3D GCode Viewer integrated with DWC
-
*is printing a multi part file...
One of the parts as apparently on a blob of oil or some nonsense, is going to fail and probably ruin the whole print.
Pause print. Sigh.
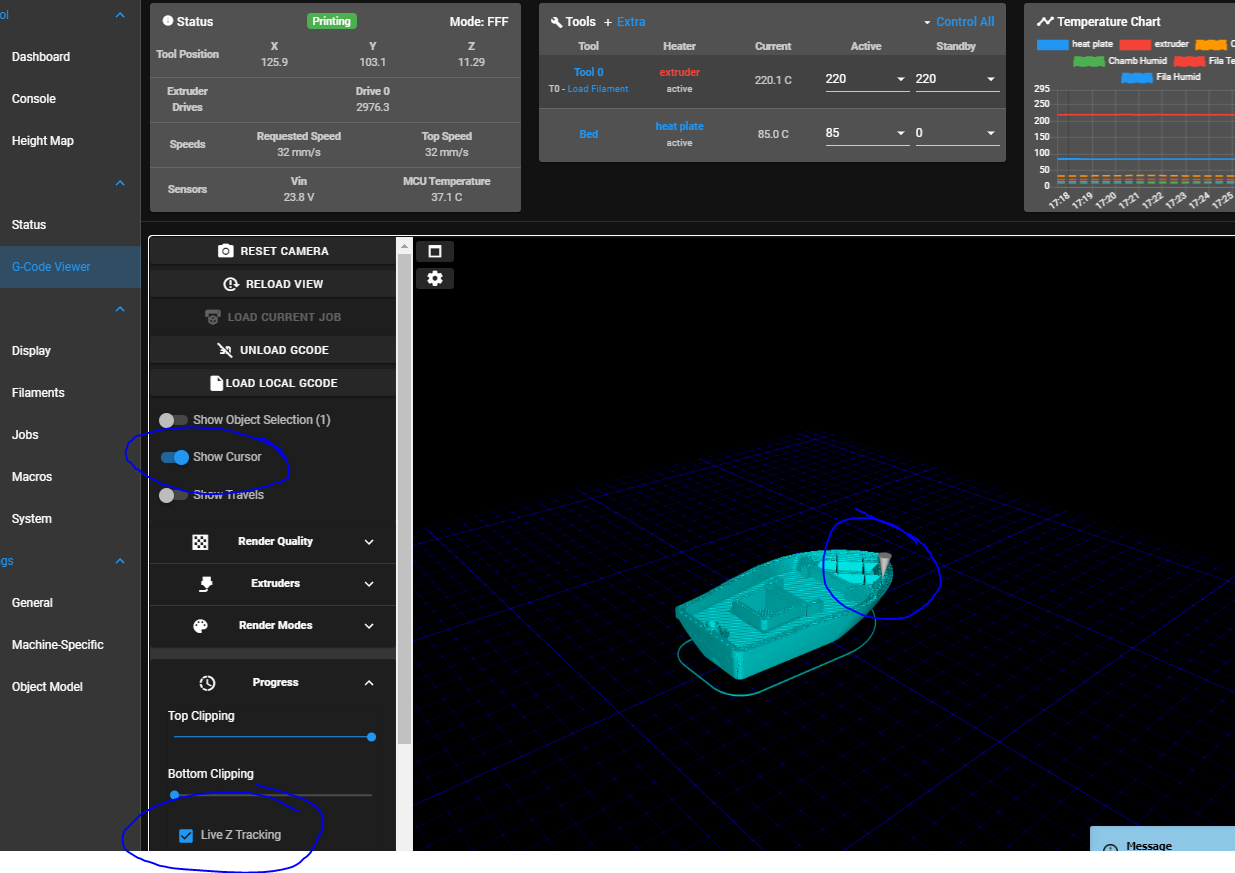
Remember that the g-code viewer has a cancel part function.
upload version 3.2 of DWC.
enable Gcode Viewer plugin.
cancel the failing part.RESUME PRINT!
ALL. OF. THE. WINNING.
Like seriously, epic epic feature to have.
Isolate, substitute, verify.
-
@theruttmeister said in 3D GCode Viewer integrated with DWC:
upload version 3.2 of DWC.
Mid Print?! Without skipping a beat? Nice.
-
@theruttmeister I have to say that I am impressed with this
-
@Phaedrux said in 3D GCode Viewer integrated with DWC:
@theruttmeister said in 3D GCode Viewer integrated with DWC:
upload version 3.2 of DWC.
Mid Print?! Without skipping a beat? Nice.
Yep.
Just paused, uploaded the zip of the right version of DWC.
Took longer to load the gcode for visualization!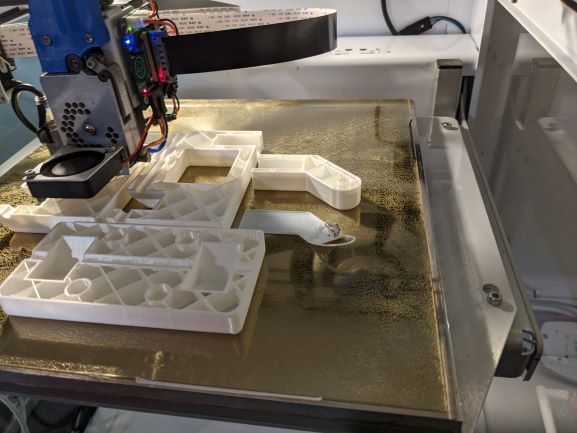
Killer feature!
Isolate, substitute, verify.
-
Very nice. Thank you for your work!
What's about displaying some print job infos into the view (for example time estimations)?
-
@MartinNYHC this is something I have been considering for full screen mode. Panels for temperature, position, job status. It’ll probably be beyond a 3.3 release at this moment.
-
@Sindarius said in 3D GCode Viewer integrated with DWC:
@MartinNYHC this is something I have been considering for full screen mode. Panels for temperature, position, job status. It’ll probably be beyond a 3.3 release at this moment.
Very nice!
-
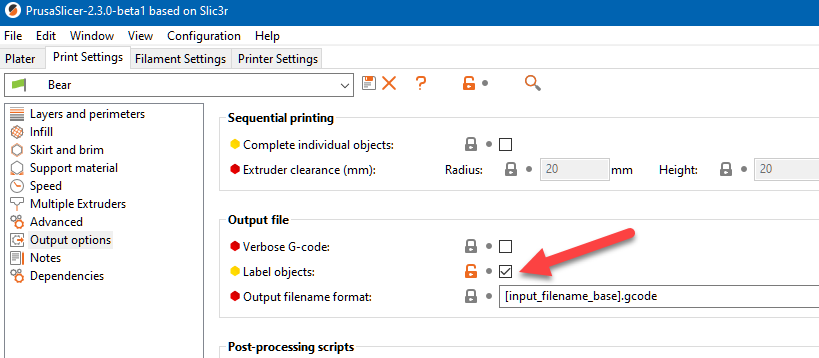
@theruttmeister which slicer are you using? I never got the object Feature to Work!
-
@PCR I personally did my testing with PrusaSlicer. You can enable the feature by checking the Label Objects checkbox.
-
@Sindarius yep tried it. But not worked. Will try it again
-
@Sindarius said in 3D GCode Viewer integrated with DWC:
Added coloring by feed rate.
This is really usefull for Lasers and CNC´s !
-
@Sindarius what would be really helpful is being able to load a gcode for laser use and then jog the nozzle in x and y to ensure the scrap piece of wood you're going to use is in the correct position
-
@jay_s_uk said in 3D GCode Viewer integrated with DWC:
@Sindarius what would be really helpful is being able to load a gcode for laser use and then jog the nozzle in x and y to ensure the scrap piece of wood you're going to use is in the correct position
(
YEP! Also for CNC´s combined with sub-csys (so beside the standard-csys-G54 using sub-csys/"local-csys" like G55 and so on)
-> I think he is aware of it
)BUT -> HEY HEY HEY, do you mean: AFTER the printer was homed -> THERE COULD BE A LIVE VIEW WITHIN THAT PLUGIN OF THE TOOL BY FETCHIN THE CURRENT TOOL POSITION FROM TEH OBJECT MODEL?

