randomly reconnect of DWC on Duet2 Ethernet
-
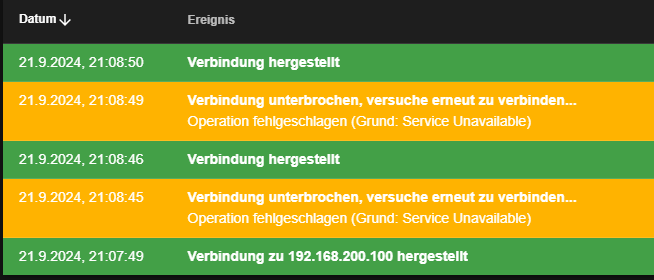
after upgrade from 3.4.5 to 3.5.2 I observed a frequently reconnect of DWC when a message is shown on printer display (Paneldue 7i) e.g. leadscrew adjustment after homing or extruder not driven because of cold extrusion.
After upgrade to 3.5.3 I observe the same behavior. It is a Duet2 Ethernet with Duex5.
My second printer with Duet2 Ethernet and Duex2 is still on RRF 3.4.5 without this behavior. -
Your image is too small to make out any of the text.
-
you are right, I uploaded a new one.
-
 undefined AlexKid referenced this topic
undefined AlexKid referenced this topic
-
Does this happen immediately after powering on?
Please share your config.g and the results of sending M122 and M98 P"config.g" in the gcode console.
-
@Phaedrux
No this only happens when a message on printer display is shown (see first post).
I searched the forum and found https://forum.duet3d.com/topic/36277/many-problems-with-3-5-2/18?_=1727095288513
for me it is the same issue. -
@AlexKid Can you please share your config file, too? You might find that increasing the number of AJAX retries in the DWC settings helps.
-
G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Muldex" ; set printer name ; Network M552 S1 P192.168.200.100 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S1 ; enable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; X physical drive 0 goes backwards M569 P1 S1 ; Y right physical drive 1 goes forwards M569 P2 S0 ; Y left physical drive 2 goes backwards M569 P3 S1 ; U physical drive 3 goes forwords M569 P4 S0 ; E1 physical drive 4 goes backwords M569 P5 S1 ; Z left physical drive 5 goes backwards M569 P6 S1 ; Z center physical drive 6 goes backwards M569 P7 S0 ; Z right physical drive 7 goes forwards M569 P8 S1 ; E2 physical drive 8 goes backwords M584 X0 Y1:2 U3 Z5:6:7 E4:8 ; set drive mapping M350 X16 U16 Y16 Z16 E16:16 I1 ; configure microstepping with interpolation M92 X100.00 U100.00 Y100.00 Z1120 E415.00:415.00 ; set steps per mm (1760nimble) M566 X1000.00 U1000.00 Y1000.00 Z100.00 E100.00:300.00 ; set maximum instantaneous speed changes (mm/min)(Nimble 40) M203 X12000.00 U12000.00 Y12000.00 Z2000.00 E4200.00:4200.00 ; set maximum speeds (mm/min) M201 X15000.00 U15000.00 Y15000.00 Z100.00 E2000.00:2000.00 ; set accelerations (mm/s^2)(500)(Nimble 120) M906 X1500 U1500 Y1500 Z1000 E800:800 I30 ; set motor currents (mA) and motor idle factor in per cent(Nimble 500) M84 S30 ; Set idle timeout ; Axis Limits M208 X-21.4:355 Y0:323 U41:419.3 Z0:300 ; set axis min was (-18 BMG)16.7_X-14.4 Y0 U40 Z0 S1 ;M208 X344 U413.75 Y334 Z300 S0 ; set axis max Y WAS 339_X350 U422.7 Y334 Z300 S0(u414.75) M669 K0 Y1:1:0:1 ; select Markforged Kinematics Y to react with X and U ; Endstops M574 X1 S1 P"xstop" ; X axis active high endstop switch M574 Y2 S1 P"ystop+zstop" ; Y Double max active high endstop switch M574 U2 S1 P"duex.e2stop" ; U axis active high endstop switch M574 Z1 S2 ; Define Z to use Probe. Home to Min. ; Filament Sensor ;M591 D0 P3 C"e0stop" S0 R70:130 L24.8 E3.0 ; Duet3D rotating magnet sensor for extruder drive 0 is connected to E0 endstop input, enabled, sensitivity 24.8mm.rev, 70% to 130% tolerance, 3mm detection length ;M591 D1 P3 C"e1stop" S0 R70:130 L24.8 E3.0 ; Duet3D rotating magnet sensor for extruder drive 0 is connected to E0 endstop input, enabled, sensitivity 24.8mm.rev, 70% to 130% tolerance, 3mm detection length ;M591 D0 ; display filament sensor parameters for extruder drive 0 ;M591 D1 ; display filament sensor parameters for extruder drive 0 ; Z-Probe ;M307 H7 A-1 C-1 D-1 ; Disable the 6th Heater to free up PWM channel 5 on the Duex board. M671 X-20.6:200:420.6 Y14.3:333.3:14.3 S5 ; Locations left, center, right M950 S0 C"duex.e6heat" ; create servo pin 0 for BLTouch M558 K0 P9 C"^zprobe.in" H5 F120 