Bowden tube disconnecting
-
I'm struggling with bowden tubes on my anycubic predator. The tube goes between a smart effector with a .3mm nozzle and the original tube clip and a bondtech BMG extruder. I've done the bondtech both ways after reading that feeding upward(backward) has a tighter hold.
What steps do I need to do to eliminate this problem?
I've tried raising the temperature I print at enough times that I got to the point where PLA was creeping up the heat break and making it worse.I'm using capricorn tubing if that matters.
Thank you
blog: https://deltahedron.net
-
@oryhara said in Bowden tube disconnecting:
I'm using capricorn tubing if that matters.
if your filament accuracy is off this could cause increased resistance in the capricorn tube resulting in the tube beeing pushed out.
if this has happend a few times, the coupling could be damage because of this.
i would suggest you try with a normal ptfe tube for comparison.
-
@oryhara, is the collet clip in place?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
I had this issue for years. If I printed above average volumes the standard collet would pop out on the hot end side.
https://forum.duet3d.com/topic/11506/better-bowden-clips check out this post, it shows what I came up with and I have upgraded this "double clip" mechanism since.
https://a360.co/2PH3vNl this makes it a bit simpler now and has worked great so far.
-
@oryhara I had the same problem with Capricorn tubing. When I measured the diameter of the tube, although it was very close to what it should be, IIRC it was about 0.1 to 0.2mm smaller than "standard" PTFE tubing which was slightly over size. So the collets didn't grip it very well, regardless of whether I had clips fitted or not. I did print some thicker clips which helped a bit but didn't completely cure the problem. My solution was to go back to cheap "no name" tubing.
-
@dc42 Yes. collet clip in place on both ends.
And I'll try with a fresh clip. I cut the tube down to get a fresh end every time it strips out but I didn't think to try replacing the clip.
I also tapped a spare groovemount adapter to M10x1.0 thread so I can try one of those industrial tube fittings vs the little brass clip ones.
And I'll try a nylon cold pull in case my hotend is clogged.
Last time I did a test extrusion, I noticed it seem to pull to one side vs going straight out, which I have also noticed in a partially-clogged hot-end.
Could be coincidence, but every time I notice that: it doesn't do it again after a cold pull, and a cold pull is not going to hurt anything.Thank you all for the help. I'll report back after I try these things.
I can't even get through the autodesk printer evaluation print file, which this machine churned out with no problem right out of the box. I hate to think that upgrading to the bondtech and smart effector would impair the function of it.
I want to show it before/after the 'upgrades' and see if the score is better. But so far it won't even finish! lol -
@sungod3k how does that fusion360 part work? I can open and view it, but I don't understand its use.
-
for reference: I'm losing the tube only at the bondtech extruder. It has so far never slipped out from the hotend.
-
Currently:
I designed a "direct mount" for the smart effector, based on something similar I saw.
Still using the collet and clip on the hotend itself, but the extruder is bolted to a 3d printed 'stalk' that goes down to the hotend, but keeps the extruder itself high enough up to clear the delta rods. I have aviaton wire connected to the 3 extra holes in the smart effector PCB, and that holds the housing a set distance from the effector. The flying extruder springs are also connected to it and hold the extruder body up.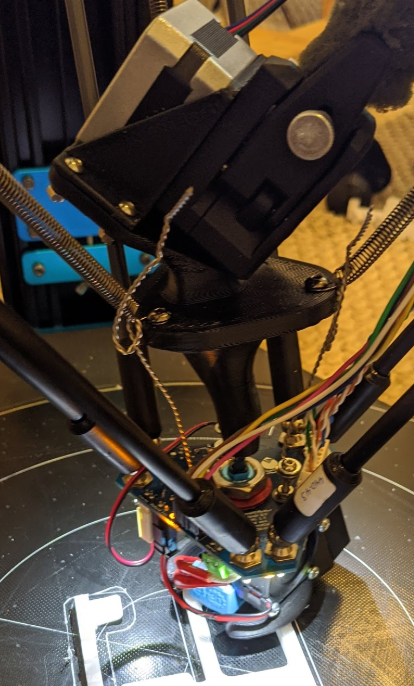
In case anyone wants it: that is the part i'm using. So far its working. I'm not sure if its mounted on my mirrored bondtech or the regular one. idk which is which. I pulled one of each off another printer for this.
