Nozzle probes off bed.
-
So going off your math with a 5x5 sample grid using x 220 and y 222 it would look something like this? btw the z height should be 1.235
x220-48 = 172 steps 43
y222-2=220 steps 55G31 P25 x-48 y -2
M557 x 48:220 y 2:222 s43:551 x:48 y:2
2 x:91 y:2
3 x:134 y:2
4 x:177 y:2
5 x:220 y:2
6 x:220 y:57
7 x:177 y:57
8 x:134 y:57
9 x:91 y:57
10 x:48 y:57
11 x:48 y:112
12 x:91 y:112
13 x:134 y:112
14 x:117 y:112
15 x:220 y:112
16 x:220 y:167
17 x:177 y:167
18 x:134 y:167
19 x:91 y:167
20 x:48 y:167
21 x:48 y:222
22 x:91 y:222
23 x:134 y:222
24 x:177 y:222
25 x:220 y:2221 x:48 y:2 2 x:91 y:2 3 x:134 y:2 4 x:177 y:2 5 x:220 y:2
10 x:48 Y:57 9 x:91 y:57 8 x:134 Y57 7 x:177 y:57 6 X:220 y:57
11 x:48 y:112 12 x:91 y:112 13 x:134 y:112 14 x:177 y:112 15 x:220 y:112
20 x:48 y:167 19 x:91 y:167 18 x:134 y:167 17 x:177 y:167 16 x:220 y:167
21 x:48 y:222 22 x:91 y:222 23 x:134 y:222 24 x:177 y:222 25 x:220 y:222
-
btw it's defaulting to the bed.g file
M561 ; clear any bed transform
M98 Pdeployprobe.g ; deploy mechanical Z probe
; Probe the bed at 4 points
G30 P0 X50 Y50 H0 Z-99999 ;G30 P0 X20 Y20 H0 Z-99999
G30 P1 X50 Y185 H0 Z-99999 ;G30 P1 X20 Y215 H0 Z-99999
G30 P2 X185 Y185 H0 Z-99999 ;G30 P2 X215 Y215 H0 Z-99999
G30 P3 X185 Y50 H0 Z-99999 S ;G30 P3 X215 Y20 H0 Z-99999 S
M98 Pretractprobe.g ; retract mechanical Z probeI read somewhere that the machine will not run the m557 file if there's bed.g file present. For note I have the nozzle parking at the very front left corner (facing the machine) after homeall is ran.
-
So I updated the bed.g file and m577 line in config.g but I must be still missing something. The bltouch instead of going to xy of point 1 the hotend moves to the middle of the front (at least y seems right) and starts the auto leveling samples from there. I even moved the starting point in bed.g to the most left of the bed and the nozzle still starts the sampling at around the mid point. For example I have something like G30 P1 X0 Y17 etc but it will not start at here. After Homeall the nozzle parks at the correct spot on the bed that I assigned to it in the g file but will not start at the proper location for the G30 command for bed.g
-
Looks like you should start with reading these:
https://duet3d.dozuki.com/Wiki/Bed_levelling_using_multiple_independent_Z_motors
-
@Borgtribble said in Nozzle probes off bed.:
I read somewhere that the machine will not run the m557 file if there's bed.g file present.
No, that's not the case.
bed.g is a macro that gets called by G32.
Mesh compensation using M577 grid parameters is called by G29.
The two are otherwise unrelated.
-
G30 P1 X0 Y17will send the nozzle to that point, not the probe. so if you have an x probe offset of -2, then it'll be -2 off the bed at that point.
-
@Turbo Thanks for the help! Ok so I narrowed it down to the x offset. When define the probe X-48 then set the mesh for X48:200 it should start at X0 and work across correct. The printer always starts at X48 even with I set X0:200. The only time it will start at X0 is when I have probe offset set to 0 and mesh X0:200.