T6000 R0.005 ; set Z probe type to bltouch and the dive height + speeds (WAS 9000) ;M558 P9 C"^zprobe.in H5 F120 T6000 R0.5 A10 G31 P500 X-29 Y0 Z2.61 ; set Z probe trigger value, offset and trigger height(lower number farther away)1.55glass 1.62 Build M557 X10:326 Y10:290 S20 ; probe from X=10 to 390, Y=10 to 290mm with a mesh spacing of 20mm ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M143 H1 S280 ; set temperature limit for heater 1 to 280C M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M308 S2 P"e1temp" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 2 as thermistor on pin e1temp M950 H2 C"e1heat" T2 ; create nozzle heater output on e1heat and map it to sensor 2 M143 H2 S280 ; set temperature limit for heater 2 to 280C M307 H2 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on M950 F2 C"fan2" Q500 ; create fan 2 on pin fan2 and set its frequency M106 P2 S0 H-1 ; set fan 2 value. Thermostatic control is turned off M950 F3 C"duex.fan8" Q500 ; create fan 3 on pin duex.fan8 and set its frequency M106 P3 S1 H2 T45 ; set fan 3 value. Thermostatic control is turned on ; LEDs M950 F4 C"duex.fan6" ;Q500 ; create LED 4 on pin duex.fan6 and set its frequency M106 P4 S0 H-1 ; set LED 4 value. Thermostatic control is turned OFF M950 F5 C"duex.fan7" ;Q500 ; create LED 5 on pin duex.fan7 and set its frequency M106 P5 S0 H-1 ; set LED 5 value. Thermostatic control is turned OFF ; Tools M563 P0 D0 H1 F0 S"Left" ; define tool 0 Left G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets y was .45 G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C M207 S10.0 F400 ; set Firmware Retraction M563 P1 D1 H2 X3 F2 S"Right" ; define tool 1 Right G10 P1 X0 Y0 Z0 ; set tool 1 axis offsets (.5BMG) (-1.45) G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C M207 S10.0 F400 ; set Firmware Retraction M563 P2 D0:1 H1:2 X0:3 F0:2 S"Copy" ; define tool 2 Copy G10 P2 X95 Y0 U-95 S0 R0 ; set tool 2 axis offsets (WAS 105) M567 P2 E1:1 M568 P2 S1 ; turn on mixing for tool 2 ; set mix ratio 100% on both extruders M501 ; Record M575 P1 S1 B57600 ;Panel due -
@AlexKid Thanks for your config file, I could reproduce it here and I believe I found DWC settings that prevent this problem. Can you please try to change the following values on the Settings -> Machine-Specific page and check if DWC remains stable then?
- Communication -> Maximum number of AJAX retries: 3
- Communication -> Time to wait between AJAX retries (in ms): 250
If that fixes it for you, too, I will change the default DWC settings in the next version.
PS: You could also try to increase the PanelDue BAUD rate from 57600 to 115200. That way, data can be sent to PanelDue quicker which could result in better network performance, too.
-
@chrishamm
unfortunately this does not help.
lots of reconnects with active DWC and performing homing of all axis via Panel Due
also increased Baudrate to 115200 -
@chrishamm I'm running RRF 3.5.4 now for several weeks. The issue is no longer present. I also updated PanelDue today to 3.5.1 and it still seams to be stable.
I would suggeset to close this topic. -
 undefined jay_s_uk marked this topic as a question
undefined jay_s_uk marked this topic as a question
-
undefined jay_s_uk has marked this topic as solved
-
@AlexKid Please would you test this with 3.6beta3 RRF and 3.5.1 Paneldue firmware:
https://forum.duet3d.com/topic/37289/software-version-3-6-0-beta-3-now-available
https://forum.duet3d.com/topic/37179/paneldue-firmware-3-5-1-releasedto confirm its now fixed with your original settings.
-
@T3P3Tony
I will install the beta and provide feedback -
Hi @T3P3Tony,
installed 3.6.0 Beta 3.
I can no longer access the webinterface.
Paneldue is very slow
It was not a good idea to install the beta version
-
@AlexKid theres a bug fix version already for the duet 2 ethernet. see here https://forum.duet3d.com/post/349876