SmartEffector DirectMount_3.STLIn order to slip the bowden tube, it would have to push it down and out of that centimeter-long gap between the mount and the hotend itself. As I said, the hotend side has never slipped.
-
I got through the ksr_fdmtest_v4 successfully. So I'm gonna keep using this mostly-direct setup.
Now to adjust it for the areas where it failed the test. Thank you all for your help.
Any suggestions on other test and tune models lmk.
-
I see, then its a bit easier. you can design a part that replaces the groovemount on the underside of the extruder and allows you to use a bigger pneumatic connector. i might have a part like this, ill look it up later.
looking at your pic, might it be possible that the bowden yanks out of the coupler because the force on the little piece of bowden tube is too much? i have ca 8cm of bowdentube above my hotend, to give the heavy extruder more space to swing.
also why is the extruder angled 45deg? doesnt that cause a kink in the filament path?
-
found it https://a360.co/2Cea3uO
you only need the top part, it should fit the standart groovemount.
its sized for an m10 pneumatic adapter and you need to buy one that is big enough on the inside to let the bowden tube reach completly through the adaptor.
im interested in you flying extruder, do you have more pics?
-
It needs some refinement. The M3 bolts holding the safety wire to the effector keep rattling loose. I need some kind of nylock nut on there i guess.
And I'm now getting stripping of filament in the bondtech extruder. Also it is very hot, after i reduced the current from 1.0, which was jay's setting, to .8 after noticing heat in the extruder motor before.
I think maybe its this PLA. 190 is the minimum reccomended temp, and that is what i'm doing it at.
even reducing print speed to 60% its having issues.
I'm going to try reducing my retraction speed next, following the simplify3d troubleshooting document.Here is a design picture of my extruder mount:
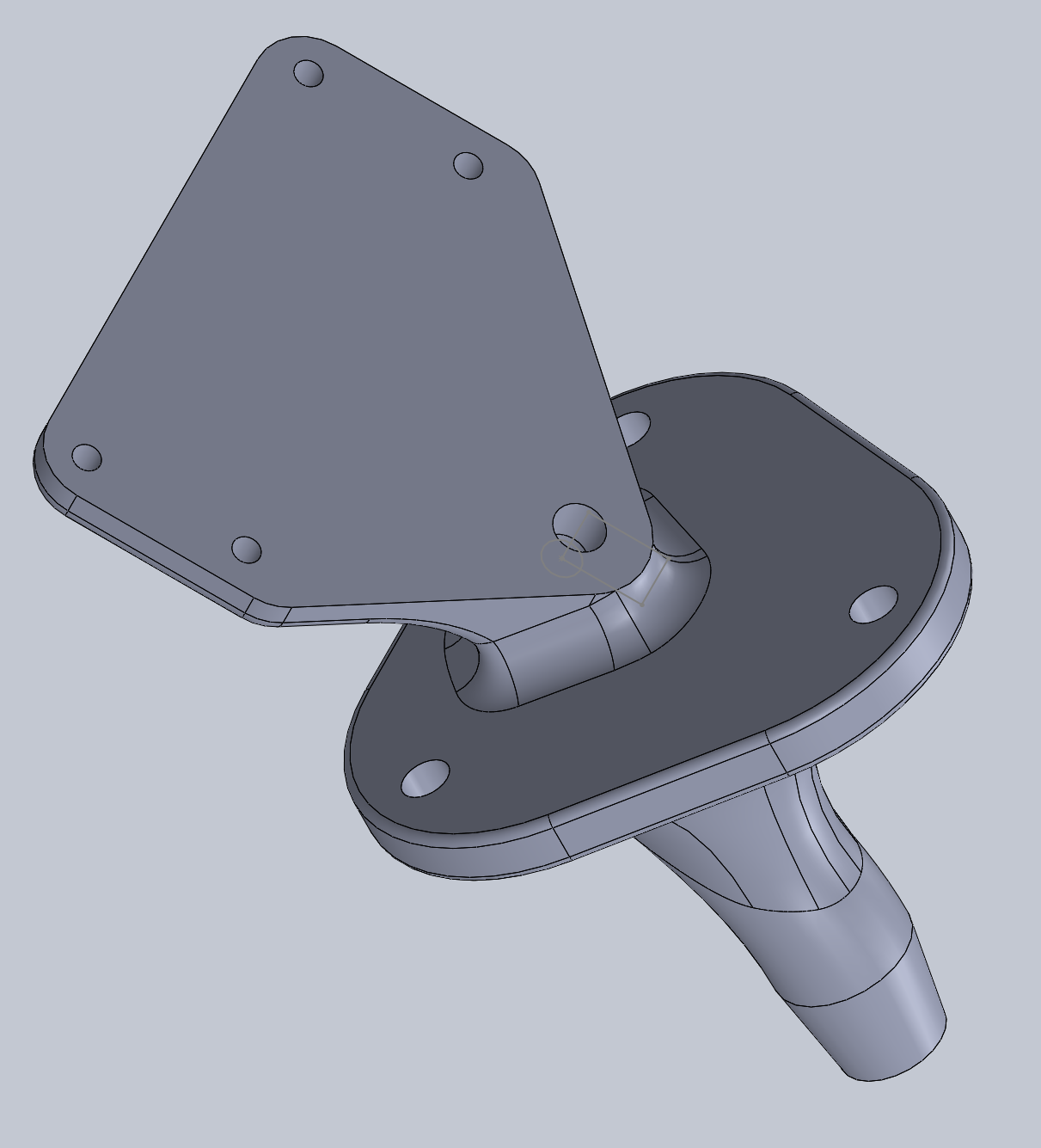
I should have designed a groovemount flange on it, and used a design that fits between the NEMA17 and the extruder body, rather than mount this to a mounting bracket.
The bondtech extruder is small enough that it can fit on here sitting flat instead of cocked up at 45 degrees. I bet taking the bend out of the tubing like this has would help it feed better.I've got a groovemount tapped to M10x 1.0 to take a 10mm pneumatic fitting. I'll try that if this direct mount doesn't work.
blog: https://deltahedron.net
-
@oryhara said in Bowden tube disconnecting:
I've got a groovemount tapped to M10x 1.0 to take a 10mm pneumatic fitting. I'll try that if this direct mount doesn't work.
I had a similar problem, with the built-in pneumatic clips eventually stripping themselves out! I ended up printing a very short groovemount adaptor with an M10 thread, and put a brass M10x1mm thread 4mm OD pneumatic push fit connector in it (it's what I had available, one with a blue plastic push fit part, no collet), which holds the tube much better, and the brass part of the connector is up against the extruder body. I based it on this: https://www.thingiverse.com/thing:2611925
My stl attached.
groove-mount-bowden V2 BMG M10.stlIan
-
So I switched to the industrial pneumatic fitting in the groovemount, and even went back to my no-name bowden tube, which I measured as less than the capricorn at 3.86. Capricort was 3.97 outer diameter. It held at the extruder end.
Did not hold at the hotend.I'm going to try and find a way to get a pneumatic fitting at the hotend side.
Does anyone know the thread pitch of the M12 nut on the smart effector?
blog: https://deltahedron.net
-
@oryhara said in Bowden tube disconnecting:
Does anyone know the thread pitch of the M12 nut on the smart effector?
see
https://forum.duet3d.com/topic/12670/where-can-i-get-a-new-heatsink/2 -
Thank you. I was just coming back here to say that I found that.
Y'all are very helpful on this forum. Fantastic, really.
-
so this:
https://www.mcmaster.com/98434a683
should allow connection of a M10x1.0 pneumatic fitting to the threaded E3d hotend, and enable tightening of the hotend to the smart effector. Because it has a hex-shaped body, it can be tightened like a nut.Sadly shipping is 1-3 weeks, so It may be some time before I can report on how well it worked.
-
I'll tell you what I love about mcmaster, as long as we're on the subject...
They have CAD models for every(almost) part in their catalog. Highly detailed, with properly-modeled threads. So it might be 1-3 weeks before the stainless steel part shows up. But I can print a copy of it today.
Minor alteration to make it as wide as a standard M12 nut(19mm). and give it a center hole big enough for 4mm tubing. SmartEffectorPneumaticConnectorHeatsinkAdapter.STL
-
I just had an apostrophe[sic]
I have been using the anycubic predator default print settings, changing 1 or 2 settings at a time to try and sort this mess out.
it's doing 5mm retraction(anycubic default). Way more than I need with any these extruder setups. But the anycubic knockoff hotend had a different heat break than the V6 in there now. I bet I'm getting PLA melt up past the heat break with that much retraction. And then of course it cools and sticks to the sides and then jams. duh.
Now i feel very silly for going through all this much unnecessary work.