How is the “Height Map” Used?
-
@tmeryhew said in How is the “Height Map” Used?:
Here is my start Code:
G28 ;Home
G29 ; Auto Bed LevelingIf this is your start gcode it should be good to go. We would need to see what is in your homeall.g first to make sure that the Z0 is being set by the probe with G30.
If you want to do a fresh heightmap each time, G29 by itself is what you want. If you want to load a saved heightmap from the last time you did a G29, you would use G29 S1.
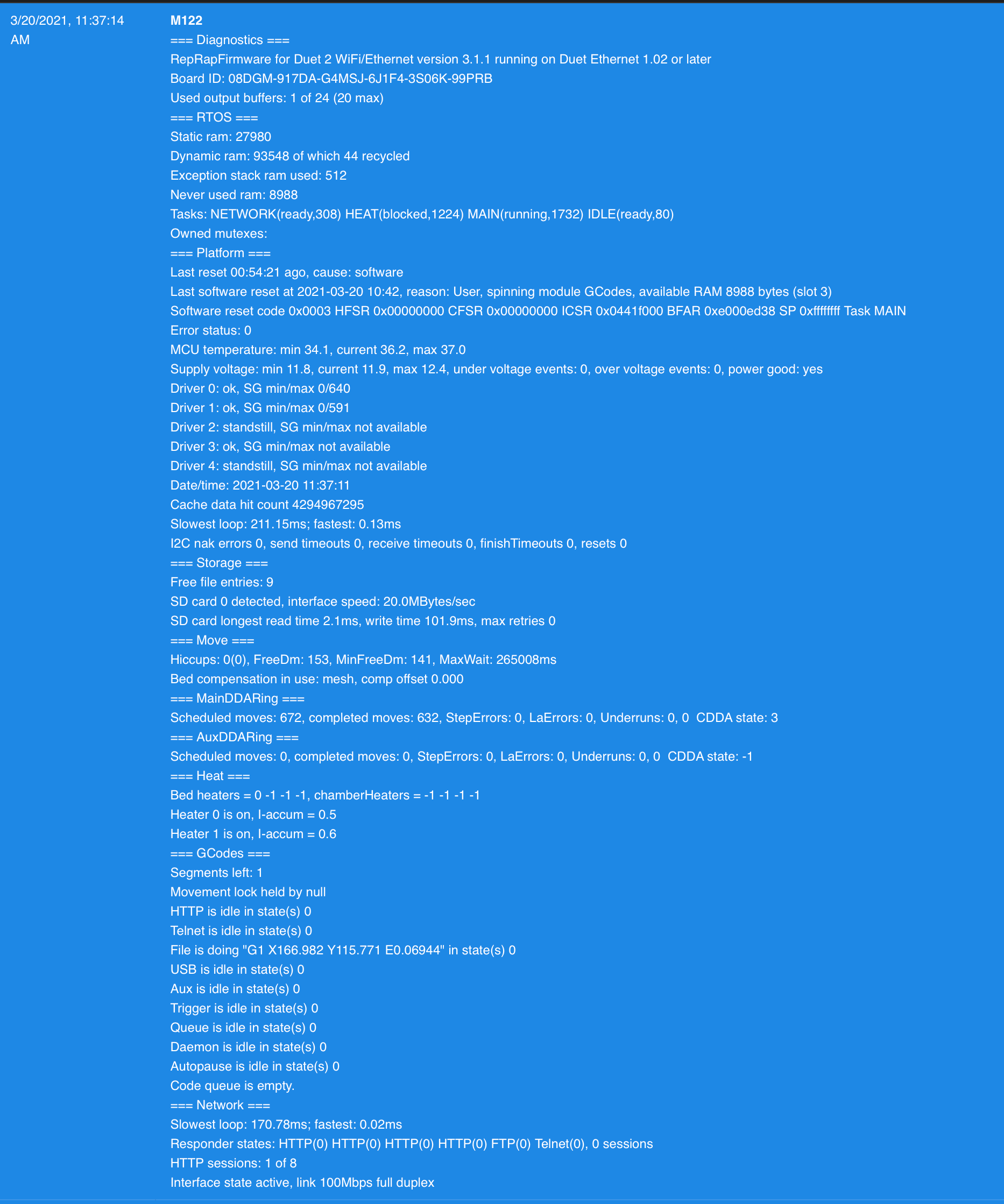
So what you have now should work to enable mesh compensation during your print. You can verify if it's enabled by sending M122 in the console and looking for the line that says "compensation in use: mesh"
-
-
-
Ok so your homeall is using endstop homing for Z instead of the probe.
This section
G1 H1 Z-305 F360 G90 G92 Z0Should be replaced by
G90 ; absolute position G1 X150 Y150 F6000 ; move probe to bed center G30 ; probe the bedBut you haven't shown us your config.g yet, so I'm not actually sure you have a probe configured. What probe do you have? Does it work?
