Polar Printer Steps/Degree?
-
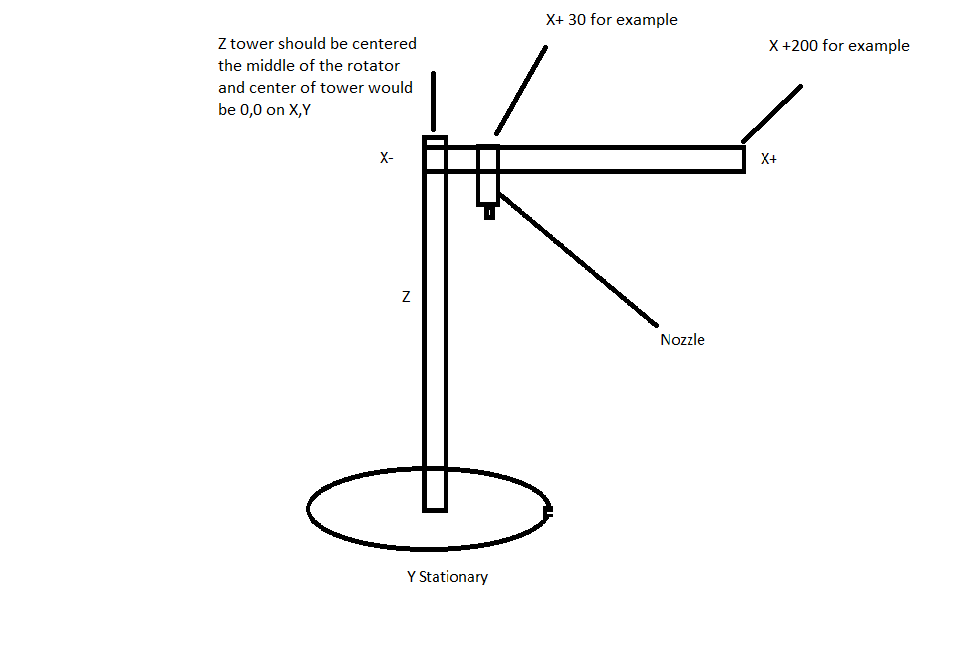
Ok on a polar printer the center of the turn bed or rotating plater is 0,0 for the X and Y axis. On your design with the z tower being in the middle and rotating you will have to measure from the center of the tower out to the closest position to the tower that the x axis can get to. I would measure from center of tower to max X position and home to the + instead of minus. But your lowest X position will be the distance from center of tower to the nozzle.
Also on a polar with the bed rotating the y axis goes in the clockwise direction for plus. On your design the Z and X would need to go counter clockwise.
As for steps per mm for the X. I need to know belt pulley teeth count on stepper and belt pitch to help with that.
I hope I explained this well enough.
-
This post is deleted! -
-
For your M92 X100 Y14.33 Z401 E84
-
This post is deleted! -
Where is your X axis Endstop is it by the tower or at the end of arm?
If you X homes to min and is near tower. Then you need to to home to the switch and in your homing file do a G92 X105 to set the X at the homing switch to X105. but you will have to change your M208 parameter.
; Axis Limits
M208 X105 Y0 Z0 S1 ; set axis minima
M208 X445 Y360 Z400 S0 ; set axis maximaAlso like I said rotating bed or Y axis normally go clockwise. since you are rotating X you need it to go counterclockwise.
-
@phospherus Yes it home at lower end that is right but i did not yet fixed the switch
-
The X arm itself does not need to be the nozzle itself needs to be perfectly centered.
-
OK then position by hand with motors off M84. Then once in position do a G92 X105 Y0 Z0 to set positions.
-
@phospherus ok i will test and update you i really appreciate you help
-
This post is deleted! -
That was with the x axis at 105mm from center of z tower and you did G92 X105 to set position?
And how do you have your slicer setup?
-
@phospherus yes it was however slicer is cura with normal setup as if I slice for any Cartesian printer is there specific setup I just make the plate eclipse and make the origin is center so it is plate with origin
-
I used simplify 3d so can not comment on Cura but In simplify I just leave it as Cartesian because Delta seems to mess things up. My diameter is 240 for bed so I set that for X and Y then do 120 offset to get nozzle in middle.
-
@phospherus I just want to know do you have the same design ? because if yes and working that means something missing in my config and it should work right ? how did you calculate X value can i know the formula ? is it possible to know how do you home your machine ?
As per the polar kinematics documentation homeradius.g and homebed.g should be present however when i rename homex.g and homey.g DWC is giving homex.g or homey.g not found
regards;
-
No my design is not same with the tower in the middle but from what I can see the kinematics should be the same.
-
@phospherus is it possible to tell me which version of reprap firmware are you using because I think there is problem in the version I use because I noticed it behaves correctly sometimes and sometimes not
-
I am using the 3.2.2 stable. I tried version 3.3 beta 2 and Beta 3 and still have issues. 3.2.2 is working for me though.
-
This post is deleted! -
@shadi said in Polar Printer Steps/Degree?:
@phospherus is it possible to tell me which version of reprap firmware are you using because I think there is problem in the version I use because I noticed it behaves correctly sometimes and sometimes not
@shadi I believe this is caused by the same bug that I have just fixed for the issue reported at https://forum.duet3d.com/post/229256. The workaround is the same, i.e. send M669 with a T parameter (e.g. T0.2 to use the default segment length).