Problems with new Laser Filament Monitor
-
I'm trying to setup a new laser filament monitor right now.
I'm finding huge differences in movement sensed between filament types.
For example:
ESun PLA+ Black minimum 82%, average 97%, maximum 111%
ESun PETG Black minimum -54%, average 9%, maximum 85%Black PLA+ works great, no problems.
However, for black PETG no good.
Does -54%, does that mean the sensor detected that the filament was moving backwards when should be moving forwards?
I've tried 2 different mounts, including the one shown on your standard mount. I have modified your standard mount to attach to the BMG.

Enabling filament monitoring (S1) it just generates constant pauses in printing.
Is there anything I can try to solve and get realistic readings on black petg?
Clearly, at the moment, this is no better than a microswitch, not what I expected.
-
I just paused my last print turned the sensor through 90 degrees so that the opening under the filament faced a blank wall in case the maybe the heatbed was influencing the results. I restarted to get new values.
Duet3D laser filament monitor on endstop input 3, disabled, allowed movement 40% to 135%, check every 3.0mm, current position -5.8, brightness 70, shutter 17, measured minimum -74%, average 4%, maximum 88% over 2125.0mm
Still not good.
-
@insertnamehere it is variable between filament types but a -% is worse than I have seen in all my testing including with PETG (e3d not esun though).
I think the way you have it mounted is good (fixed in place so it can't move relative to the extruder.
Can you check the distance between the filament sensor in your design and the filament path. Also it might be worth closing the window in the back of the mount to see if that makes it better or worse. When I did that my results were inconclusive.
-
@t3p3tony said in Problems with new Laser Filament Monitor:
@insertnamehere it is variable between filament types but a -% is worse than I have seen in all my testing including with PETG (e3d not esun though).
I think the way you have it mounted is good (fixed in place so it can't move relative to the extruder.
Can you check the distance between the filament sensor in your design and the filament path. Also it might be worth closing the window in the back of the mount to see if that makes it better or worse. When I did that my results were inconclusive.
The mount dimension are unchanged from the reference mounting used in testing.
To try to determine the cause of the problems I'm having with the laser filament detector I needed to eliminate some possible causes.
To eliminate extruder slipping I removed the bowden tube to the heater so the extruder had nothing pushing against it. Printing this way with PETG continued to show problems with minimum -43%, average -9%, maximum 10%. So the extruder isn't the problem
I could eliminate the mount as other PLA filaments worked repeatedly well. Only PETG was a problem.
ESun PETG filament has a high gloss finish maybe this is causing the detection problems. So I ran a section that had already been through the extruder and had been "roughed up" and the results were minimum 94%, average 104%, maximum 119%
It appears that the laser filament monitor cannot work effectively with high gloss filaments.
-
@insertnamehere thats pretty definitive! e3d edge (another PETG based filament) is also glossy and works average so esun PETG must be very very glossy.
It may make sense to try a different distance (as you are using the standard distance). The standard distance is 9mm so try 8 or 7.
On a seperate not could you share the design of your enclosure - its useful to have that mounting scheme.
-
@t3p3tony said in Problems with new Laser Filament Monitor:
@insertnamehere thats pretty definitive! e3d edge (another PETG based filament) is also glossy and works average so esun PETG must be very very glossy.
It may make sense to try a different distance (as you are using the standard distance). The standard distance is 9mm so try 8 or 7.
I'm not going to try that, mainly because, in this instance, I see myself as more of a customer than a beta tester. Possibly your company could purchase this filament and conduct your own testing.
Clearly, if I want to use this product to monitor filament movement I could either place the laser sensor after the extruder (I plan to convert to direct drive soon, so not an option) or not use ESun petg.
Who wants their filament monitor determining what filament they can and can't use?
Can I organise an RMA?
-
@insertnamehere yes you can please email me info@duet3d.com
-
Also can you let me know exactly the filament you are using, as you say I need to try that. Although of course it's not possible to test every type by every manufacturer.
-
@t3p3tony said in Problems with new Laser Filament Monitor:
Also can you let me know exactly the filament you are using, as you say I need to try that. Although of course it's not possible to test every type by every manufacturer.
I understand that comprehensive testing is not possible.
The filament is:
eSUN PETG 3D Printer Filament 1.75mm Colour: Solid Black. -
t3p3tony, If you were to test using eSun PETG and reproduce the problem I'm experiencing, is it possible that you could find a solution?
Is there the possibility of a fix that I can implement?
If so I can hold off on the RMA.
-
It's unlikely that we will be able to find a solution, unless changing the distance between the sensor and the filament helps, because the underlying problem is almost certainly lack of texture on the filament for the sensor to see. The only solution I can think of is to force the filament to turn a hobbed shaft before it enters the sensor in order to mark it - but that would defeat the mechanical simplicity of the laser filament monitor.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@insertnamehere as @dc42 says it's unlikely but I am going to order some today and can test distances.
-
@dc42 said in Problems with new Laser Filament Monitor:
It's unlikely that we will be able to find a solution, unless changing the distance between the sensor and the filament helps, because the underlying problem is almost certainly lack of texture on the filament for the sensor to see. The only solution I can think of is to force the filament to turn a hobbed shaft before it enters the sensor in order to mark it - but that would defeat the mechanical simplicity of the laser filament monitor.