WOOAAAAAAAAHHHHHHHHHHHHHH




-
@LB I am looking at displaying each csys with an axes indicator and label at some point soon. I need to look at the code because I believe I am currently using machine position to drive the cursor.
-
@LB Feed rate has a lot of perks including being useful for looking at your movement. In line rendering mode it can help provide a nice color contrast on single material prints.


-
@PCR said in 3D GCode Viewer integrated with DWC:
@theruttmeister which slicer are you using? I never got the object Feature to Work!
Cura 4.4.0 iirc.
Not seen a 'label objects option' but then not ever looked for one. Not looked at the gcode either.
Isolate, substitute, verify.
-
@Sindarius said in 3D GCode Viewer integrated with DWC:
@LB I am looking at displaying each csys with an axes indicator and label at some point soon. I need to look at the code because I believe I am currently using machine position to drive the cursor.
I understand. To not confuse people with more and more options (variables, conditions, etc.) it would be cool if it is consitet with DWC and PanelDue of course - I guess that is what you meant?
Cheers
-
Any chance this could be adapted for CNC milling,so instead of adding material, it works on removing material
-
@Sp00kie13 at this point it is just going to show the lines. To show actual carving is a different process. Most viewers I am aware of use voxels and remove them as they are traveled through. The other thing is without endmill information it would be inaccurate. Maybe some day it will be a project I work on but probably not anytime soon.
-
If duet is set up as a printer, are you already using M200 Dx and/or M404 Nx e.g. for a line-thickness (straight line) above the tool that is feeded to the dummy nozzle-cone-object for the live-view?
Also for the request to have a "live-view" of the "tool-position" one option would be to use M404 Dx as Tool cone lower hole? Just thinkin...
But I think as long as there is no m291 with keyboard input (e.g. only numbers for the M404 D_) changing it in config.g for having an update "tool-hole" in the 3D-viewer would be a bit odd?
Ah - I don´t know, just wanted to keep the discussion here goin
")
I like it - this is really amazing
") :
: