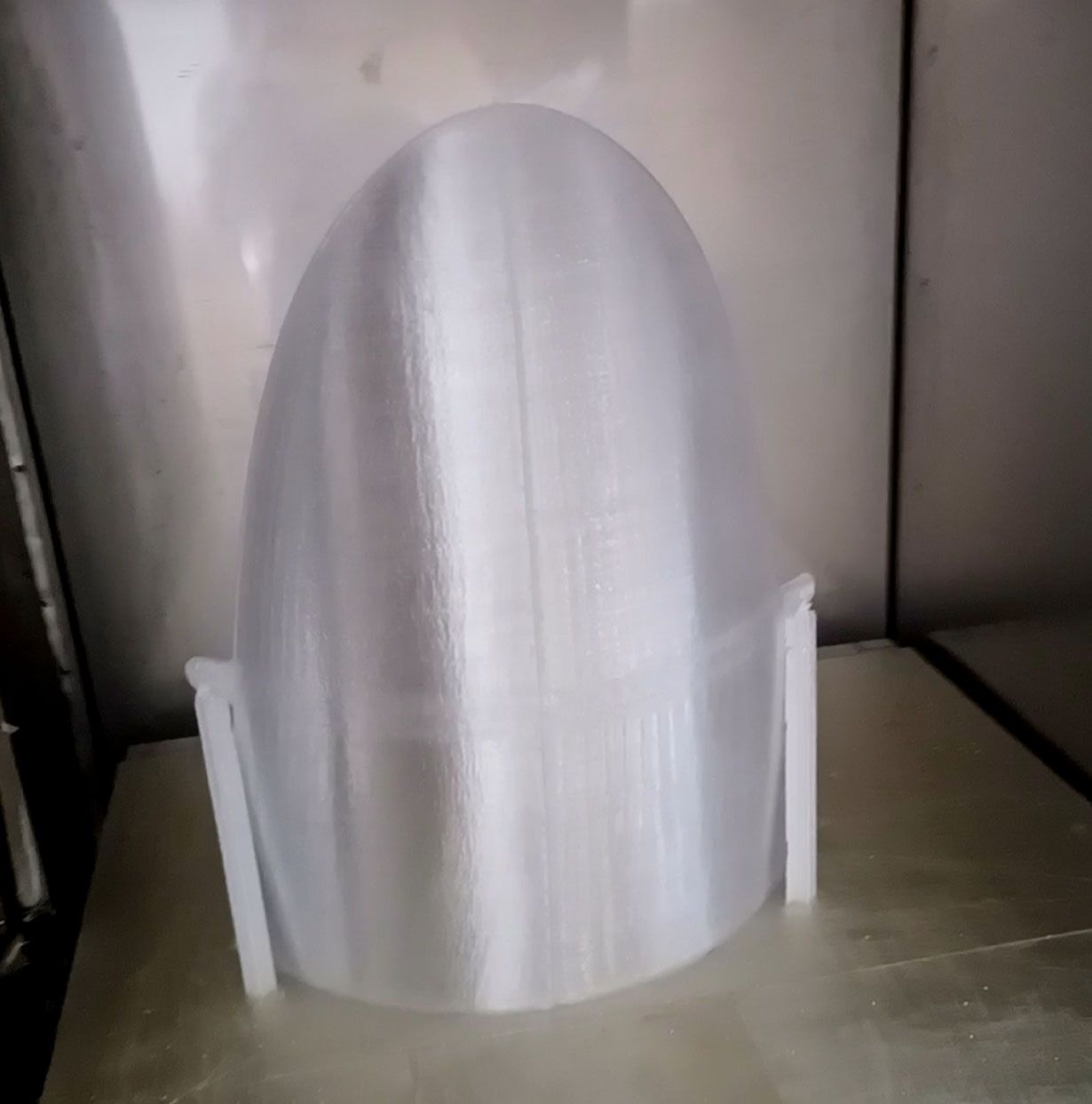
I'm not sure what I was hoping for in the optical quality department, but somewhat better than I got. I wonder if some wet sanding would improve things.

