More over extrusion with increasing layer height
-
Yes, however, it seems my Petsfang cooling duct is still blowing too much air on the nozzle tip area, cooling down the filament within the nozzle too much. Anything over 25% fan power seems to make the extruder motor skip, particularly when its printing solid infill.
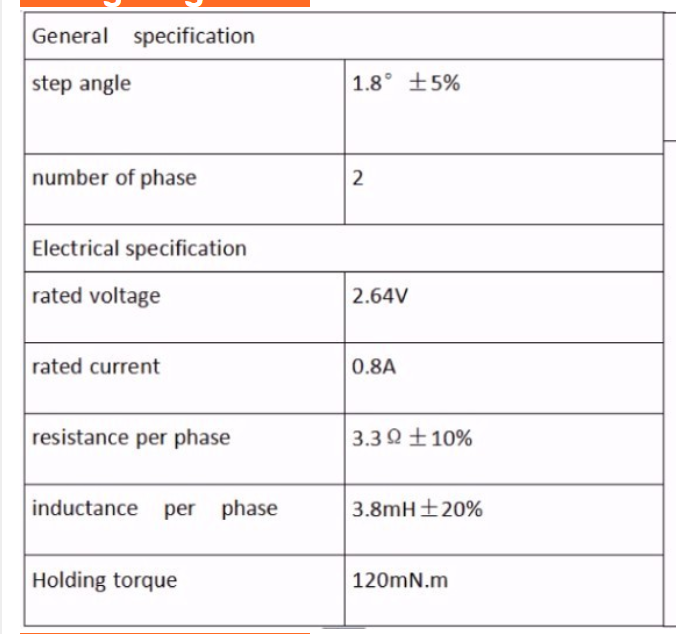
I also don't fully understand how much current to give the motor. The motor is a nema 17 trianglelab motor and appears to be rated 800 mA and i'm giving it 1200mA to deal with the skipping issues (even at <25% fan speed)...
-
Is the temperature plot of the hotend sensor steady or does it take a big dip when the fans come on? I tend to get heater faults but not yet had extruder issues.
Are you slowing down your print speeds to keep the volumetric output rate of the hotend the same as the lower layer thickesses?
What extrusion width, layer thickness, and print speed are you using whennit starts to click?
-
@rogerkamp8817 said in More over extrusion with increasing layer height:
Yes, however, it seems my Petsfang cooling duct is still blowing too much air on the nozzle tip area
Are you printing PETG by any chance? On my printer, I used 100% fan for PLA for for PETG it results in poor lamination so I reduce to 35%.
-
@rogerkamp8817 said in More over extrusion with increasing layer height:
I also don't fully understand how much current to give the motor. The motor is a nema 17 trianglelab motor and appears to be rated 800 mA and i'm giving it 1200mA to deal with the skipping issues (even at <25% fan speed)...
Running a motor at 150% of it's rated maximum rated current is a seriously bad idea. Apart from anything else, it is going to get seriously hot. So reduce the current to sensible level like around 85% of the maximum motor rating, and sort out you cooling duct so that you actually get molten plastic at the nozzle. That will be a better approach than trying other means to force semi-molten plastic through a small hole.
-
I've spent another whole day on this and nearly a whole roll of filament... changed nozzle diameter, cleaned/disassembled/reassembled the extruder 3x, changed extrusion multiplier, z height calibration, advanced settings, changed to more powerful heatsink fan, etc.
I suspect it has to do with my Triangle Lab chinese clone all metal heat break. Going to throw in the towel on this and just placed my order for genuine E3D V6 (Volcano) hot end, titanium heat break, copper heat block, hardened steel nozzle, E3D Nema 17 pan cake motor. Lesson learned on trying to save $ on critical parts!
In my research, it seems others are having issue with the chinese all metal heat breaks as well (particularly the Volcano all-metal version), although Trianglelab is supposed to be fine.
My goal of making my Ender Pro print as good as my Prusa mk3s is proving to be much more costly, challenging, and time consuming than just hitting print on the Prusa Mk3s...
The new extruder motor is 0.9 degrees whereas my old one is 1.8 degrees. Besides of course recalibrating its esteps, do i need to configure or set it up any differently when I install the new 0.9 degree motor?
