E 3d BIGBOX Duel head
-
@testpro ok after playing some and restarting the printer i can get the x and y axis to home somewhat.
the x home will make the extruder head move from right to left and the y axis from front of printer to back of printer. but once x homes and then i tell y to home the extruder moves from back of printer to front of printer and the extruder bounces trying to go left.I know this is not right i have something backwards but i know the wiring is correct i have checked it twice. i also think the end stop for x is not working properly either due to bouncing but no sure.
-
Can you post your config.g and homing files?
-
@phaedrux i will have to figure out how to do that. they can be exported to excel right?
-
@testpro in the mean time can you tell me how to check the sensor used on the z axis is good or not, the z axis will not home but it will run up to extruder and beyond it you allow it., so i do not if it bad or i have a bad setting.
-
@testpro config g file
; Configuration file for Duet WiFi (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Tue May 25 2021 18:51:26 GMT-0400 (Eastern Daylight Time); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"big 3d box 1" ; set printer name
M669 K1 ; select CoreXY mode; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z400.00 E420.00 ; set steps per mm
M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2)
M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X230 Y210 Z200 S0 ; set axis maxima; Endstops
M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop
M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop
M574 Z2 S2 ; configure Z-probe endstop for high end on Z; Z-Probe
M558 P1 C"zprobe.in" H5 F120 T6000 ; set Z probe type to unmodulated and the dive height + speeds
M558 H30 ;*** Remove this line after delta calibration has been done and new delta parameters have been saved
G31 P500 X5 Y5 Z2.5 ; set Z probe trigger value, offset and trigger height
M557 X15:215 Y15:195 S20 ; define mesh grid; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S280 ; set temperature limit for heater 1 to 280C; Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M575 P1 S1 B57600 ; enable support for PanelDue
M501 ; load saved parameters from non-volatile memory
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss -
@testpro
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Tue May 25 2021 18:51:26 GMT-0400 (Eastern Daylight Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-235 Y-215 F1800 ; move quickly to X or Y endstop and stop there (first pass)
G1 H1 X-235 ; home X axis
G1 H1 Y-215 ; home Y axis
G1 X5 Y5 F6000 ; go back a few mm
G1 H1 X-235 F360 ; move slowly to X axis endstop once more (second pass)
G1 H1 Y-215 ; then move slowly to Y axis endstop
G90 ; absolute positioning
G1 X10 Y10 F6000 ; go to first bed probe point and home Z
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning; homex.g
; called to home the X axis
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Tue May 25 2021 18:51:26 GMT-0400 (Eastern Daylight Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-235 F1800 ; move quickly to X axis endstop and stop there (first pass)
G1 X5 F6000 ; go back a few mm
G1 H1 X-235 F360 ; move slowly to X axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning; homey.g
; called to home the Y axis
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Tue May 25 2021 18:51:26 GMT-0400 (Eastern Daylight Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Y-215 F1800 ; move quickly to Y axis endstop and stop there (first pass)
G1 Y5 F6000 ; go back a few mm
G1 H1 Y-215 F360 ; move slowly to Y axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Tue May 25 2021 18:51:26 GMT-0400 (Eastern Daylight Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G90 ; absolute positioning
G1 X10 Y10 F6000 ; go to first probe point
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning -
@testpro said in E 3d BIGBOX Duel head:
@testpro in the mean time can you tell me how to check the sensor used on the z axis is good or not, the z axis will not home but it will run up to extruder and beyond it you allow it., so i do not if it bad or i have a bad setting.
Not exactly sure what you mean. What kind of probe is it? How is it wired?
https://duet3d.dozuki.com/Wiki/Connecting_a_Z_probe
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
-
@phaedrux
the Z sensor is what came with the printer but i have found the problem and now it works.i have been working on things and here is where i am at now with the printer.
X axis will home by moving to the left (from front of machine) after double bump on end stop
Y axis will home by moving to front of printer but this makes the X axis bounce in its end stop until Y reaches its end stop. this can not be right? can it?
Z axis will home after i flipped the wires so it runs in the up direction and not down.
the bed reads the correct temperature and it does heat but the program stops it from heating saying it is not heating up fast enough. there is a setting for this i assume?
So need to figure out Y axis home issue and heater faulting out because of not heating fast enough.
thank you for your response above it helped me figure out the sensor issue.
any suggettions on these issues?
-
@testpro said in E 3d BIGBOX Duel head:
Y axis will home by moving to front of printer but this makes the X axis bounce in its end stop until Y reaches its end stop. this can not be right? can it?
Not sure what you mean by this. Can you show a video?
@testpro said in E 3d BIGBOX Duel head:
the bed reads the correct temperature and it does heat but the program stops it from heating saying it is not heating up fast enough. there is a setting for this i assume?
You'll need to PID tune the heater.
https://duet3d.dozuki.com/Wiki/Tuning_the_heater_temperature_control -
@phaedrux Getting a video file small enough to upload is a problem at this point.
basically i home x and the carriage goes to the left in the X direction but the Y direction is going to the back of the machine.
Now X is homed and then tell y to home and y moves to the front of the machine and the carriage is bouncing off the X end stop and makes the whole shake until Y hits its end stop on front of machine.
i will try video again
. -
@testpro [0_1622156296017_MAH00089.avi](Uploading 100%)
vidoe shows the shacking or skipping going on while homing to Y.
-
@testpro MAH00089.mp4 ok this should work to show the issue while performing Y homing
-
It would seem that a belt is slipping perhaps.
-
@phaedrux
ok the belt is slipping but because it is forced to.When I home X, the extruder moves to the left but Y moves to back of machine and once X hits endstop it stops but when i then hit Y to home, Y move to front of machine and X is trying to go left but it can not because it is at the end stop and then the popping noise.
So X move right of the machine Y moves to front of machine, This also causes a popping nose but this time Y is at its end stop and can not go any further to front of machin.
So X moves left of the machine Y moves to back of the machine.
so thing is wrong with the way Y is moving in response to X when it moves. which is causing all the popping noise. ???
what do you think
-
Is this machine actually a corexy?
-
@phaedrux i have no idea what CoreXY means.
-
Can you post some photos of the belt path?
I'm not super familiar with the big box and it's variations.
does the belt path look like this?
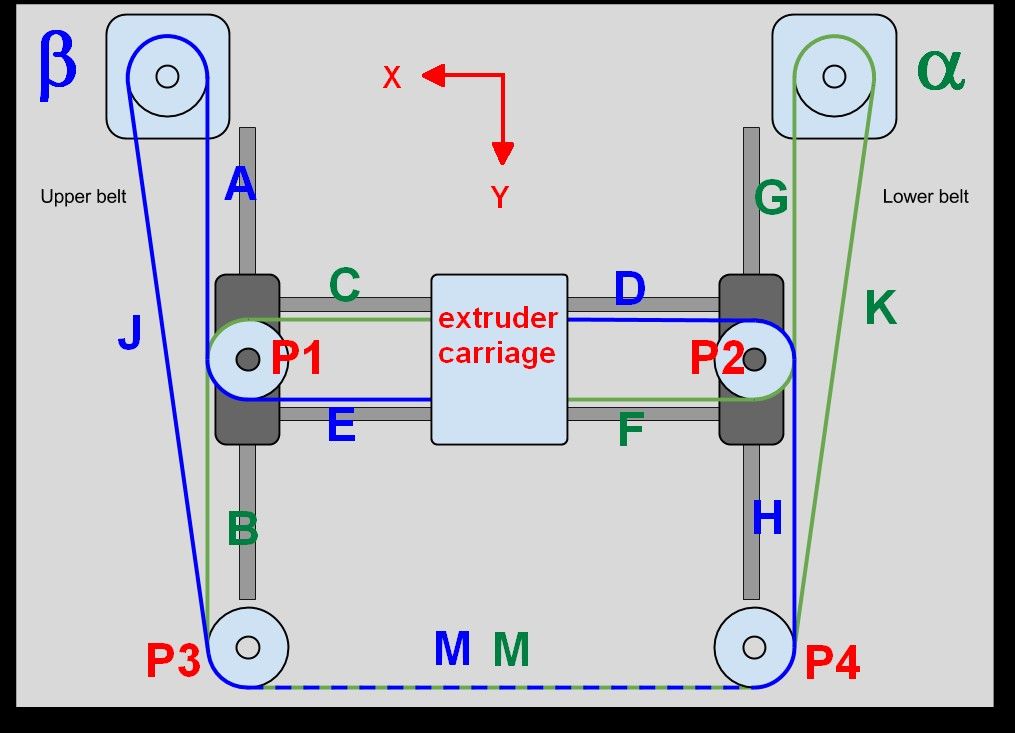
Somewhat anyway.
-
@testpro ok this printer is a big box e3d printer with 2 heads. only one head is hooked up for now.
this line of code is saying i have the program set for a CoreXY system (M669 K1 ; select CoreXY mode)
is there another option for the code that will take care of this problem i am having?
-
Yes the config is set to corexy, but if the machine isn't actually corexy you'll have some issues.
Corexy is a kinematic arrangement where the motion of 2 motors work together to move the print head. A cartesian printer by contrast only uses a single motor per axis.
If you can get a photo or video of the belt arrangement on XY for me I can tell pretty quickly.
-
@phaedrux Ok so after looking at machine again the Y axis has one belt at each side of the printer (right and left) and the X axis has one belt moving extruder carriage left and right.
so the X stepper motor moves on the y axis on the right hand side of machine when y moves the belt.
i have some photos as well.