The print settings were 260C printhead/110C bed/60C chamber with the layer fan starting at 0 and increasing 20% every hundred layers after layer 200. The PC is noticeably stiffer than ABS.
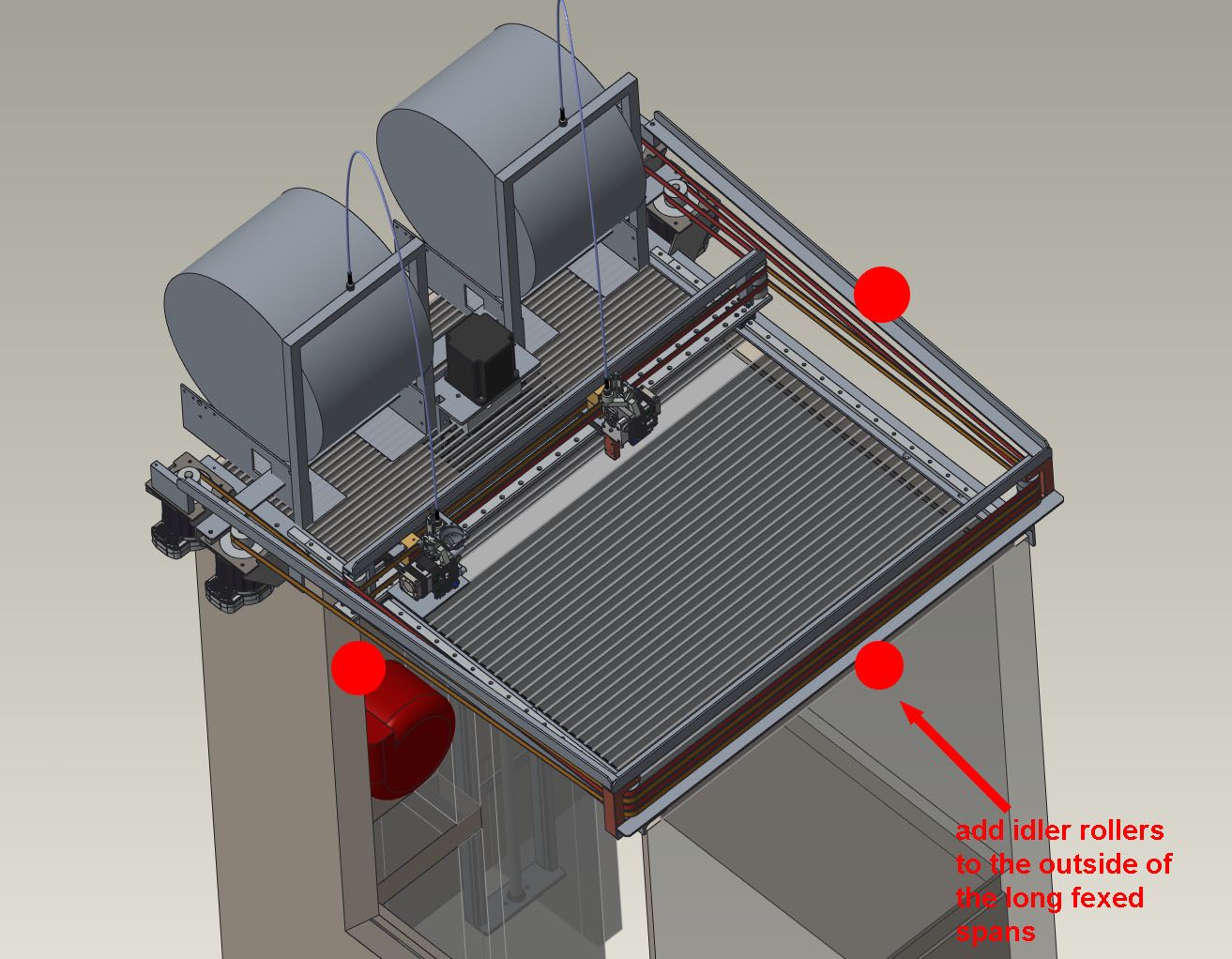
Thinking ahead a bit to some last tweaks, I am going to use Cura to do some g-code post processing to limit the accelerations and maximum speeds as Z increases past 250mm or so. Those parts are standing on edge and I can see some wobbling when the printhead does its rapid moves.
