Endstops on Duex5
-
Hello
I have a little question moreIf I want to set the endstops x-min y-min z-max on the duex5, do I have to specify which code in the conig?
I always have the lasers in place and not the axes endstops.
greetz
Michel -
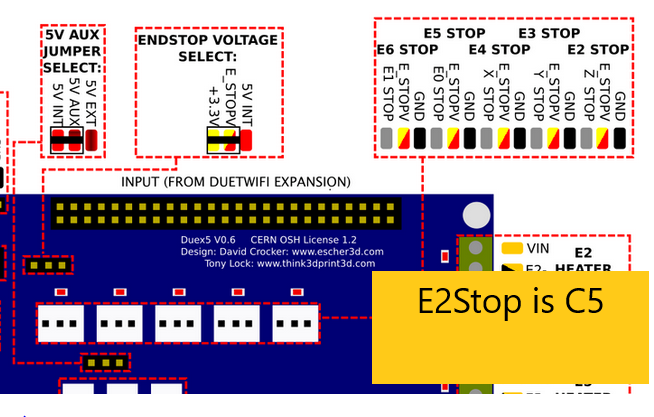
Remapping endstops is only supported in the 2.03beta firmware. See the C parameter in the M574 command, https://duet3d.dozuki.com/Wiki/Gcode?revisionid=HEAD#Section_M574_Set_endstop_configuration
-
Yes I have
However, my question is how do I write the M574 correctly so that this is possible?
; Endstops M574 C5: X1 C6: Y1 C8: Z1 S1
Is it that right?
regards
-
No, you need a separate M574 command for each endstop when you use the C parameter.
-
then it is so right
M574 C5:X1 S0 ; Set active high endstops
M574 C6:Y1 S0 ; Set active high endstops
M574 C8:Z1 S0 -
@3dware said in Endstops on Duex5:
M574 C5:X1 S0 ; Set active high endstops
M574 C6:Y1 S0 ; Set active high endstops
M574 C8:Z1 S0You need:
M574 C5 X1 S0 ; Set active high endstops
M574 C6 Y1 S0 ; Set active high endstops
M574 C8 Z1 S0The order of the parameters in a command doesn't matter.
-
I have the NC switch on E-StopV and Z Stop.
This endstop is XEND for me
I have the problem that the switch has no influence and the axis always stays where it is and sets zero.
many thanks for the help
-
You can use the Machine Properties page of DWC 1.22.6, or the M119 command, to read the endstop switches in order to test them.