quality issues with Ender 3 and Duet Wifi
-
Hi,
Got since couple of months a Ender 3 with a Duet Wifi board.
Because i'm new with 3D printing things are going up and down.All the months strugling with print quality, a friend of my got a Ender 3 with SKR 1.3 printer and that quality is a big difference with the quality what i got with a genuine Duet Wifi board which is much more expensiver.
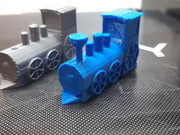
Grey train printed with Duet Wifi board. Blue Train with a 36$ SKR 1.3 with TMC2208 drivers
Do you guys have some tips to get my prints better?
We used the same gcode on both the printers.You will find my Ender 3 Duet Wifi config on my Github page
My Github PageBig thanks!
-
Hi,
Rest assured the Duet is not the problem.
But you configuration may be.
You can post you config files right here.
Are the two prints made with the same material, aside from color?
Frederick
-
@fcwilt i know it's not a issue with Duet Wifi.. but i need some help
") Yes, all prints are the same PLA with 200 degrees C only other color. My whole config is located on my Github page
Yes, all prints are the same PLA with 200 degrees C only other color. My whole config is located on my Github pageMy firmware version is: 2.03 (2019-06-13b2)
Also posting here my config.g
; Configuration file for Duet WiFi (2.03 (2019-06-13b2)) ; executed by the firmware on start-up ; ; General preferences G21 ; Work in millimetres G90 ; Send absolute coordinates... ; M83 ; ...but relative extruder moves M555 P1 ; Set firmware compatibility to look like RepRapFirmware ; Network M550 Pe3 ; Set machine name M552 S1 ; Enable network M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet ; Drives M569 P0 S1 ; Drive 0 (X) goes forward M569 P1 S1 ; Drive 1 (Y) goes backwards M569 P2 S0 ; Drive 2 (Z) goes backwards M569 P3 S1 ; Drive 3 (E) goes forwards M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation M92 X80.48 Y80 Z402.81 E530 ; Set steps per mm M566 X1000 Y1000 Z100 E30000 ; Set maximum instantaneous speed changes (mm/min) M203 X6000 Y6000 Z500 E1500 ; Set maximum speeds (mm/min) M201 X300 Y300 Z100 E5000 ; Set accelerations (mm/s^2) was 500 you changed it to 300 for stall guard M906 X500 Y500 Z500 E1000 I30 ; Set motor currents (mA) and motor idle factor in per cent M84 S300 ; Set idle timeout T0 M208 X-5.5 Y-10 Z0 S1 ; Set axis minima M208 X258.5 Y246 Z260 S0 ; Set axis maxima ; Endstops M574 X1 Y1 S3 ; Set endstops controlled by motor l M915 X Y S1 R3 F0 ; set X and Y to sensitivity 1, when stall home XY and resume print, unfiltered so it does not takes 4 steps to figure out it has stalled. ; Z-Probe M574 Z1 S2 ; Set endstops controlled by probe M307 H3 A-1 C-1 D-1 ; Disable heater on PWM channel for BLTouch M307 H4 A-1 C-1 D-1 ; Disable heater on PWM channel for BLTouch M558 P9 H5 F200 R0.2 T6000 A5 B1 ; G31 - Sets Z probe trigger value, offset and trigger height ; higher Z parameter pushes the first layer into the bed ; lower Z-parameter lifts it up ; G31 P500 X-42 Y-5 Z1.80 ; Set Z probe trigger value, offset and trigger height G31 P500 X-42 Y-5 Z1.82 ; Set Z probe trigger value, offset and trigger height M557 X50:185 Y50:185 S65 ; Define mesh grid M557 X20:215 Y20:215 S65 M375 ; Load height map from file (same as G29 S1) ; Heaters ; M305 P0 T97700 B4619 C9.743561e-8 R2200 ; M305 P1 T97700 B4619 C9.743561e-8 R2200 M305 P0 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 0 M143 H0 S120 ; Set temperature limit for heater 0 to 120C M305 P1 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 1 M143 H1 S280 ; Set temperature limit for heater 1 to 280C ; config-override heeft nu onderstaande setting ; M307 H1 A544.1 C154.1 D6.6 S1.00 V24.7 B0 ; Heate 1 PID Tuning ; Fans M106 P1 T45 H1 ; Fan 1 Heater 1 ; Tools M563 P0 D0 H1 ; Define tool 0 ; M563 P0 D0 H1 F2 ; tool 0 uses extruder 0,heater 1 and fan 2 G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C ; Other settings G29 S1 ; Enable automatic bed mesh compensation M106 P2 S0 I0 H-1 C"Led" ; Enable LED Control ; M572 D0 S0.4 ; Enable pressure-advance of 0.15 seconds ; M207 S4.0 F2400 Z0.075 ; Enable firmware retraction ; Miscellaneous M501 ; Load saved parameters from non-volatile memory -
530 steps/mm for your extruder, that isn't the stock extruder. Which one are you using?
Also just set x and y to 80 and z to 400.
Also I believe jerk is too high, start with 480 on x and y. -
@bartolomeus Got a BMG Clone extruder.. when i do a steps calibration 530 it's the numer what it takes to get 100 MM filement out of it. If i ask for 100 MM
The steps for z and y are changed to get a calibration cube of almost 20x20x20
-
@WilcoE If the cube is out of dimension, and e steps are correct, you should calibrate flow. Don't change x,y,z steps.
Your bmg is a clone, is the Duet a clone as well?
-
@bartolomeus ok, changed jerk settings and the y and z steps
-
@bartolomeus said in quality issues with Ender 3 and Duet Wifi:
@WilcoE If the cube is out of dimension, and e steps are correct, you should calibrate flow. Don't change x,y,z steps.
Your bmg is a clone, is the Duet a clone as well?
No thats a genuine Duet Board.
-
@WilcoE ok, one thing at a time
-
@bartolomeus ok thanks for fast answers, will make some test prints. Need some time for that, it's here already midnight
-
@WilcoE said in quality issues with Ender 3 and Duet Wifi:
@bartolomeus Got a BMG Clone extruder.. when i do a steps calibration 530 it's the numer what it takes to get 100 MM filement out of it. If i ask for 100 MM
The steps for z and y are changed to get a calibration cube of almost 20x20x20
Did you calibrate the extruder with or without the hotend connected?
-
@jay_s_uk said in quality issues with Ender 3 and Duet Wifi:
@WilcoE said in quality issues with Ender 3 and Duet Wifi:
@bartolomeus Got a BMG Clone extruder.. when i do a steps calibration 530 it's the numer what it takes to get 100 MM filement out of it. If i ask for 100 MM
The steps for z and y are changed to get a calibration cube of almost 20x20x20
Did you calibrate the extruder with or without the hotend connected?
With hotend connected. Measured the filament which goes in
-
@WilcoE hier ook
-
@bartolomeus said in quality issues with Ender 3 and Duet Wifi:
@WilcoE hier ook
haha, post morgen weer
Will post tomorrow more info and pictures from process -
@WilcoE said in quality issues with Ender 3 and Duet Wifi:
@jay_s_uk said in quality issues with Ender 3 and Duet Wifi:
@WilcoE said in quality issues with Ender 3 and Duet Wifi:
@bartolomeus Got a BMG Clone extruder.. when i do a steps calibration 530 it's the numer what it takes to get 100 MM filement out of it. If i ask for 100 MM
The steps for z and y are changed to get a calibration cube of almost 20x20x20
Did you calibrate the extruder with or without the hotend connected?
With hotend connected. Measured the filament which goes in
Well thats one issue right there. Extruder calibration is to be carried out with no hotend connected. Back pressure, the speed you feed the filament in, any flexibility if its bowden fed etc all affect the number of steps required.
As its a BMG clone, I suggest changing your steps to 415 and sticking with it. -
@jay_s_uk said in quality issues with Ender 3 and Duet Wifi:
Well thats one issue right there. Extruder calibration is to be carried out with no hotend connected.
Where did you read that???
I have never seen or read anything that says the hotend should NOT be connected.
Thanks.
Frederick
-
@fcwilt said in quality issues with Ender 3 and Duet Wifi:
@jay_s_uk said in quality issues with Ender 3 and Duet Wifi:
Well thats one issue right there. Extruder calibration is to be carried out with no hotend connected.
Where did you read that???
I have never seen or read anything that says the hotend should NOT be connected.
Thanks.
Frederick
It's the best way to ensure back pressure doesn't affect the calculation. Otherwise you'd have to extrude really slowly which would take forever.
He probably calibrated at 5mm/s and we know the affects that can have on the amount of filament fed in otherwise we couldn't have linear advance
Owns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
Another thing, looks like you used the wrong thermistor values. Ender 3 uses this setting in Marlin: "100k thermistor - best choice for EPCOS 100k (4.7k pullup)". If you chose this thermistor in the reprapconfigurator you get these values:
M305 P0 T100000 B4092 R4700 ; set thermistor + ADC parameters for heater 0
M305 P1 T100000 B4092 R4700 ; set thermistor + ADC parameters for heater 1After changing these values, re-tune your PID for bed & hotend.
-
@jay_s_uk said in quality issues with Ender 3 and Duet Wifi:
It's the best way to ensure back pressure doesn't affect the calculation. Otherwise you'd have to extrude really slowly which would take forever.
You didn't really answer my question.
I checked on a number of different sites and haven't found one (yet) that says to remove the hotend.
All of them said that is was necessary to test calibration under normal operating conditions since those are the conditions that would exist during printing.
Thanks.
Frederick
-
@fcwilt My take on it is that in any system which comprises several objects, one should always calibrate each individual object on a stand alone basis. That gives a baseline against which adjustments to the system as a whole can be made to obtain the desired result or effect. So in the case of our extrusion system, we have several objects which come together to make up the whole. What we commonly refer to as the extruder is one object and what we commonly refer to as the hot end is another (so too is the thermistor). The problem with calibrating the extruder and changing the steps per mm to obtain a certain amount of filament movement with the hot end fitted, is that we are then making adjustments to one object within a system in order to obtain a certain result for the system as whole. And we know that things like hot end temperature will affect the viscosity of the filament which will affect the resistance that is imparted on the extruder. As will the speed at which we try to push through the filament and as will the nozzle diameter too. So if one used the steps per for the extruder, at a certain temperature, with certain size nozzle, to calibrate the system as whole, then that calibration will not be accurate for other hot end temperatures, filament speeds, or nozzle sizes. But if we calibrate the steps per mm for the extruder without the hot end, then we eliminate the other variables. If then we find that the system as whole is either over or under extruding, we can simply use the extrusion multiplier or use non-linear extrusion to change the characteristics of the system as whole, to compensate for differences which might be due to nozzle size, temperature, flow rate etc...