I may also add a couple of outer belt rollers the long spans as I can see the belt vibrating a bit when the printhead is doing short reversing infill travels at high speed. There is no audible or visible artifacts from it, but mechanically it would not be bad to eliminate.
-
OK, first big print failure. this was a sizeable part, 510x580x820mm that would have been about 5kg. I stopped at about 600z.

I paused it after about 300mm and was noticing some of the part sections swaying back and forth and tried to tape them to the more stable tree support sections, and that helped somewhat, but was not enough in the end. I need to add some more support in CAD that is attached to the part and will be cut off. It seems crucial where there are segments of the part that start on different islands on the bed then merge at some higher Z point. If there is any misalignment around the merge layers, the printhead hits one and knocks it out of place and then a cascading failure starts.
Before pausing to add the reinforcing tape I did notice the print nozzle hitting some of the part and tree support areas as it rapided over them. This makes me think that I do not have the feed amounts properly calibrated and am stacking a bit high on Z and causing the printhead to hit and knock it out of place. I can also add Z hopping but would like to get the physical characterization of the extrusion correct first instead of just adding band aids on top.
-
Round 2 was a success!

Or mostly a success. Definitely a usable part for initial track testing but the print does have some blemish areas.
I added Z hopping at 1mm so there was a ton of z motion going on but it did not affect the print time that much. The Z motor was a lot hotter. I may have to tune the retraction settings now as at some points it seemed to be depositing a tiny drop of material, z hopping to a couple mm away, and repeating for 30-50 times in a row. I am not getting any blobbing or stringing issues, so likely have some margin to reduce retractions.
The added z motion did accentuate the instability of really tall (500mm+) and slender support structures, as you could see them swaying back and forth a bit. Once the printhead was printing on them the motion was quickly damped, but it has a noticeable effect on surface print quality. I think the fast accelerations of the printer are causing problems when the center of mass of the printed plastic for an island is not over its center of support, so when I create these new CAD supports will try to either prevent that situation or try to give the added bracing some torsional stability. I found that adding 1 perimeter wall option to the support generation adds a lot of stability to the support islands, but it also greatly increases print time and support removal difficulty.

I think most browsers should play this video: https://www.instagram.com/p/CfKd1oqDCpV/
The part ran with a bunch of Cura generated supports around a bunch of 3 pass wide brace walls that were added to the CAD model in Creo. The uppermost horizontal walls were a bit wonky as a result of my added walls ending too soon and the Cura supports wobbling a bit. This wonkiness stopped when these islands were merged into the overall part perimeter, which was pretty stable due to the CAD added bracing.

