CR-10S5 Firmware
-
Cura has the option for having the first couple layers after the first layer slowly ramping up to full speed. Have you done a full print yet to see if it speeds up? It also has a minimum layer time option which will slow down the print speed to allow for extra cooling time.
Would it be possible for you to export your cura print settings so we could see the full settings?
Do you have another slicer configured to test against? PrusaSlicer perhaps?
-
@Phaedrux Part of a print, no where near the time of completion it was supposed to be. Sure, here is the Print Settings. I don't have another slicer. Big Rips. Also my cura dosent seem to want to work anymore. It wont launch and I have to reinstall it everytime in order to launch it. I have done a complete un-install as well and this still persists. I keep my congfig files saved.
-
first of disable tree support. you dont need that for benchy
your inner wall settings is 20mm/sec
;TYPE:WALL-INNER
G1 F1200 X252.085 Y243.08 E0.9276 -
@Gost101 said in CR-10S5 Firmware:
It wont launch and I have to reinstall it everytime in order to launch it.
If you're on windows you will need to go to %appdata% and rename the cura folder there and then reinstall cura. You may need to re-create your printer and print settings, but it should work properly afterwards.
-
;SETTING_3 {"extruder_quality": ["[general]\nversion = 4\nname = Super Quality
;SETTING_3 #2\ndefinition = creality_cr10s5\n\n[metadata]\nquality_type = s
;SETTING_3 uper\ntype = quality_changes\nposition = 0\nintent_category = defa
;SETTING_3 ult\nsetting_version = 10\n\n[values]\nbuild_volume_temperature =
;SETTING_3 10\ncoasting_enable = True\ncoasting_volume = 0.4\ndefault_materi
;SETTING_3 al_print_temperature = 210\nfill_outline_gaps = True\ninfill_multip
;SETTING_3 lier = 1\ninfill_overlap = 0\ninfill_pattern = triangles\ninfill_s
;SETTING_3 parse_density = 5\nironing_enabled = True\nlimit_support_retraction
;SETTING_3 s = False\nmaterial_final_print_temperature = 210\nmaterial_initial
;SETTING_3 print_temperature = 210\noptimize_wall_printing_order = True\nretr
;SETTING_3 act_at_layer_change = True\nretraction_amount = 10\nretraction_coun
;SETTING_3 t_max = 0\nretraction_extra_prime_amount = 0\nretraction_extrusion
;SETTING_3 window = 3\nretraction_hop_enabled = True\nretraction_min_travel =
;SETTING_3 0.7\nretraction_prime_speed = 1\nroofing_layer_count = 3\nspeed_pr
;SETTING_3 int = 100\nsupport_angle = 80\nsupport_infill_rate = 5\nsupport_in
;SETTING_3 terface_density = 15\nsupport_interface_height = 1\nsupport_interfa
;SETTING_3 ce_pattern = zigzag\nsupport_interface_skip_height = 1\nsupport_lin
;SETTING_3 e_distance = 5\nsupport_use_towers = True\nswitch_extruder_retracti
;SETTING_3 on_amount = 0\nswitch_extruder_retraction_speeds = 40\ntop_bottom_t
;SETTING_3 hickness = 3\nz_seam_corner = z_seam_corner_inner\nz_seam_type = sh
;SETTING_3 arpest_corner\nzig_zaggify_infill = True\n\n"], "global_quality":
;SETTING_3 "[general]\nversion = 4\nname = Super Quality #2\ndefinition = cre
;SETTING_3 ality_cr10s5\n\n[metadata]\nquality_type = super\ntype = quality_
;SETTING_3 changes\nintent_category = default\nsetting_version = 10\n\n[valu
;SETTING_3 es]\nacceleration_enabled = False\nadhesion_type = raft\ndefault_m
;SETTING_3 aterial_bed_temperature = 50\nflow_rate_extrusion_offset_factor = 95
;SETTING_3 \nflow_rate_max_extrusion_offset = 5\nretraction_combing = off\nsu
;SETTING_3 pport_enable = True\nsupport_type = buildplate\n\n"}retraction_hop_enabled = True
you might want to disable that. -
-
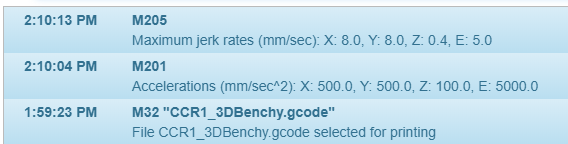
while printing please post the output of the commands M201 till M205
-
@Veti Ill try disabling z retraction.
-
@Veti said in CR-10S5 Firmware:
while printing please post the output of the commands M201 till M205
How does one do that?
-
-
@Gost101
in DWC go to console and issue the commands under send commands -
-
did you turn on adaptive layers?
-
@Veti Should I? Also here is the M201 and M205 command posts:
-
@Gost101 no don't turn on adaptive layers.
Your speeds are still being limited. Did you send these m201 etc commands after a reboot of the duet?
-
-
-
It probably just looks like pausing because the speeds are so low.
If you run a gcode file that has the slow settings from Cura it will remain in effect until you restart the duet and the proper settings get loaded from config.g
-
Now its printing fast, but its printing as if its on crack, so. Here is a video of it: Printer on Electric Crack
-