massive overextrusion, E-Steps are calibrated
-
Taking more guesses (and they really are guesses at this point.)
The shape that it's starting to print in your tests: are the X and Y dimensions of the outline accurate? In other words, if the shape is supposed to be 100mm wide and 50mm long, it the outline on the build plate 100mm wide and 50mm long? (Just validating that your X and Y steps/mm are accurate. If they are set too low, the shape would be smaller than it's supposed to be, and it would appear over-extruded.)
What is the height of that first layer? 0.2mm?
Try reversing the order of M92 and M350 in your config.g (so that M350 appears BEFORE the M92.) That way, you define what "a step" is before you define how many steps are in a millimeter. (I don't think this will solve your problem, but it's good practice anyway.) Also, "I1" in your M350 turns interpolation on (the comment in your config.g says "without interpolation", but the command is enabling it.)
-
I've seen filament leaving the nozzle and it was foamed up from 0.4mm to 1mm or more.
Can't remember which settings where wrong.Maybe others can confirm that and tell what to change?
The red testprint looks pretty normal to me, except this hole to the right, that didn't stick to the bed and messed up the infill around.
The green test was too close to the bed, you can see the nozzle has scratched through the print.
Maybe you just have to improve the stickiness of your bed and raise the nozzle.
The first layer isn't perfect most of the time, that's not unusual. -
Do you have calipers?
can you raise your head and extrude (manually) some amount of filament in the air and then measure the diameter of the string that is going out of the nozzle? -
Next Update:
measured the Filament, it is ~1.75
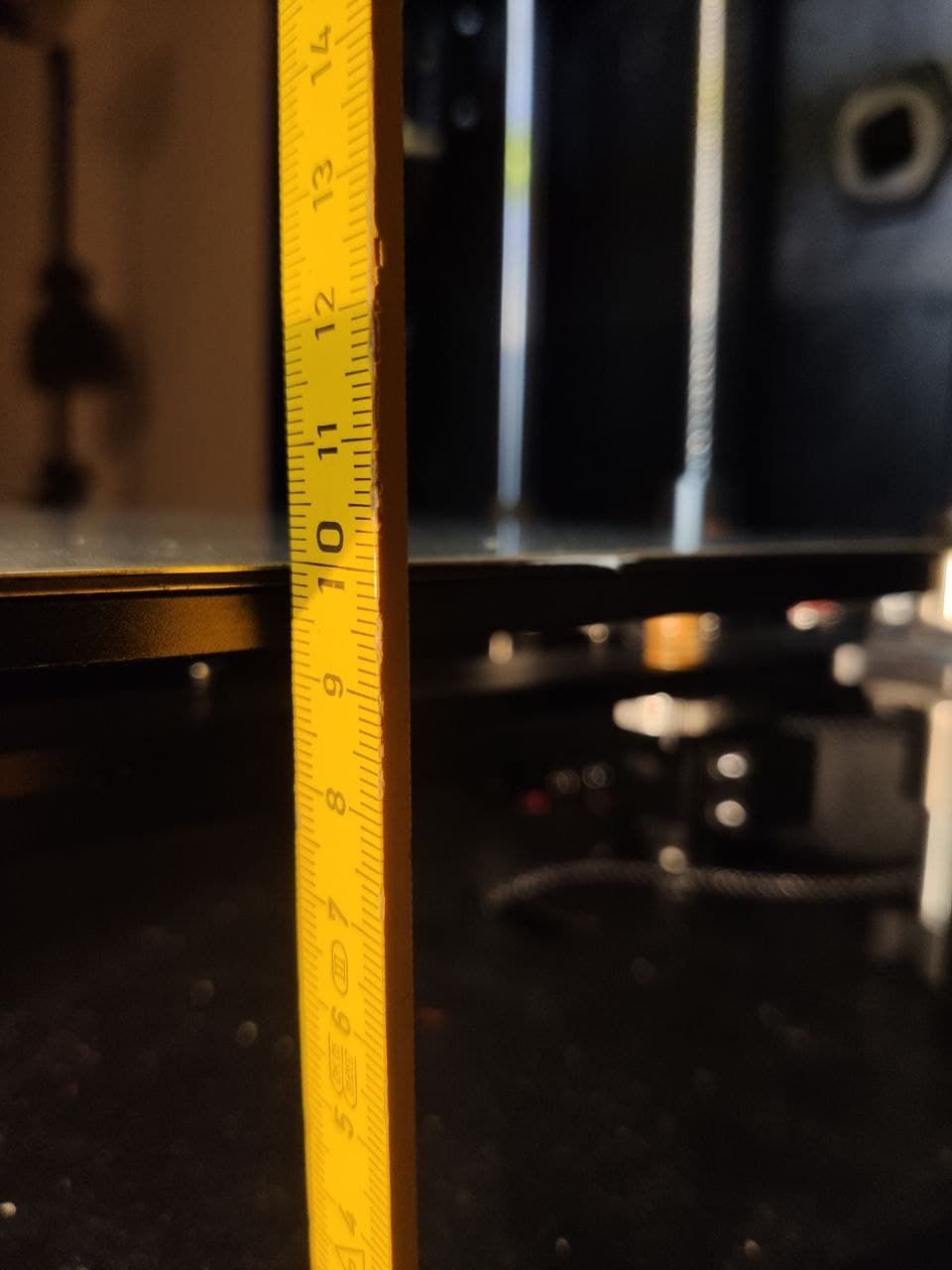
Checked Z-Movement: G92 Z0 & G1 Z150 :
Started at 25cm on ruler and it ended at exactly 10cm.Starting-Point:

End-Point of G1 Z150:
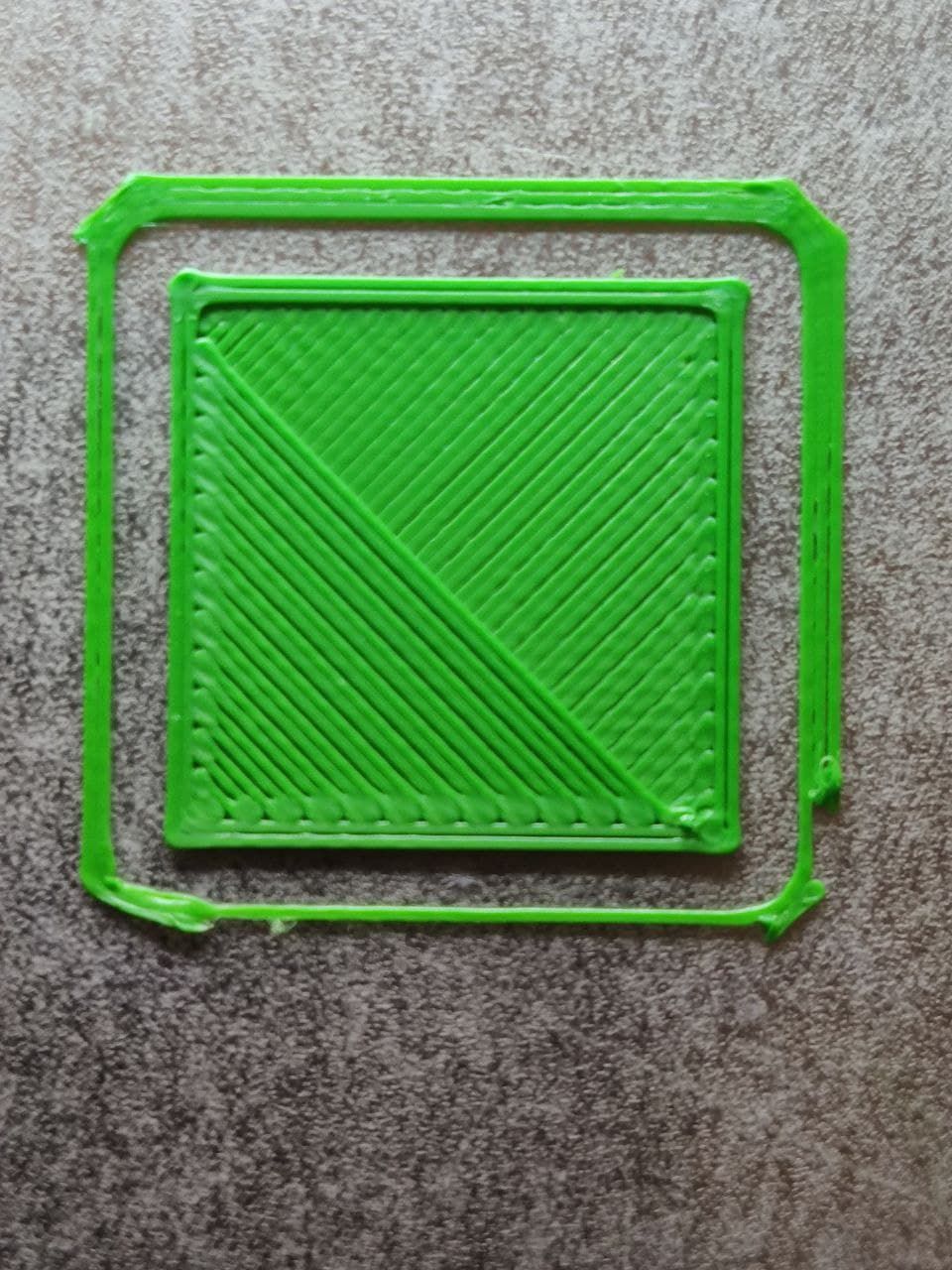
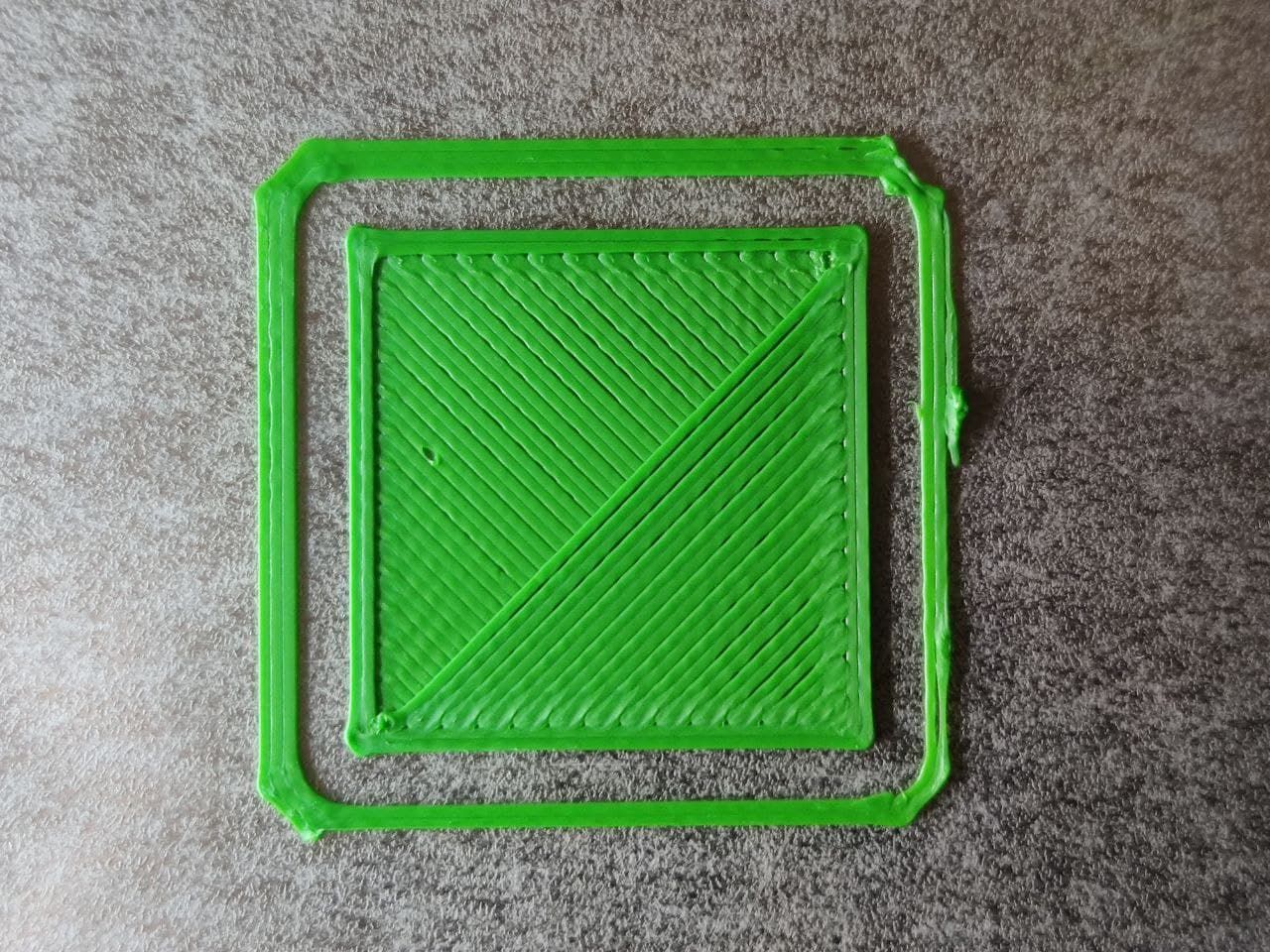
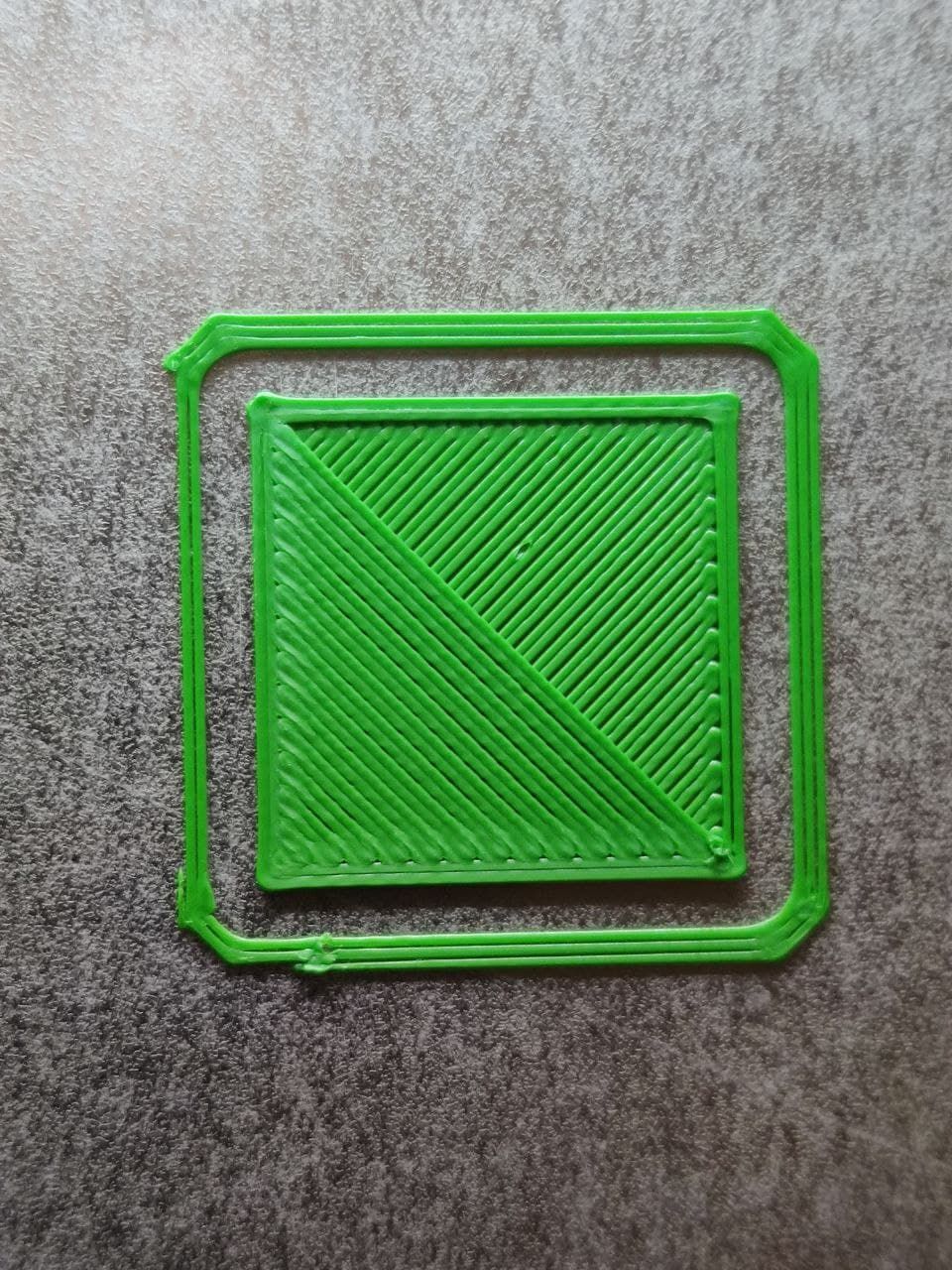
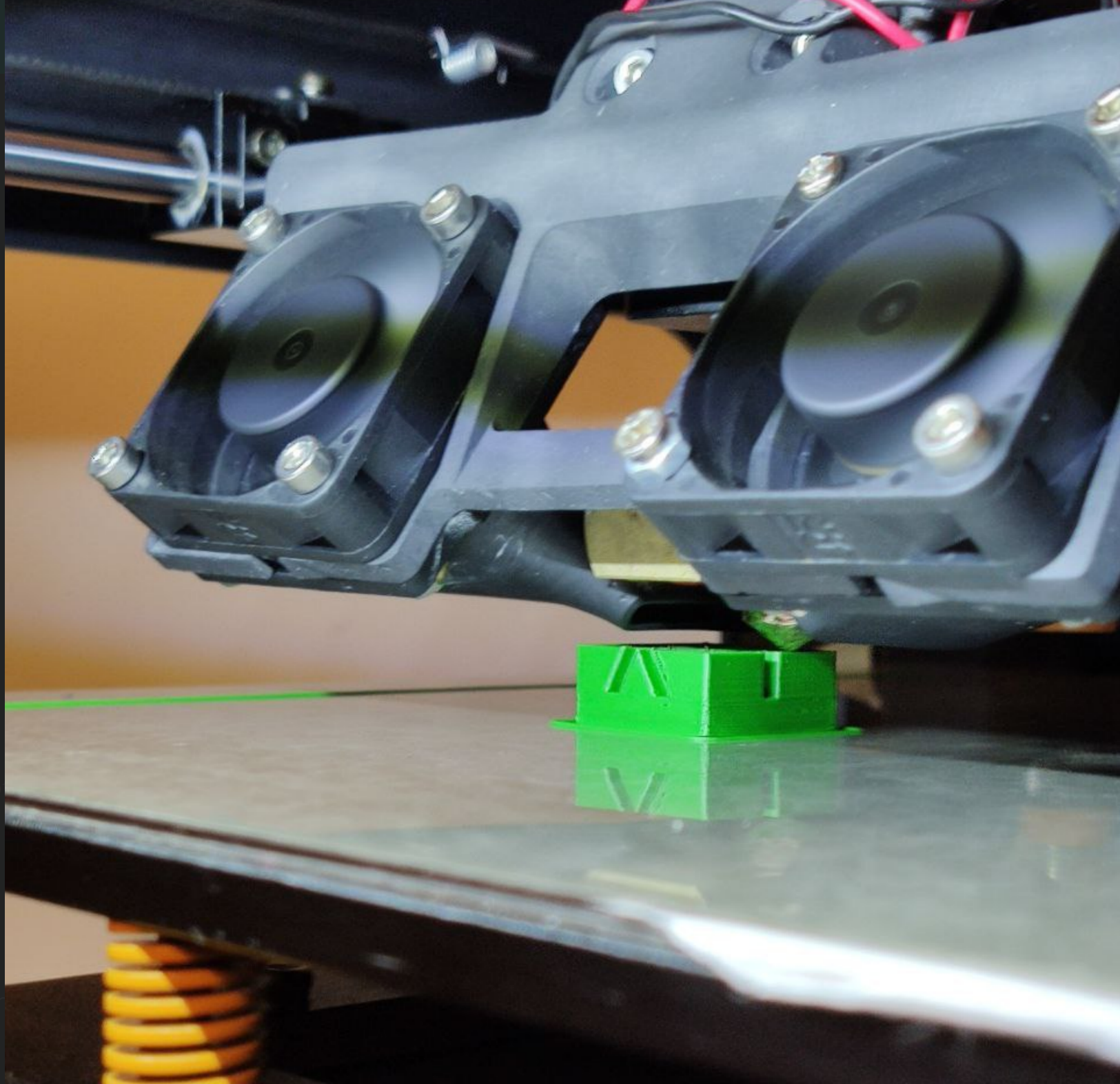
Next printed the Calibration Cube several times. Layer Height 0.16.