-
@rogerkamp8817 said in More over extrusion with increasing layer height:
Besides of course recalibrating its esteps, do i need to configure or set it up any differently when I install the new 0.9 degree motor?
Just the e steps.
Out of curiosity, what issues are you still having?
-
It seems the filament is not heating up as much as the temp sensor is indicating, which is why I suspect there's an issue with the heat block or heat break or nozzle or combination of all 3...
The issues are:
-Extruder motor requires a lot of extra current to push filament thru without skipping steps (1.2A vs its rated 0.80A). At 1.2A, its barely too hot to touch, even with a heatsink on it and will still skip steps when its printing within "solid infill" areas of the part (i.e., layer 2-3)
-At the start of the print, during bed leveling, i see the PETG dripping out of the nozzle at 240F. On my Prusa, i've only seen this when its probably too hot (240F). First layer goes down fine but its at a slow speed, then the issues become more apparent around layer 2-4+. Extruder motor skips even when I manually increase print temp to 255F.
-Reducing print speed (perhaps giving it more time to distribute heat to the filament) seems to help but doesn't completely fix
-Part cooling fan seems to have a huge effect on how the nozzle/heat block cools, even when I refocus it and even with a silicon sock over the heat block / nozzle (both helped but didn't fix)
-I can see the brackets the BMG extruder attaches to flexing, followed by skipping of the extruder motor. I think this is indicating its pushing the filament with significant force; however, there is resistance and the filament is not easily flowing out the nozzle tip (even at 255F)
-I've tried changing the nozzle tip diameter in the slicer from 0.40 to 0.50 and even 0.60 while running the same nozzle. seems to improve slightly at 0.60mm diameter in the slicer, which makes me wonder how well the nozzle was machined when its supposed to be a 0.40mm nozzle -
@rogerkamp8817 have you seen my last post?
Nozzle diameter setting in the slicing software I use (Slic3r) only really effects bridging and certain infill strategies that are bridging.
-
thx for all the willingness to help. Doc - yes, to answer your questions:
-The heat block temp does not dip in the graph when part cooling fan comes on.
-slowing down the print speed seems to help but it has to be set very slow to get the extruder to stop skipping steps (<6mm3/s)
-I've played with extrusion width quite a bit thinking it was over extruding during solid infill but the numbers the number are way wacky to see a slight improvement.
-layer height of 0.20 seems to do better than 0.15mm in terms of reducing extruder motor skipping
-it starts to click around 30mm/sI played with so many settings and each time there was a slight improvement, i thought i had it figured out, only to for the clicking to get worse and more inconsistent...
I've tried adjusting amount of thermal paste, reassembling the heat break and nozzle multiple times, changing 5v Noctua fan to 24v fan on the heat sink, as well.
I don't think the heat cartridge that came with the kit is enough to keep the nozzle hot, or the contact/mating surfaces between the nozzle threads and the heatblock were accurate enough leading to inconsistencies in heating the filament.
Once all new parts come in, i will be sure to report back with results. Hopefully i will have good news. I wouldn't mind reading other thoughts/ideas/changes/settings though in the meantime (in case i missed something obvious which can very well be the case).
-
@rogerkamp8817 fair enough. I tend to get clicking around 9-10mm3/sec using PLA or PETG which seems to be the excepted limit for a 0.4mm nozzled e3d v6. That equates to about 100mm/sec with 0.45 width and 0.2 layer depth. I tend to print slower than that though - mainly because my csntilevers wobble and the P3Steels are not finished!
-
@rogerkamp8817 said in More over extrusion with increasing layer height:
It seems the filament is not heating up as much as the temp sensor is indicating, which is why I suspect there's an issue with the heat block or heat break or nozzle or combination of all 3...
or it could be your thermistor settings.
most chinesium hotends come with B3950. That value is for the range of 25-50C.
They behave differently at 200C and you can have temperature differences of 20C. -
I replaced my triangle lab heat break, nozzle, heater block, thermistor, heat cartridge, and Nema 17 extruder motor with genuine E3d parts and my issues are fixed. Just need to tune my slicer settings but i'm able to print now!!! went with the volcana heat block and 0.60mm nozzle x. really liking the bigger nozzle which has significantly increased print speed.
in addition to slicer tuning, going to try to get the Duet 2 laser filament sensor up and running tomorrow
")