So these parts are all good enough for initial assembly, dyno and track testing, but there will definitely be a round 2 once that all happens. When I do this part again (and actually for some other parts too), the supports will be revised to something like this:
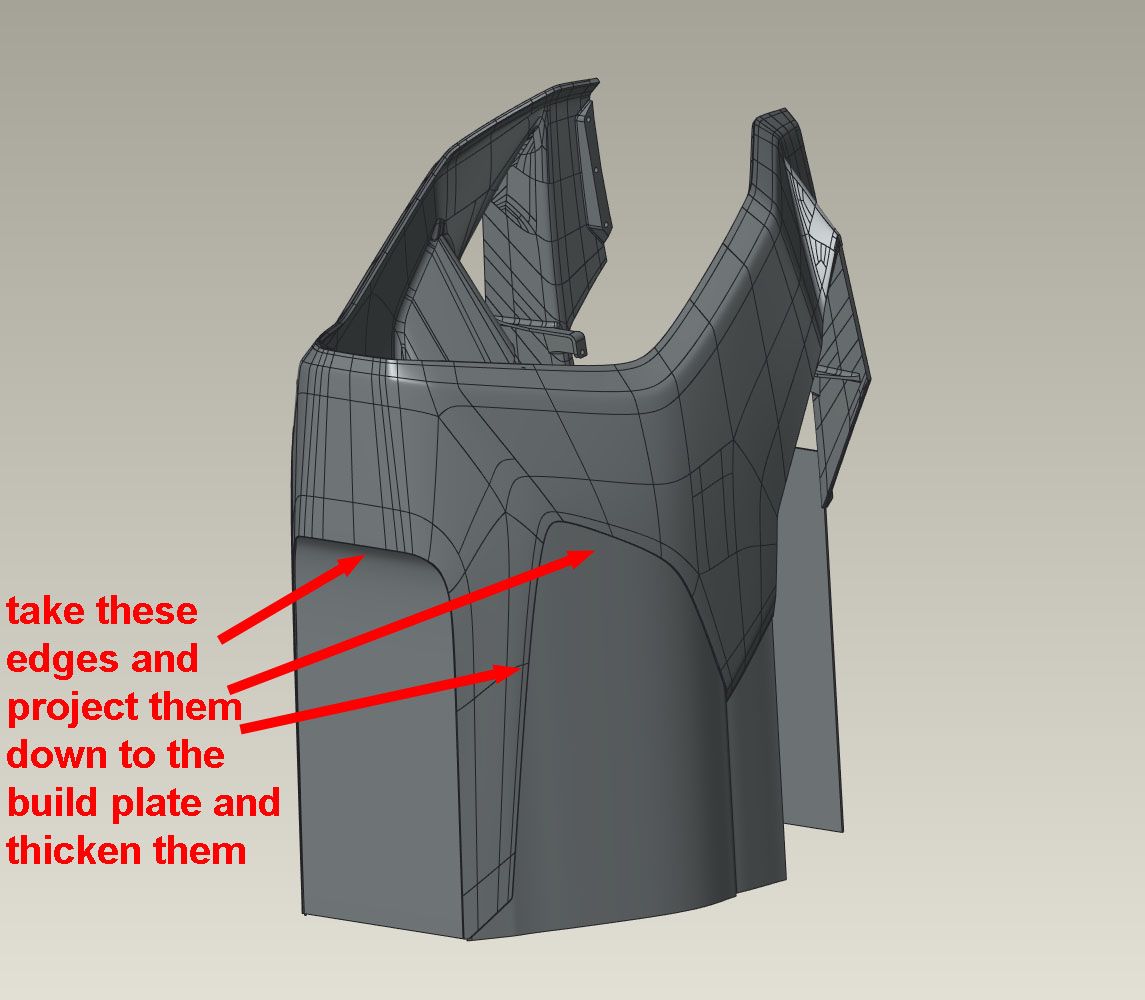
Basically, after orienting the part I will take the edges that are above the build plate, drape them down to intersect the build plate, then thicken them to 3 print passes. This will eliminate any isolated islands on the print bed and it will also convert the part from long, spindly and unstable fingers and supports to a stable closed profile with few supports. The rest of the fairing is about 5mm thick, and done with 2 walls and 10% gyroid infill. The result is that the added walls are 'solid' where they merge into the part so can be trimmed off without breaking through to the infill. The added part volume seems to be a decent amount less than the support structure it is replacing, and because they are usually long smooth print moves can be done at a consistent realized 150mm/sec, so also print decently faster than constantly reversing support movement.
I found that cutting these style ribs off was pretty easy with an oscillating handheld cutters (dremel mm35). No melting and with the right blade shape (standard one included in package) it was easy to get near flush cuts. No nicked fingers, either!
This last print was 52hrs. The printer has been going almost continually since 5/16 with no more than a few hours between prints. I've gone through about 28kg of filament so far. The only failure was the filament stepper fan, which burned out. Turns out it was a 12V fan running at 24V. I may add some shielding between the chamber heater elements and the build plate, as on the previous failed print it did seem that the heater on one side caused some of the single wall tree supports that were directly opposite it to sag. Other than that, the printer has been mechanically sound, which is great.