1st layer completely, 2nd Layer to the half to show nicely :Offset 0.15 ( Babysteps ), Extrusion Factor in DWC 70%

Offset 0.20 ( Babysteps ), Extrusion Factor in DWC 85%
Offset 0.20 ( Babysteps ), Extrusion Factor in DWC 90%
Offset 0.2 ( Babysteps ), Extrusion Factor in DWC 95%

Offset 0.2 ( Babysteps ), Extrusion Factor in DWC 100%

Offset 0.25 ( Babysteps ), Extrusion Factor in DWC 100%
Thought, Offset 0.2 and EF 100% didnt look too bad. so went for it
to print it:View to Infill at about 50% Printtime
Photos of Calibration Cube. It is the same cube, just rotated it for the Photos, Printed with 0.16 Layer-Height:
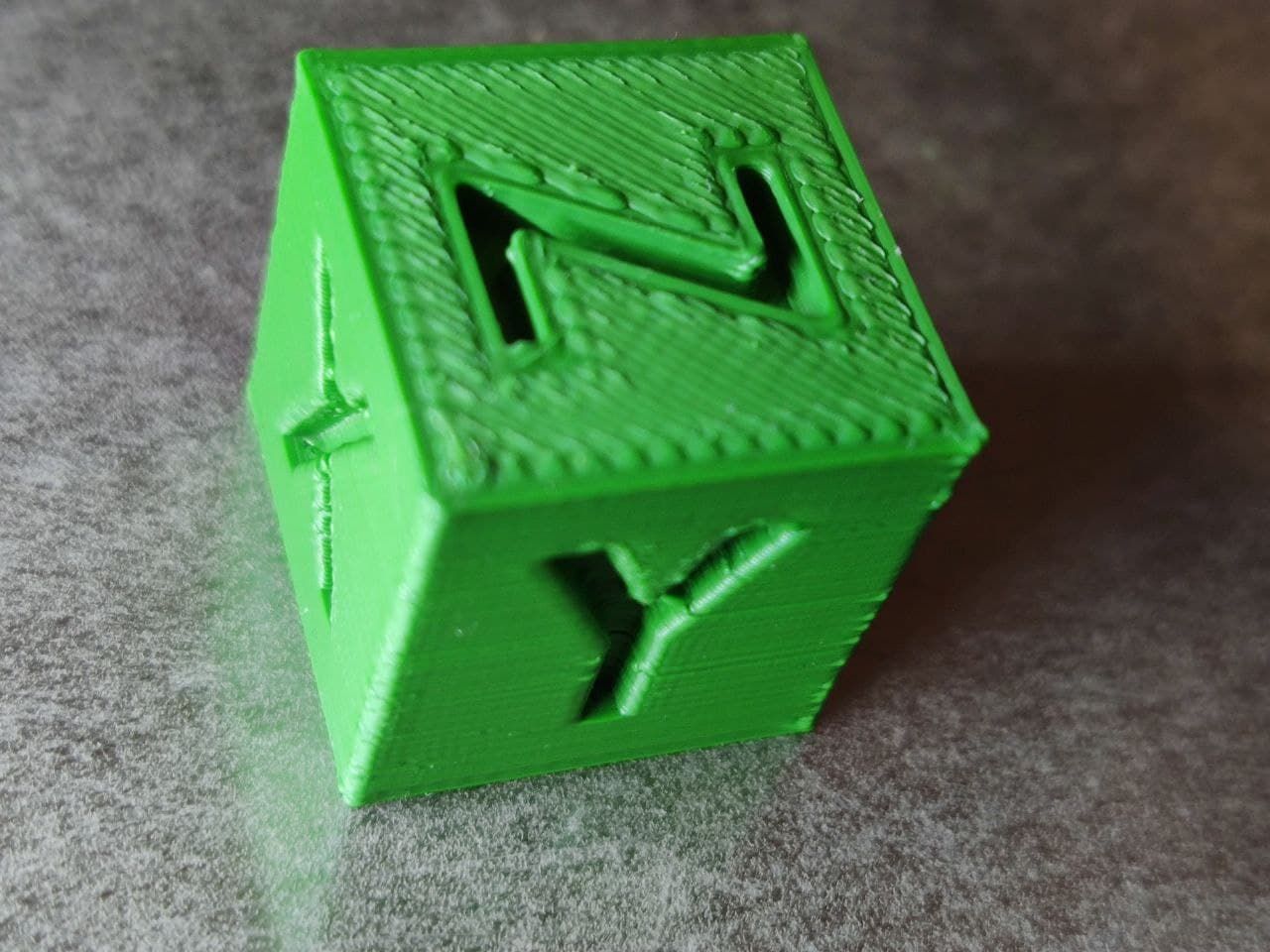

Any ideas, how i could proceed to get a good print result ?
-
i am confused. the one with 100% extrusion looks like its supposed to.
-
It's not uncommon to set the extrusion factor in the slicer to 90-95% to get clean prints. I'd say your first layer just needed to be a bit higher. The layers afterwards look ok.
-
what temperature are you printing at?
also make sure your retraction settings are working
print this
https://www.thingiverse.com/thing:2766430
and check with differernt retraction distances -
@Phaedrux said in massive overextrusion, E-Steps are calibrated:
It's not uncommon to set the extrusion factor in the slicer to 90-95% to get clean prints. I'd say your first layer just needed to be a bit higher. The layers afterwards look ok.
there is one example with offset 0.25 and 100%, for me it already looks like too far away. Lines on first layer diesnt stick together anymore. Thats why i went for the 0.2 & 100%
-
@Veti said in massive overextrusion, E-Steps are calibrated:
what temperature are you printing at?
also make sure your retraction settings are working
print this
https://www.thingiverse.com/thing:2766430
and check with differernt retraction distancesVeti, at the moment at 205°, but had pretty the same results with 190°
-
@Enpixa said in massive overextrusion, E-Steps are calibrated:
Thought, Offset 0.2 and EF 100% didnt look too bad. so went for it
to print it:0.2mm babystepping is a lot and explains the 50% extrusion rate you had to use earlier.
Question is, how good does the print stick to the surface with this new nozzle height? -
I wanted to thank you all for your input.