-
EDIT: completely ignore this. i mightve mixed up my info
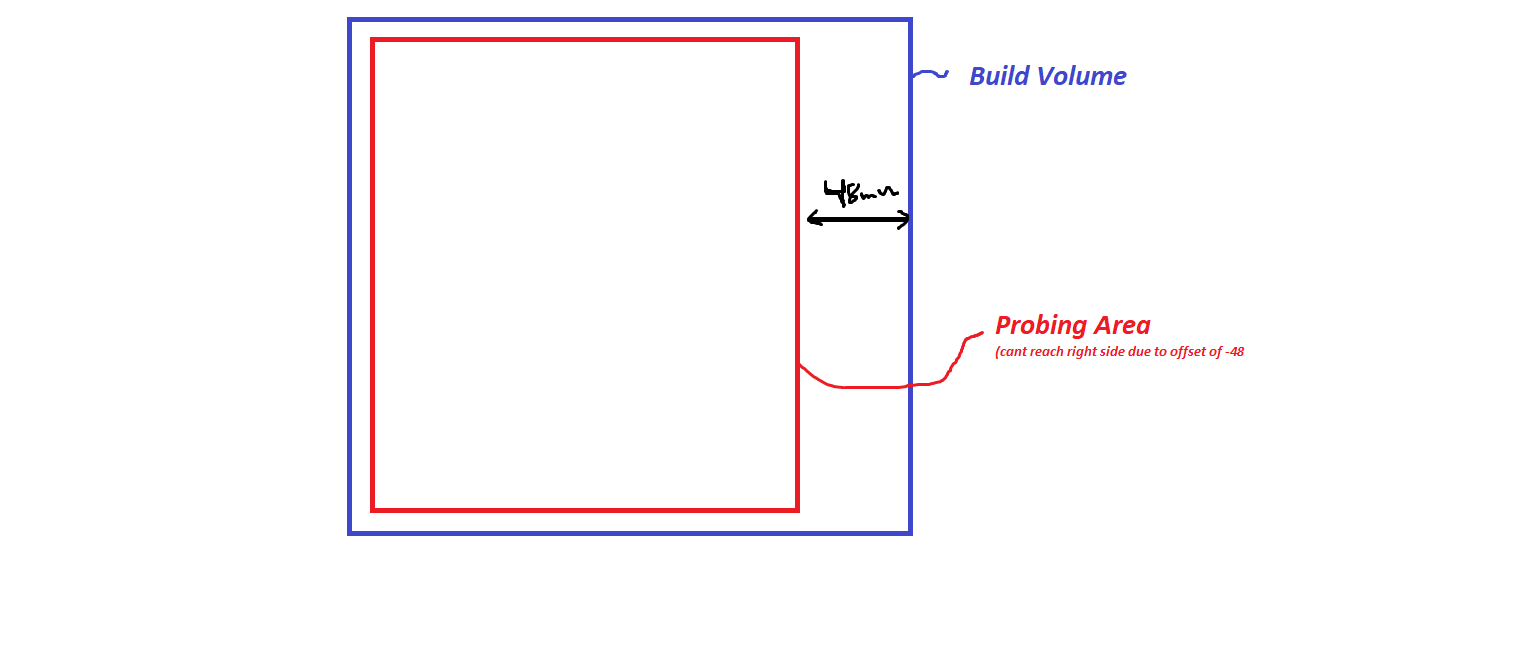
im gonna test some stuff on my printer. for now, whats your bed size?your x offset is -48, so the minimum you can probe is 48 in the x direction. 48:200 should work. this should put the probe where normally the nozzle would be at (0,0). Its always going to start at x=48 even with 0:200 because the probe cant probe anything at where x=0, because that would set the probe 48mm off the bed.
The points are defining where the nozzle will be when it is probing, so while your nozzle is at (48,2), and thats what your GUI says, in reality your probe would be at 0,0, because of its offset to the nozzle.When you say you start it at X0, do you mean probing or Printing? and if youre starting at X0, isnt the probe off the bed? Maybe I'm missing something.