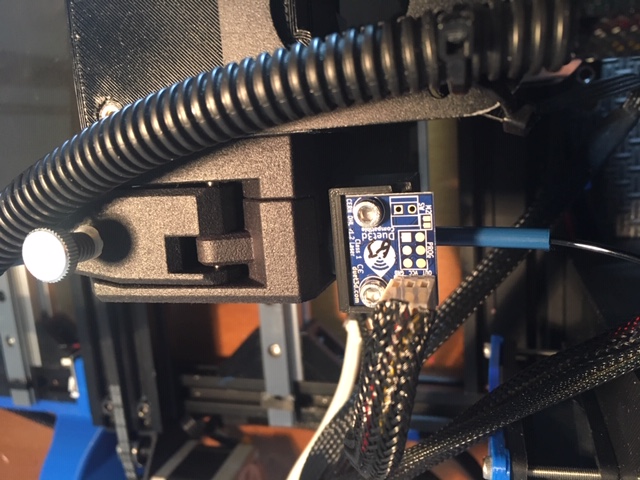
Just a thought but looking at the OP's picture, it looks like he has it installed on the outlet side of a Bondtech extruder. In which case, it might be seeing the "rough" surface of the filament in an case. Although, I'm not familiar with how the laser is orientated on the board so it might not be. On the other hand, I know that Bondtech extruders don't mark the filament much. @insertnamehere, rotating the sensor 90 degrees around the filament might be worth a try? So that if it was seeing smooth, it'll now see "rough" or vice versa. Just a thought....
-
@deckingman said in Problems with new Laser Filament Monitor:
@dc42 said in Problems with new Laser Filament Monitor:
It's unlikely that we will be able to find a solution, unless changing the distance between the sensor and the filament helps, because the underlying problem is almost certainly lack of texture on the filament for the sensor to see. The only solution I can think of is to force the filament to turn a hobbed shaft before it enters the sensor in order to mark it - but that would defeat the mechanical simplicity of the laser filament monitor.
Just a thought but looking at the OP's picture, it looks like he has it installed on the outlet side of a Bondtech extruder. In which case, it might be seeing the "rough" surface of the filament in an case. Although, I'm not familiar with how the laser is orientated on the board so it might not be. On the other hand, I know that Bondtech extruders don't mark the filament much. @insertnamehere, rotating the sensor 90 degrees around the filament might be worth a try? So that if it was seeing smooth, it'll now see "rough" or vice versa. Just a thought....
Sorry, I should have said that the BMG extruder is feeding a bowden. It's the opposite feed to a direct drive setup. I feed filament in through what would be attached to the E3D on a direct drive.
Actually you're on the right track with the filament marking and the sensor. When I feed in unmarked filament I have detection problems, however if I feed filament that has been through the extruder the marking give a huge improvement in sensor reading accuracy.
So if I mounted the sensor downstream from the extruder all the issues I see would go away. However, I plan to move to a direct drive soon so this solution is out of the question.
-
@insertnamehere said in Problems with new Laser Filament Monitor:
Sorry, I should have said that the BMG extruder is feeding a bowden. It's the opposite feed to a direct drive setup. I feed filament in through what would be attached to the E3D on a direct drive.
Errr what?? I have 5 BMGs on my printer and trust me, with Bowden you still feed filament in at the top and out at the bottom. You just use a Bowden adaptor which fits in the groove mount, instead of the E3D heat sink.
I guess what you are doing might work but it isn't the way the extruder is designed to work. So I'm just wondering if that might be why you have issues? It might be worth running the extruder to correct way round just to see. Of course, if you plan to go direct drive then you won't be able to "look at" the rough filament.
Maybe the Duet guys should talk to Martin Bondeus of Bondtech. It looks like a laser diode could be mounted inside a BMG exruder which would be a really neat installation.
-
@insertnamehere said in Problems with new Laser Filament Monitor:
So if I mounted the sensor downstream from the extruder all the issues I see would go away. However, I plan to move to a direct drive soon so this solution is out of the question.
At least until then you could modify your sensor holder to have a way to additionally attach the bowden tube downstream of it and use the extruder the "right way around" as @deckingman already suggested. I know this will only solve your issues as long as you are using the bowden setup but this will be better than not being able to use the sensor at all with some filaments.
-
@deckingman said in Problems with new Laser Filament Monitor:
Errr what?? I have 5 BMGs on my printer and trust me, with Bowden you still feed filament in at the top and out at the bottom. You just use a Bowden adaptor which fits in the groove mount, instead of the E3D heat sink.
From the Bondtech BMG installation manual. It also states that the drive to the extruder stepper needs to be reversed
https://www.bondtech.se/wp-content/uploads/2018/08/Bondtech-Creality-CR-10-Installation-Guide-V1.0.pdf
-
@insertnamehere The rotation direction of the motor needs to be reversed compared to an original CR10. It doesn't mean that you fit the entire unit back to front or upside down. I have both left and right hand versions on my printer and the left hand versions have opposite motor rotation to the right hand version because the driven gear is on the opposite side of the filament. That's all it means.
-
@deckingman said in Problems with new Laser Filament Monitor:
@insertnamehere The rotation direction of the motor needs to be reversed compared to an original CR10. It doesn't mean that you fit the entire unit back to front or upside down. I have both left and right hand versions on my printer and the left hand versions have opposite motor rotation to the right hand version because the driven gear is on the opposite side of the filament. That's all it means.
You did see the picture above yes? You see that the bowden tube going into the bowden push fit adapter?
-
@deckingman It does seem odd, and I'm not sure why Bondtech recommends it (unless there's not space to mount it conventionally, hard to tell), but I would say from the photo that @insertnamehere is correct, the filament travels from right to left in that photo. Otherwise, putting the microswitch on the (typically) discharge end of the Bondtech wouldn't do any good, as it would never see that filament had run out.