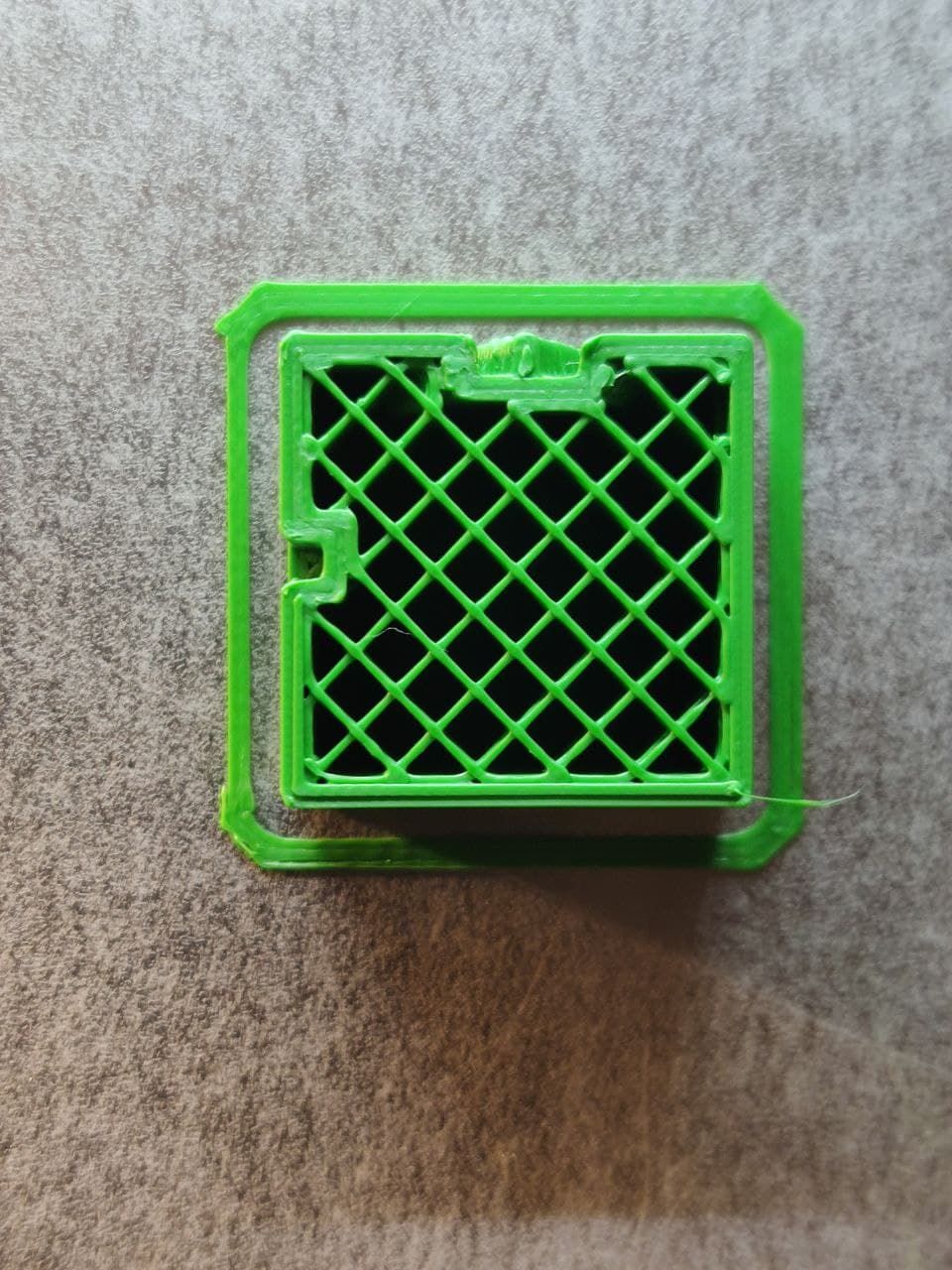
Atm the main-problem is still not solved but before further hunting for the overextrusion-issue and all the suffering :), i thought it is a good time to replace the old part-cooling-system which i got from Grabcad and never convinced me because the ducts were oriented 90° directly to bottom (but it looked awsome
") )
)So i opened my old loved Rhino3D an started to model a new cooling-system from scratch, simple, but hopefully well performing:



I keep you updated ! When i approved that the new cooling fans are doing well, i will provide the model on grabcad.
Hunting over-extrusion will start soon again.
-
Hi,
This may be a bit late to help but I will post it anyway.
I have had massive overextrusion myself and have decided the easiest way of overcoming this after much searching for the problem is to just reduce the extrusion factor until it prints well and leave it at that.I have built a large (500X500X500) core XY printer which I use for engineering components using mainly Nylon CF. This is the printer I have massive over extrusion.
I also have a Prusa MK3S and use the Prusa Slcr to do my slicing.The coreXY printer uses a Duet Wifi board with two independant Z axis drives. All of the X,Y,Z axis are calibrated and also the extruder is also calibrated. When printing I also checked that my extruder nozzle was the correct diameter (o.6mm) and that the first layer print was exactly the correct level (by using a vernier caliper to test the extrusion thickness and also the first layer thickness).
I tested my extrusion using just a single first layer and a spiral vase cylinder and found the perfect print at 0.75 extrusion factor. I now slice all of my prints using this and they come out perfectly.I spent a lot of time trying to solve why the overextrusion because there seems to be almost a religious belief in the 3D printing community that if the extrusion factor is more than 5% from 1 then there is a major problem that needs to be hunted down at all costs.
I might mention that my MK3S also over extrudes but a an extrusion factor of 0.9 seems to print OK.
Hope this was helpful.
-
did you get this resolved? I have exactly the same problem and have gone pretty much through all the steps in this thread aswell (minus changing the Duet2 Board)
-
@hadtstec
I'm not OP but I had this same result on my newly homemade coreXY.
First blunder was the steps for Z, a bit miscalculated... Got alot better but not near what to expect, still looked like over extruding.
Started to tune retraction and pressure advance and that did it for me! -
@hadtstec I, too, am having this problem. Did you ever figure out what was going on?
I think it corresponded to upgrading my printer to RRF 3.3, but I'm not entirely positive about that.
