Strange BLTouch issue. Hightmap it off while printing
-
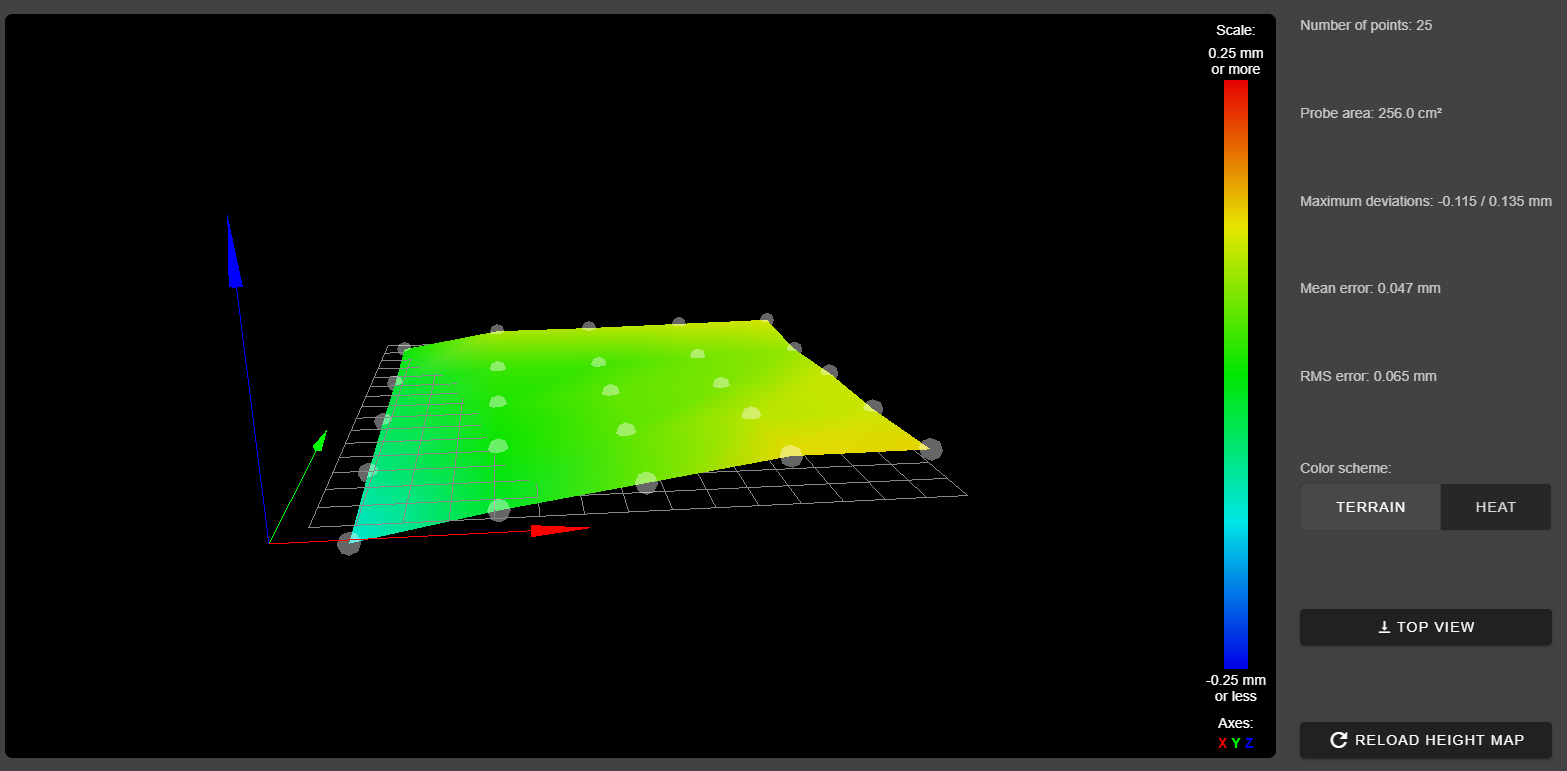
that would be the result of one side of the x gantry sagging.
when you did your linear rod conversion, did you convert the cr-10 to dual z?if yes, then you need to set up this
https://duet3d.dozuki.com/Wiki/Bed_levelling_using_multiple_independent_Z_motors -
@Veti yea i am using dual z leadscrew but the duet 2 wifi featured a second slot for both axes parallel so i am only using 1 z output for both
-
@RocketPat
your z leadscrews are out of sync. you can correct it manually, but the dual z setup is faster and more accurate.also unless you converted your cr 10 to 24v you are running your z motors at 6V, which might not be enough.
-
ah okey i am using a 12V PSU but if they run in parallel the voltage should be the same... only the current is dropping
-
the 2 z connectors on the duet actually run in series rather than in parallel.
from the linked site
Note that the Z driver (drive 2 on Duet2) has a dual socket wired in series for powering two z motors at once.
-
@Veti ohhh okey so that are some bad news i see haha okey. I will give the independent z setup a try.
-
@RocketPat said in Strange BLTouch issue. Hightmap it off while printing:
M584 X0 Y1 Z2 E3 ; set drive mapping
for now change this to
M584 X0 Y1 Z2:4 E3 ; set drive mappingconnect the second z motor to e1 and place the jumpers on the second z connector.
that way you are using 2 motors for now.
-
@Veti okey i only need to change that or do i have to do more suff i am reading that hole article for the frist time now and i am kinda scared to set up everythig new again. I will do a quick backup and give it a try.
-
that changes allows you to use 2 motors for now.
you still need to do the rest later.my guess for now is that you are losing steps because of the 6v dual z setup.
-
okey i am doing a quick first layer print and see what is happening, looking good so far. Nothing exploded.
-
So now i did quite a bit testing and i got a much better result.
Also the true leveling is working now. But i still have too low presure on the left side. I can get a print startet now and it would be working but maby my current is too low now.
-
did you measure the real offset of the probe?
-
yep i startet at x100 y100 and moved to x117 y143 what means that the offset should be -17 and -43
-
okey now i got a new problem, after i restarted the board the hightmap is getting generated but is not used. The motors dosen't correct my print anymore.
-
Can you post your homeall/homez? Where are you probing on the bed to set z0? It looks like you're using a corner rather than the center of the bed.
-
this is my home all
; homeall.g ; called to home all axes ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sat Oct 03 2020 22:18:40 GMT+0200 (Mitteleuropäische Sommerzeit) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-245 Y-285 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-245 Y-285 F360 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X118 Y185 F6000 ; home Z G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioningand this is home z
; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sat Oct 03 2020 22:18:40 GMT+0200 (Mitteleuropäische Sommerzeit) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G90 ; absolute positioning G1 X20 Y55.5 F6000 ; go to first probe point G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning -
@Phaedrux in the home all i am using the middle of my bed
-
do you still have the G29 in the start script?
-
yep right after i home all
M107 ;M190 S45 ;set bed temperature and wait for it to be reached G28 ;Home axis G29 M109 S210 ; M107 ; Turn layer fan off G21 ; Set to metric change to G20 if you want Imperial G90 ; Force coordinates to be absolute relative to the origin G0 X0 Y0 F9000 ; Go to front G0 Z0.15 ; Drop to bed G92 E0 ; zero the extruded length G1 X80 E6 F780.000 ; Extrude filament in a 8cm line G92 E0 ; zero the extruded length G1 E-1 F780.000 ; Retract a little G1 X80 F4000 ; Quickly wipe away from the filament line G1 Z0.3 ; Raise and begin printing. -
while printing use M122 to check if mesh compensation is active