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
-
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Fri Mar 19 2021 21:41:05 GMT-0700 (MST) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Genesis" ; set printer name ; Network M551 P"shatner1" ; set password M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S0 ; physical drive 1 goes backwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S0 ; physical drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E105.00 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X12000.00 Y12000.00 Z240.00 E1200.00 ; set maximum speeds (mm/min) M201 X800.00 Y800.00 Z800.00 E250.00 ; set accelerations (mm/s^2) M906 X1200 Y1200 Z1200 E1200 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X300 Y220 Z300 S0 ; set axis maxima ; Endstops M574 X1 S1 P"^xstop" ; configure active-high endstop for low end on X via pin ^xstop M574 Y1 S1 P"^ystop" ; configure active-high endstop for low end on Y via pin ^ystop M574 Z1 S1 P"^zstop" ; configure active-high endstop for low end on Z via pin ^zstop ; Z-Probe M950 S0 C"exp.heater3" ; create servo pin 0 for BLTouch M558 P9 C"^zprobe.in" H5 F240 T12000 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X-45 Y-7 Z2.345 ; set Z probe trigger value, offset and trigger height M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T98801 B4185 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S100 ; set temperature limit for heater 0 to 100C M308 S1 P"e0temp" Y"thermistor" T98801 B4185 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S250 ; set temperature limit for heater 1 to 250C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss T0 ; select first too -
@tmeryhew said in How is the “Height Map” Used?:
; Z-Probe
M950 S0 C"exp.heater3" ; create servo pin 0 for BLTouch
M558 P9 C"^zprobe.in" H5 F240 T12000 ; set Z probe type to bltouch and the dive height + speeds
G31 P500 X-45 Y-7 Z2.345 ; set Z probe trigger value, offset and trigger height
M557 X15:215 Y15:195 S20 ; define mesh gridOk looks like you have a bltouch. If it's working, you should be able to change the homeall as I indicated above, and it should start using the probe to home Z, and with your slicer start gcode it should home XYZ and then generate a new heightmap and it should be active during the print.
-
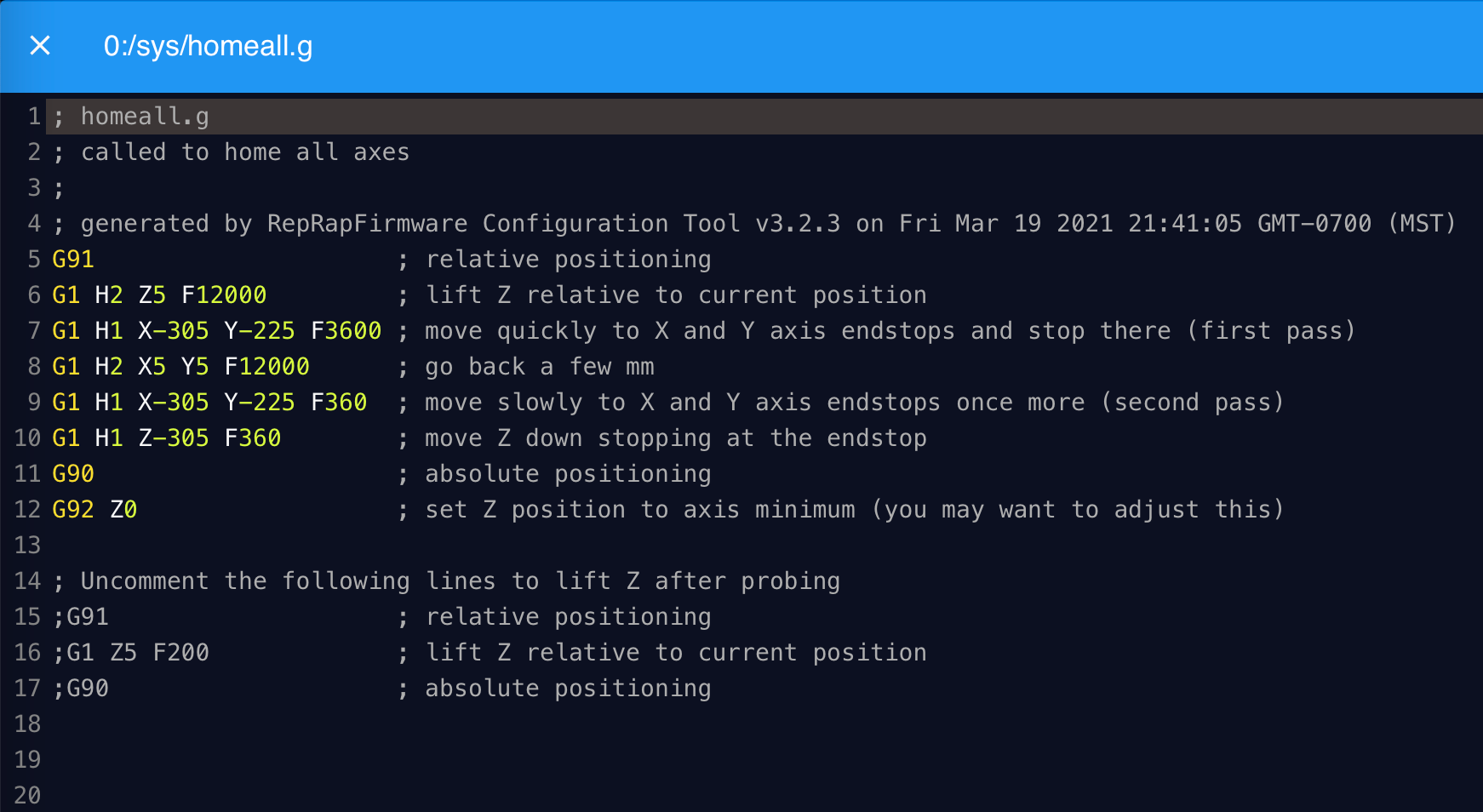
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Fri Mar 19 2021 21:41:05 GMT-0700 (MST)
G91 ; relative positioning
G1 H2 Z5 F12000 ; lift Z relative to current position
G1 H1 X-305 Y-225 F3600 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X5 Y5 F12000 ; go back a few mm
G1 H1 X-305 Y-225 F360 ; move slowly to X and Y axis endstops once more (second pass)
G90 ; absolute positioning
G1 X150 Y110 F6000 ; move probe to bed center
G30 ; probe the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F200 ; lift Z relative to current position
;G90 ; absolute positioning -
And to clarify, yes it appears to be working. I can definitely generate a height map. Are there other things I should be looking for to confirm its working?
Other than obviously not crashing into the bed.
-
The best way to test is to print a first layer test print twice. Once with G29 in the start gcode, and again with G29 S0 in the start gcode to disable it.
Something like this file works well.
bedlevel_nozzle_0.4_200x200-0.3-0.8.stl
I think the missing piece of the puzzle in your case was not using the probe to home z.
-
@Phaedrux thank you so much. You guys really know your stuff. I'll go ahead and work on this right now.
How can I save/export all of my settings as a JSON once I have it dialed in?
-
@tmeryhew said in How is the “Height Map” Used?:
How can I save/export all of my settings as a JSON once I have it dialed in?
You can back up the .g files in the /sys folder of your SD card.
From DWC, go to the system tab, there is a check box above the list of files, click it to select all the files, then right click on the file list area and select "Download as zip" to save all the files there as a zip file on your computer.
Then if you ever needed to restore the configuration to that point you could upload that zip file again to the system tab. Or extract it and upload a particular file you want.
-
I've gone in and made the changes you describe. I am running the file you sent as we speak. I sent M122 and this was the result.
Should my "comp offset" be 0.000? Does this mean anything?
-
No the important thing is that it indicates the mesh is loaded.
It should be moving the Z axis to compensate for the surface of the bed now.
-
@Phaedrux so when I run the test print the second time with G29 S0, should it still probe the bed? Because that is what it's doing right now.
-
@tmeryhew said in How is the “Height Map” Used?:
@Phaedrux so when I run the test print the second time with G29 S0, should it still probe the bed? Because that is what it's doing right now.
Yes G29 S0 probes the bed.
G29 by itself first looks for a file mesh.g - if found the file is executed.
If the file is not found then G29 behaves just like G29 S0 and probes the bed creating the height map.
Some folks create a height map with every print.
Others, like me, have a separate macro for creating the height map when desired.
That height map is then simply loaded using G29 S1 at the start of every print.
Your printer - your choice.
Frederick
-
Sorry I should have said G29 S2 to clear the heightmap.
https://duet3d.dozuki.com/Wiki/Gcode?revisionid=HEAD#Section_G29_Mesh_bed_probe
-
This first one is with the start code set to G29 S2.

This second picture is when I had it set to G29.

-
And when it had G29 did it actually probe the bed surface?
-
@Phaedrux Yes it did. It just seems like it performed worse with the mesh compensation on...
-
Ok, let's work on improving your BLtouch performance.
M558 P9 C"^zprobe.in" H5 F240 T12000Let's try changing that to this
M558 P9 C"^zprobe.in" H4 F120 T6000 R0.5 A10It may take slightly longer to perform the G29 but the results should be more accurate.
You should also go through this again and remeasure your trigger height and XY offsets for G31.
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe