Problem with delamination
-
I'm having a problem with one of my printers which I cannot put my head around it.
Tronxy X5SA-500 Pro
Duet 3 6HC w/ 3.2b3
E3D Chimera+ (nevermind the dual extruder for now, just want to get 1 going)
Dual direct drive bondtech (chimera kit)
NozzleX 0.8mm for E1, brass 0.4 for E2
BL touch
Glass bed with hairspray (Adhesion is not a problem)This is a dual independent Z large coreXY printer (500x500x600mm)
Here's a description of what's happening.
It seems that I cannot tune the 0.8mm nozzle properly. I have PID tuned it, calibrated the extruder.
Test print is a 240Lx180Wx100H drawer in regular white 1.75mm PLA
I get the first 3-4 layers to be flawless. Absolutely perfect. They stick together like glue and are super even.
Then when it starts to make the walls, it delaminates like crazy. it doesn't stick to each other at all.Cura 4.8 slicer
0.56mm layer height
0.8mm width
3 walls
infill 25% gyroid
220° temp
60° bed
100% extruder ratio (Tried from 75 to 100%, no change)
50mm/s speed
30% cooling (Tried anything from 30% to 100% no change)Anyone has an idea before I toss it out the garage door? (I would say window but it is too darn large to fit in the window)
Oh, and If I print a 200% size benchy, I get fairly decent results with zero delamination problem. (poor overhand in the front but rest is real nice) The original problem only happens on the large pieces with 4-10mm walls like a box/drawer/etc.
-
If you are using the standard V6 heater block on your chimera then you are trying to print too fast for how much plastic you are extruding. The standard V6 heater block is rated around 15mm^3/s max which can be overcome a little bit by raising temps higher and with the speed and layer heights you listed you are trying to print 22.4mm^3/s worth of plastic.
Also general rule of thumb is the line width should be at least 1.2x the nozzle width since with molten plastic it wants to flatten out when printing so by forcing it to remain at the same width as the nozzle you are under-extruding and not allowing good layer bonding.
Basically, you need a Volcano heater block if you want to print as much plastic as you are to print reliably.
-
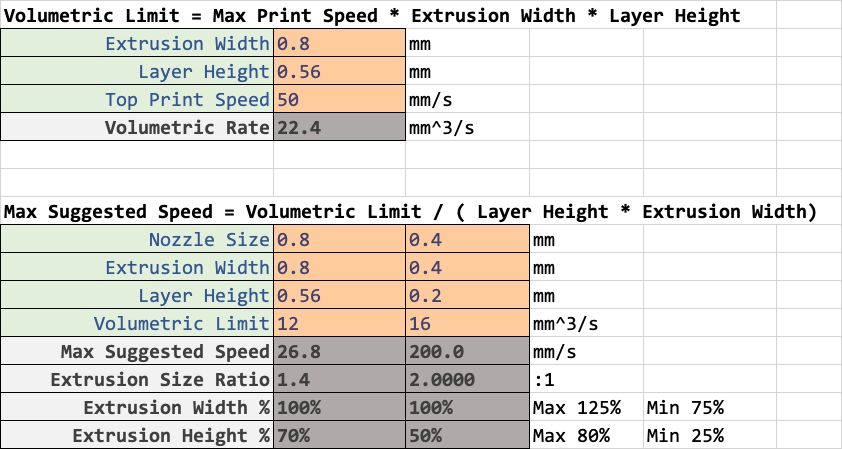
At your current height, width, speed combo you are trying to push 22.4mm^3/s which on a V6 is not likely to do well. On a volcano you'd be in range. Super volcano even better.
Based on your values and assuming a safe limit of 12mm^3/s for a V6, your print speed should be closer to 27mm/s.
But to really get a good idea of your max volumetric flow you must profile your extrusion system. See here:
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+4:+Calibration/40#s165
-
Thanks for the pointers. It makes sense.
I will look into either slowing it down or getting a smaller nozzle (which would suck because it's a NozzleX at 50$CDN)
-
@Thalios said in Problem with delamination:
I will look into either slowing it down or getting a smaller nozzle (which would suck because it's a NozzleX at 50$CDN)
you could get a mosquito hotend, you can use the standard nozzles with it.
The Mosquito
 Magnum prints upwards of 30 mm^3/sec
Magnum prints upwards of 30 mm^3/sec -
Well I have the Chimera+ on it, which I paid lots of $ for. would suck to toss that away.
Railcore II 300ZL with lots of upgrades (Duet 3 6HC)
Heavily modified Ender 3 Pro (Duet 3 6HC)
Heavily modified Tronxy X5SA-500 Pro with Chimera+ and dual bondtech (Duet 3 6HC)
CR-10S Pro V2 (Duet 3 Mini 5+)
and a bunch of SLA printers.. -
Well you're only printing at 220c. Try 260c and see what kind of a flow rate you can get. Getting close to 50mm/s should be possible.
The layer height is also quite high. Try a layer height of 0.4 and an extrusion width of 0.82.
That would get you to 40mm/s and the lower layer height and higher temp should help a lot with layer adhesion.
And if you do the calibration of the extruder as in that link you'll be able to find out your actual limit, which makes figuring out the optimal values a lot easier.
-
@Thalios said in Problem with delamination:
Well I have the Chimera+ on it, which I paid lots of $ for. would suck to toss that away.
well then go with jamesm idea and get a volcano heater block
https://e3d-online.com/products/volcano-upgrade-kit but you can use your nozzle
-
Going from 220C to 260C would be ok while you are printing a high volume but what would happen if you are printing a section that requires a lower volume of filament? Seems to me that this is just asking for other issues down the road. Maybe 10 or 20 degrees higher but 40 degrees ?
BTW, I use a Chimera (clone) and a Volcano (clone) heater block but even with that, I think 22 mm^3 would be asking a lot. It's been a while since I have done high volume printing so I am not betting my life on it but I seem to recall that I set my limit to 20 mm^3 (without tweaking the heat of the nozzle)
-
@Veti The Nozzle for the Volcano is different, it has longer threads.
I'll try Phaedrux's idea of increasing temperature.
On a side note though, the plastic does come out super easily when printing at these speeds. It works great for smaller prints and for the first 3-4 layers. It'S the walls that are not sticking.
I'll try some of these answers tonight and will report back.
-
@Thalios said in Problem with delamination:
The Nozzle for the Volcano is different, it has longer threads.
yes i mistyped
-
Well I followed a bunch of these recommendations and you know what? Success! The print is very clean and very solid.
I slowed down to 40mm/s
increased to 0.82mm layer width
Slowed fan to 25%
Layer height at 0.52mm
Temp at 225° -
Even at 0.82 EW you are running a ratio of around 1.4.
I would strongly recommend that you never go below a extrusion width / layer height of 1.6
It will print, but increasing that ratio increases inter-layer bonding strength and hence overall part strength.
2:1 is a great rule of thumb. Really high ratios become a problem for other reasons.
 -hotend
-hotend