when will the new Z-height actually be saved?
-
This post is deleted! -
@holco62 said in when will the new Z-height actually be saved?:
M109 ; Set Extruder Temperature and Wait
Have you set a temperature? M109 by itself does nothing. See here for how you would use M109
https://duet3d.dozuki.com/Wiki/Gcode?revisionid=HEAD#Section_M109_Set_Extruder_Temperature_and_Wait
-
@Phaedrux
Ok, I was under the impression that the Cura slicer controls the temp -
It does, but in start.g Cura has no input yet. Cura can't control anything until the print gcode starts.
Start.g happens before any slicer code. You can use it for preparing the printer to receive the print gcode.
Heat up, home all, leveling, etc. Then Cura will take over, set the final print temperatures as you've set in the slicer.
-
Ok it starts to get a bit clearer (very small bit
 )
)Btw, how can I prevent the printer from homing after G32?
I would like to have this sequence,
First manually set bed temp / hotend temp in Duet control
Load print command> homing axes> G32> start printing, so no homing after G32.
-
Post your Cura start gcode. That's where it would be defined.
Technically you don't need to use start.g at all. You could do it all in Cura.
M116; Wait
G28 ; home printer
G32 ; bed.g for levelingOr just use Start.g to preheat. Since it's a progression you can split it up however it makes sense. If you want you can even call a macro file in your slicer start gcode section.
-
@holco62 said in when will the new Z-height actually be saved?:
Ok it starts to get a bit clearer (very small bit
)Btw, how can I prevent the printer from homing after G32?
As mentioned start.g executes before any code from the slicer.
There are places in the slicer where you can insert you own code which is usually executed shortly after the first slicer generated code. Exactly when depends on the slicer and the slicer settings used.
I use S3D and it generates the following code just BEFORE inserting code that I might enter into the slicer. What is shown assumes the temp settings are 60 and 190.
G90 ; absolute XYZ moves M83 ; relative E moves M106 S0 ; fan off M140 S60 ; bed temp to 60 M104 S190 T0 ; extruder temp to 190 ; my code would appear at this pointFrederick
-
@holco62 said in when will the new Z-height actually be saved?:
Ok it starts to get a bit clearer (very small bit
)Btw, how can I prevent the printer from homing after G32?
I would like to have this sequence,
First manually set bed temp / hotend temp in Duet control
Load print command> homing axes> G32> start printing, so no homing after G32.
Removed the start.g file and added G32 in the Cura exstruder start-g code, everything now works exactly as I want

-
@Phaedrux said in when will the new Z-height actually be saved?:
Post your Cura start gcode. That's where it would be defined.
Technically you don't need to use start.g at all. You could do it all in Cura.
M116; Wait
G28 ; home printer
G32 ; bed.g for levelingOr just use Start.g to preheat. Since it's a progression you can split it up however it makes sense. If you want you can even call a macro file in your slicer start gcode section.
Sorry for quotting myself yesterday
 I was supposed to quote you in my penultimate post, but better late than never, you nailed it again so thank you
I was supposed to quote you in my penultimate post, but better late than never, you nailed it again so thank you 
-
G32 works well in Cura (Extruder Start Gcode), but with the start of a print when all temps have been reached the effector first slowly approaches the bed, just before the nozzle hits the bed, it's homing and then starts the G32 calibration and goes printing.
Is there any way to skip that initial slowly going to the bed?
I am also curious if other changes / settings are needed with regard to Cura 4.8 which I have now set as a standard Anycubic Predator, especially stringing (PLA) gives me a hard time to get it right with a Mosquito hotend.
I shot a short video of it
-
Everything it does at the start of the print is dictated by the slicer start gcode. Can you copy and paste the first 50 lines or so of a slicer gcode file? Also include your current homedelta, bed.g and config.g so we can see exactly what's going on and can tell you what needs to change.
-
Cura doesn't let me copy the start G-code, so I took 2 pictures
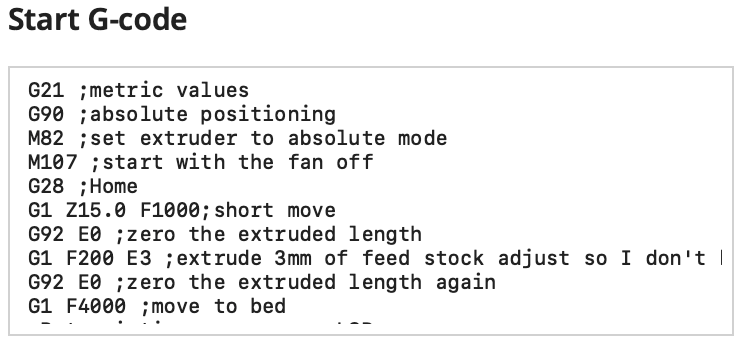
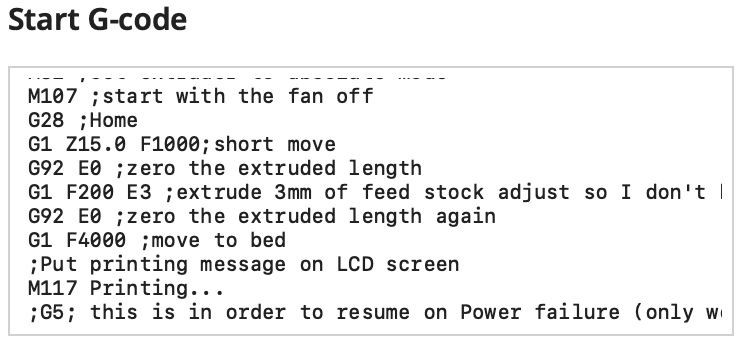
I'll post the rest in a moment
-
-
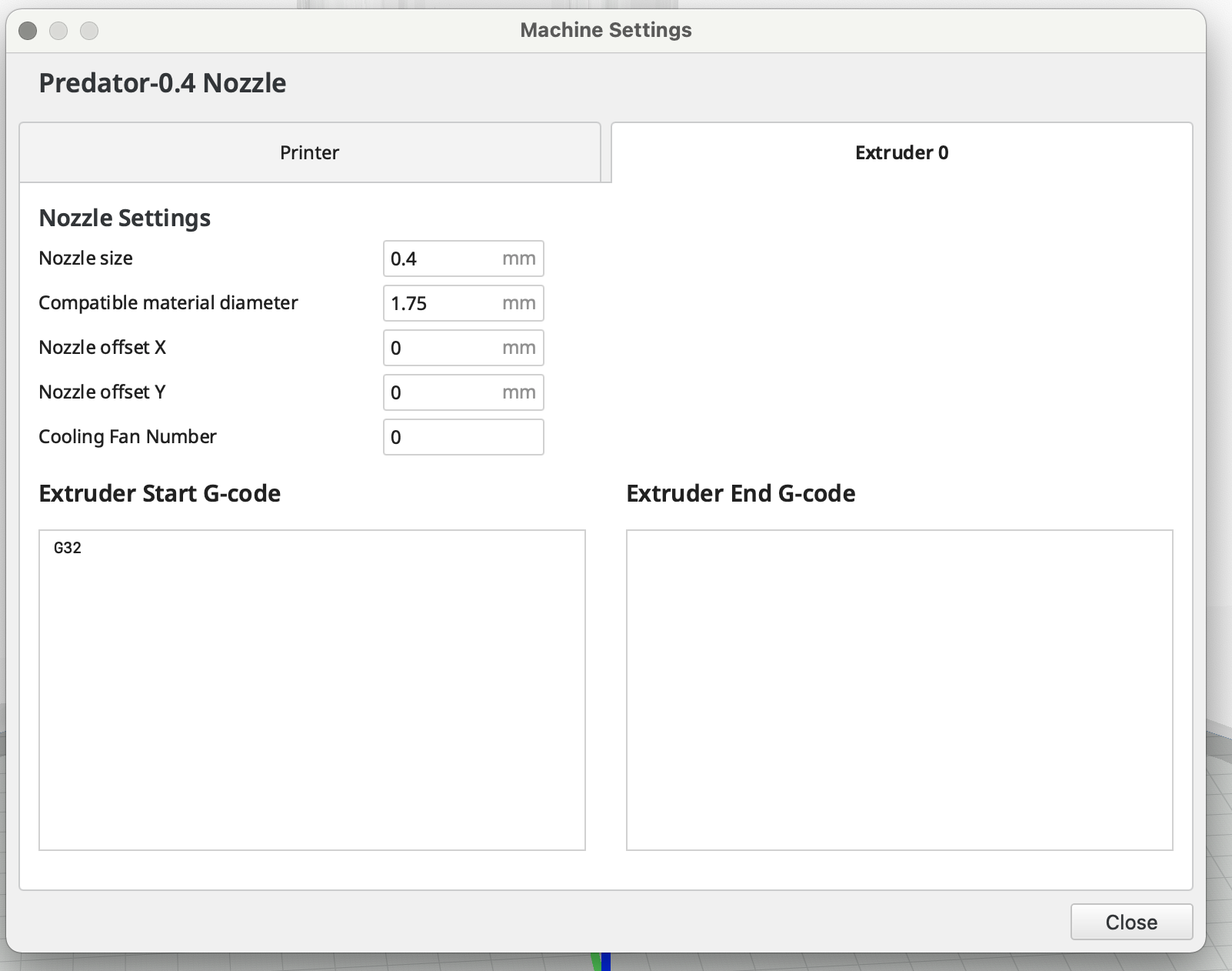
@holco62 said in when will the new Z-height actually be saved?:
(Extruder Start Gcode),
So I don't see G32 in your start gcode, but you say you have it in the Extruder start gcode section? Why there? What else do you have there?
The reason for the double homing is that you have G28 at the beginning of your bed.g file.
Can you post the first 50 lines of a sliced gcode file so I can see what the slicer is actually outputting?
-
-
The G32 is in the Extruder Start G-code.
-
;Generated with Cura_SteamEngine 4.8.0 T0 M190 S60 M104 S210 M109 S210 M82 ;absolute extrusion mode G32 G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 ;Home G1 Z15.0 F1000;short move G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock adjust so I don't have to remove any filament G92 E0 ;zero the extruded length again G1 F4000 ;move to bed ;Put printing message on LCD screen M117 Printing... ;G5; this is in order to resume on Power failure (only works on SD prints) M83 ;relative extrusion mode G1 F3000 E-8 ;LAYER_COUNT:99 ;LAYER:0 M107 G0 F3600 X-20.499 Y-9.085 Z0.25 ;TYPE:SKIRT G1 F3000 E8 G1 F1800 X-20.49 Y-9.761 E0.02459 G1 X-20.438 Y-10.692 E0.03392 G1 X-20.306 Y-11.615 E0.03392I think you should remove the G32 from the Extruder start gcode. That's not a usual place to put it.
Also remove the G28 from bed.g. It's better to keep the commands separate so it's more clear about what is happening when.
Then change your start gcode in cura to be this
G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 ;Home G32 ; calibration G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock adjust so I don't have to remove any filament G92 E0 ;zero the extruded length again G1 F4000 ;move to bed ;Put printing message on LCD screen M117 Printing -
Works perfectly now
What did the line "G1 Z15.0 F1000; short move" that has now been removed?
Btw, I think it's really remarkable that you can remember all those codes

-
@holco62 said in when will the new Z-height actually be saved?:
What did the line "G1 Z15.0 F1000; short move" that has now been removed?
Nothing useful.
-
Another question
If the printer runs the G32 calibration, the nozzle leaves a little filament on each calibration spot, now I wondered if it is possible that after each print job, for example, 50mm retraction takes place so that the hotend is always free of filament, and that after the G32 calibration the 50mm (or more) is immediately re-fed.