Cant stop tuning wont stop tuning.
Dbot, Custom i3, Voron 0&2 -
@Borgtribble
Yea i got it backwards. From the website (when referring to M557:
"The second form defines the grid for G29 bed probing. For Cartesian printers, specify minimum and maximum X and Y values to probe and the probing interval. For Delta printers, specify the probing radius. If you define both, the probing area will be the intersection of the rectangular area and the circle. There is a firmware-dependent maximum number of probe points supported, which may be as low as 100. "So in your case, if I got it right this time, it would be:
M557 X0:172 Y0:220 S:43:55;Make sure you're using G29 in your slicing settings to do mesh bed leveling.
Cant stop tuning wont stop tuning.
Dbot, Custom i3, Voron 0&2 -
@Turbo bed is 220 220 250 , you can go as high as 235 ish on both x and y.
-
@Turbo The bed pick is perfect if you flip it so the offset volume is on the left when facing it.
-
@Turbo OK my bad, setup calls for a - 48 (which going through the many configurations of petsfang I found this -->>Right BLT...............................X....+48................Y.....-2) which should be positive 48. So by switching the - to a + the machine works with my setup now, just the points are not in a clockwise rotation. (For note I did switch the - to + but I posted here, but at that point I had other issues causing the problems.) SOOOOoooo this is my new offset xy bltouch bedmesh
225-48=177-2(-2 for bedstartpoint)=175/5 =x35
227-2=225-15(-15 for bedstartpoint)=210/5 =y42G31 P25 X+48 Y-2
M557 X2:177 Y15:227 S35:42This will give me a 5x5 which I need to map out in a ccw pattern. What changes do I need to make to my bed.g file? I found this on the forum
""1. A sequence of 3, 4 or 5 G30 commands with coordinates. This is the old way of doing it. You are limited to just 5 points, and you can specify trigger height corrections for those points.
- A G29 command to do mesh leveling. You don't get to choose individual points (just the grid) and you can't specify trigger height corrections. But you can have a lot more points.""
If I'm running 25 point check I need to delete out the old G30 command lines and replace it with a G29?
-
@Turbo ALL FIXED got it working so I'm all good! I'm using G29 in the bed.g and got the first bed mesh mapped out. Currently my resin printer is making a mount to go on the left side. This will allow me to probe more of the bed :). I learned quite a bit since I botched this probe offset, with the new knowledge I plan on make the best bed mesh I can. Again thanks for all the help everyone, and Turbo you did a lot here so I'm going to name my Printer "Turbo" (Hopefully no more issues from here!)
-
Glad you got it! Its really weird at first, but it makes a lot of sense when it clicks ya know. If youve got any more issues lemme know
-
@Turbo Thanks, I'm hoping with the touch mounted on the left I can get most of the bed mapped out. (Since the probe can move more to right of the hotbed)
-
Can anybody explain how to do the above when you’re bed origin is at the Centre?
I’m using a induction sensor with a special print bed top. My printer is an Ender 5 pro, with a duet 2 maestro board.
My probe offset is -60(x) and -12(y).
What’s the formula you should use to figure out what to program your settings to so my probe doesn’t go off the bed?
Thank you so much for your hell with this!
-
@Damien it should be very much the same since it's still just a cartesian X Y coordinate system. The only difference with having 0,0 in the center is that the low ends will be negative.
What are your M208 limits?
-
@Phaedrux right now it’s
M208 X-110 Y-110 Z0 S1
M208 X110 Y85(Due to the HeroMe Gen5 duct installed) Z300 S0 -
I was thinking of putting together an Excel Spreadsheet and sharing it so it figures out min/max values automatically.
Thank you for your help, by the way!

-
Alright, so the M557 would as far as you want on the low side because your probe offsets are to the low side, and on the high side it would only be able to reach as far as x110 - x60 and Y85 - y12