CR-10S5 Firmware
-
;SETTING_3 {"extruder_quality": ["[general]\nversion = 4\nname = Super Quality
;SETTING_3 #2\ndefinition = creality_cr10s5\n\n[metadata]\nquality_type = s
;SETTING_3 uper\ntype = quality_changes\nposition = 0\nintent_category = defa
;SETTING_3 ult\nsetting_version = 10\n\n[values]\nbuild_volume_temperature =
;SETTING_3 10\ncoasting_enable = True\ncoasting_volume = 0.4\ndefault_materi
;SETTING_3 al_print_temperature = 210\nfill_outline_gaps = True\ninfill_multip
;SETTING_3 lier = 1\ninfill_overlap = 0\ninfill_pattern = triangles\ninfill_s
;SETTING_3 parse_density = 5\nironing_enabled = True\nlimit_support_retraction
;SETTING_3 s = False\nmaterial_final_print_temperature = 210\nmaterial_initial
;SETTING_3 print_temperature = 210\noptimize_wall_printing_order = True\nretr
;SETTING_3 act_at_layer_change = True\nretraction_amount = 10\nretraction_coun
;SETTING_3 t_max = 0\nretraction_extra_prime_amount = 0\nretraction_extrusion
;SETTING_3 window = 3\nretraction_hop_enabled = True\nretraction_min_travel =
;SETTING_3 0.7\nretraction_prime_speed = 1\nroofing_layer_count = 3\nspeed_pr
;SETTING_3 int = 100\nsupport_angle = 80\nsupport_infill_rate = 5\nsupport_in
;SETTING_3 terface_density = 15\nsupport_interface_height = 1\nsupport_interfa
;SETTING_3 ce_pattern = zigzag\nsupport_interface_skip_height = 1\nsupport_lin
;SETTING_3 e_distance = 5\nsupport_use_towers = True\nswitch_extruder_retracti
;SETTING_3 on_amount = 0\nswitch_extruder_retraction_speeds = 40\ntop_bottom_t
;SETTING_3 hickness = 3\nz_seam_corner = z_seam_corner_inner\nz_seam_type = sh
;SETTING_3 arpest_corner\nzig_zaggify_infill = True\n\n"], "global_quality":
;SETTING_3 "[general]\nversion = 4\nname = Super Quality #2\ndefinition = cre
;SETTING_3 ality_cr10s5\n\n[metadata]\nquality_type = super\ntype = quality_
;SETTING_3 changes\nintent_category = default\nsetting_version = 10\n\n[valu
;SETTING_3 es]\nacceleration_enabled = False\nadhesion_type = raft\ndefault_m
;SETTING_3 aterial_bed_temperature = 50\nflow_rate_extrusion_offset_factor = 95
;SETTING_3 \nflow_rate_max_extrusion_offset = 5\nretraction_combing = off\nsu
;SETTING_3 pport_enable = True\nsupport_type = buildplate\n\n"}retraction_hop_enabled = True
you might want to disable that. -
-
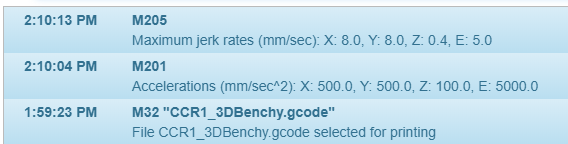
while printing please post the output of the commands M201 till M205
-
@Veti Ill try disabling z retraction.
-
@Veti said in CR-10S5 Firmware:
while printing please post the output of the commands M201 till M205
How does one do that?
-
-
@Gost101
in DWC go to console and issue the commands under send commands -
-
did you turn on adaptive layers?
-
@Veti Should I? Also here is the M201 and M205 command posts:
-
@Gost101 no don't turn on adaptive layers.
Your speeds are still being limited. Did you send these m201 etc commands after a reboot of the duet?
-
-
-
It probably just looks like pausing because the speeds are so low.
If you run a gcode file that has the slow settings from Cura it will remain in effect until you restart the duet and the proper settings get loaded from config.g
-
Now its printing fast, but its printing as if its on crack, so. Here is a video of it: Printer on Electric Crack
-
-
Here is the benchy it took almost 5 hours. But the printer is almost perfect. I will upload all of my files after further testing.

-
what about your adaptive layer settings?
-
@Veti
Adaptive layers were never enabled. -
Here is the profile I'm currently using: Cura Profile