Basically the same underlying issue -- my printer is severely overextruding in prints and parts are dimensionally inaccurate if I don't set my flow rate to ~65%. Happens regardless of filament type or brand, temperature, etc. Extruder is calibrated to within a half percent, based on both a 200mm measurement into it and weighing raw and extruded filament with a ~5 milligram-accurate scale. (Thus within a half percent -- 200mm of filament is about .53g, and with my scale it could be off by a little, but a half percent is within the error bars of filament given inconsistent diameters, anyway.)
Its a head scratcher -- its behaving like the firmware is doing something different with extrusions while printing vs via the web interface. It doesn't seem to be slicer-related, as the exact same overextrusion is happening from Cura, PrusaSlicer, and SuperSlicer. Pressure Advance doesn't impact it, nor does input shaping.
I've been running out of variables to tweak, and as of yet I haven't found any hints where its coming from.
-
@dotorg Out of curiosity, what if you used gcode produced by the slicer up to the first extrusion and then checked your extruder calibration? If you suspect it has to do with where the gcode is stored, add the extrusion test to a slicer produced gcode file and see what happens.
-
@dotorg We'd have to take a much closer look at your setup and gcode configs to get an idea. If you suspect it's the firmware update, you could always roll back to confirm.
-
@generisi I'm 100% sure the extruder is accurately tuned to within, as I said, at least a half percent. Verified both by linear extrusion distances and milligram weight. (Ie, cut 200mm of filament, weight it on the kind of scale Snoop Dogg likes to use, extrude 200mm of filament and compare the weights... within the accuracy of the scale -- +/- .005g -- they match.
The extrusion test in the gcode is a good idea, however the "where it is" is unlikely to be an issue as much as "how its being extruded". A simple "G1 E200 F100" is not necessarily the same as a thousand "G1 X.001 Y.001 X.1", or something even smaller.
I had, for a while, a hypothesis that it was rounding related, but that would suggest smaller details would be dimensionally inaccurate, and big straight extrusions would be okay, but that doesn't appear to be the case.
My current hypothesis is that its something in the infill extrusions pushing out the perimeters slightly, but the differences are remarkably similar regardless of how much infill or how the sizes of the parts vary. There appears to be, consistently, around a 1/8 extrusion width oversize on a perimeter, growing very slightly with the size of the "infill" between them. So a 2mm wall will end up being about 2.12mm wide, a 5mm might be 5.16 and a 20mm tends to be more like 20.2. Strangely, single wall extrusions seem fairly dead on -- a .45mm single wall will be damn near .45mm.
The size of the space between is a bad variable to put much weight into, because that could be volume of plastic, but it could also be speed related, as the printer has more time to accelerate. I'm actually running a test right now with the max volumetric rate turned down 80% to see if there's any variance.
I've been testing the last few days, while trying to figure this out, using this model, which is nice for both varying widths and depths of parts. It makes it easier to see if the oversizing is consistent regardless of X/Y/Z size, what's around it, etc.
-
@phaedrux said in massive overextrusion, E-Steps are calibrated:
If you suspect it's the firmware update, you could always roll back to confirm.
I've been hesitant to do that, because the last time I did a comprehensive calibration was before the RTOS update, so its a major reconfiguration to downgrade. I've been using the printer constantly since the, but I haven't printed anything where a) accuracy was critical and b) I know for a fact the parts used to print fine, because I'd printed them before, until last week. I have a 2-3 year old cable chain on my printer that has sagged from time and ambient heat (PLA was a mistake above a heated bed), so I was reprinting it. That means I know the gcode was fine, and that the parts (when originally printed) were sized exactly right.
At this point its more of a head scratcher than a huge problem -- I can reprint the chain at 65% to get past that, but it doesn't explain what the regression is.
-
@dotorg I have one more idea. The paper you are using as a height gauge is 10 microns thick. Please try this and see what happens: Use a sheet of office weight paper. In the US, "80 lb." paper is about 0.1 mm thick (10 x your cigarette paper). Heat your hot end and your bed to printing temperature. Place the hotend at the center of the bed. Adjust the nozzle height to slightly drag on the paper. Your Z height should be 0.1 mm. If it isn't, put the necessary offset in your config gcode so that, after resetting the firmware and reheating the nozzle and bed, then re-centering the nozzle on the bed,the Z height reads 0.1mm using that office weight paper.
Now reset the firmware again and print a single layer of your test print. It should be very close to perfect at 100% extrusion. If it is, great! If it is not, remove the printed layer, reset the firmware , reheat the nozzle and bed and go through the same height test and see if the nozzle is still slightly dragging on a piece of paper at Z=0.1. If it is still the correct height and yet the print looked bad, watch the extruder and extruder a mm, then do it again, and again and see if, between the extrusion commands, any plastic is oozing out of the nozzle. If neither of those ideas points to a problem, I don't know what to say!