Will a fluctuating extrusion rate cause step errors?
-
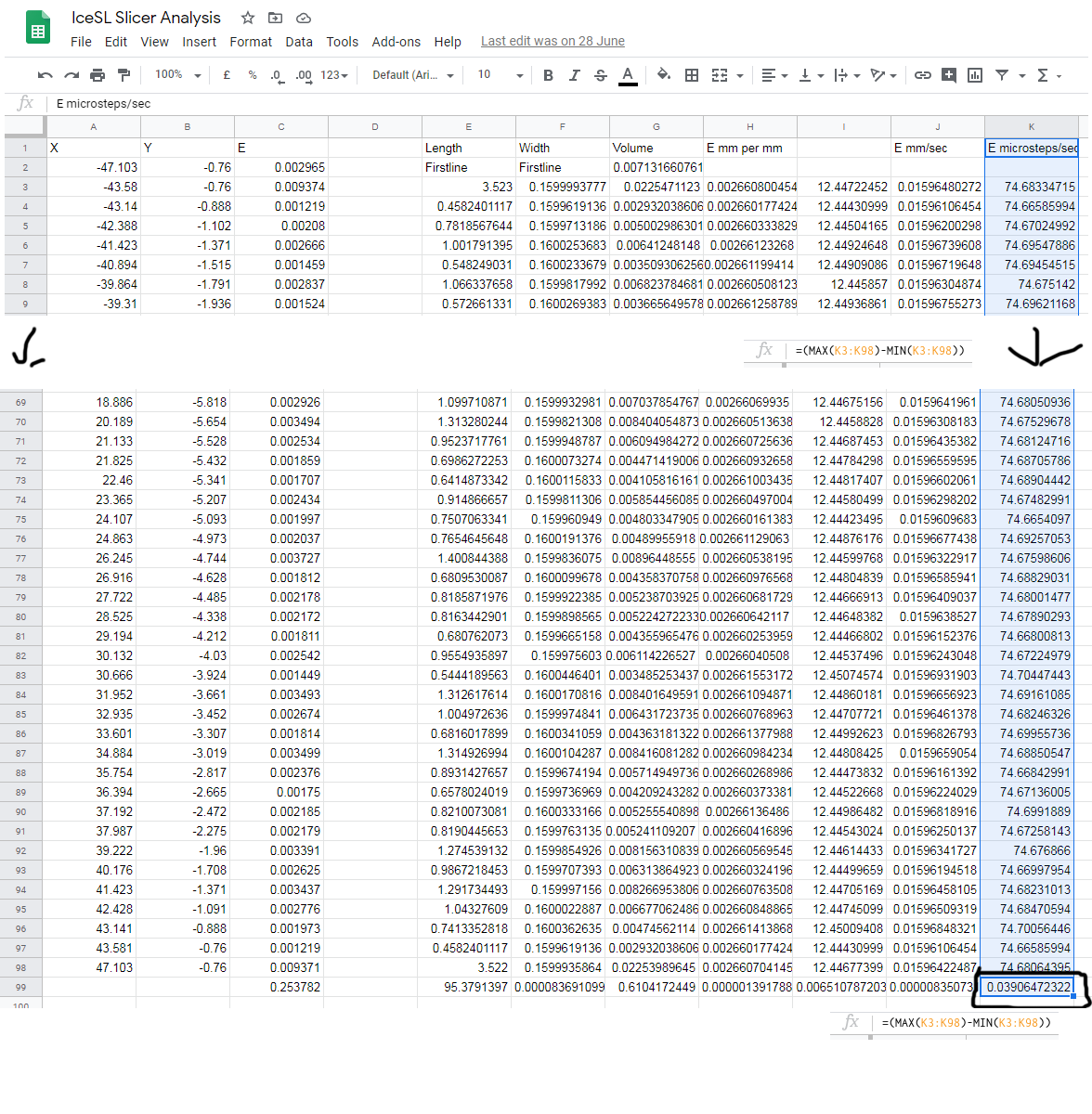
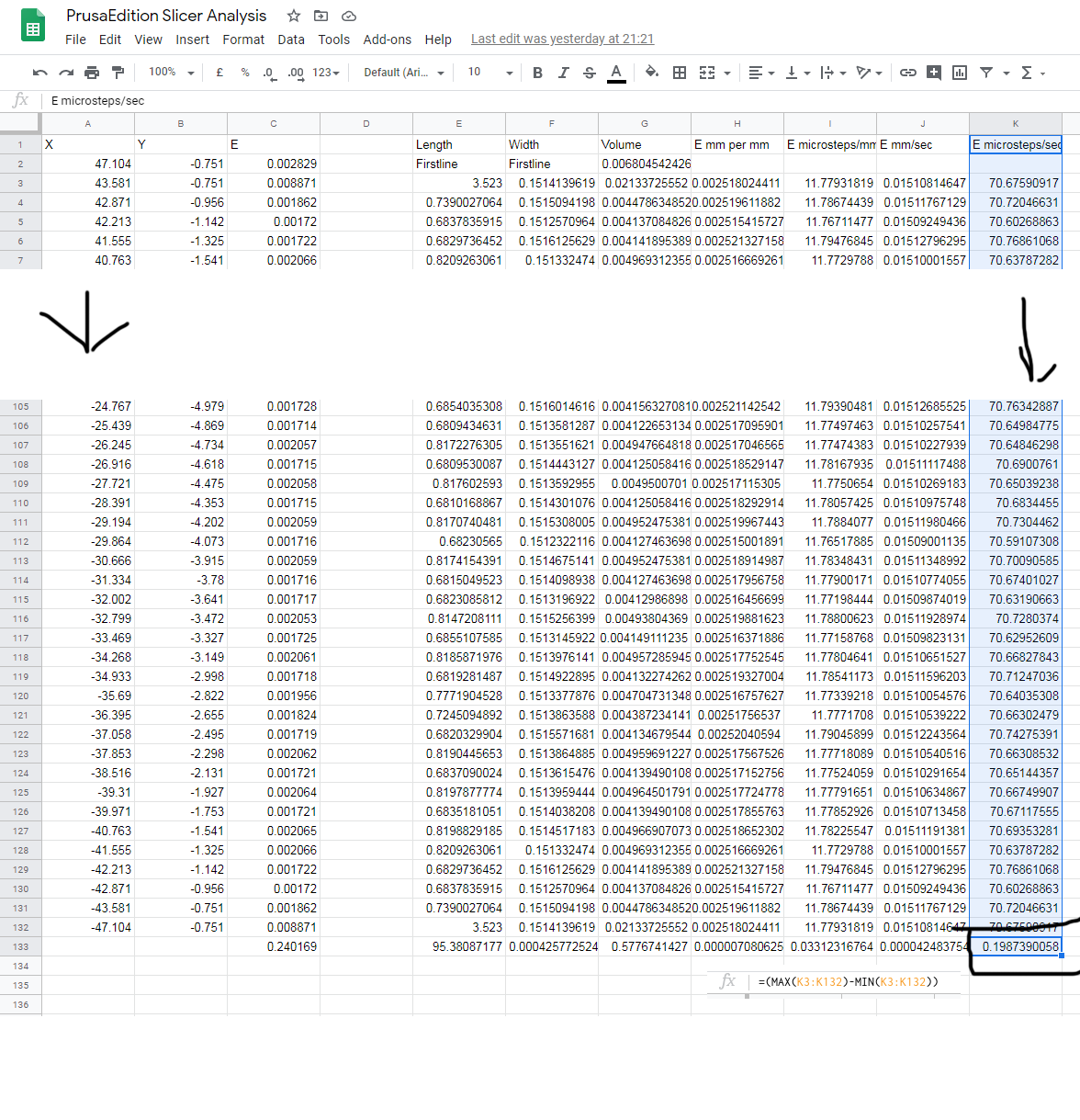
I'm trying to figure out what causes the GCode from IceSL to generate no hiccups, and 1 single unerrun, while the Gcode from PrusaSlicer of the same model, with as-close-as-possible settings, produces many more underruns and a hiccup that I think caused a HUGE blob of filament to extrude into a support tower (which caused the nozzle to hit it and knock the support tower over).
See these analyses of the two slicers:
Might that be my problem? Or, is it more likely related to the actual toolpaths they generate -- perhaps the support structure or infill is generating these underruns/hiccups?
-
Assuming you are printing from SD card, underruns should be rare. It's normal to get one at the end of a print. Otherwise they are normally caused by printing from a PC over USB instead of from SD card, or the GCode model containing a long sequence of very short segments.
Hiccups are usually caused by the product of microstepping and maximum speed being too high.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
I'm printing from SD card. This GCode does have lots of small segments, but only on the perimeters and they are printed at 6-12 mm/s.
The problem areas seem to be the infill or support, which are merely rectilinear with small zig zags.
But actually, now that I think about it, the dense support structures from PrusaSlicer draw loops that conform to the curve of the model. This could be it, since I was printing the supports lightning fast with PA enabled.