POLAR PRINTER
-
Good morning everybody. I'm making a polar printer, where X is angular mov and Y,Z are lineal. Is not the turntable, its "turnbody" machine.
Looking for a Z=0 plane, we have some type of a "donut" print zone. (Ej: Dint=10cm; Dext=40cm;) I think that the coordinates origin of cartesian / polar sistem are the center of the machine.
In config I have M669 K7 .... but I dont khnow to make correct configuration becouse I have different design.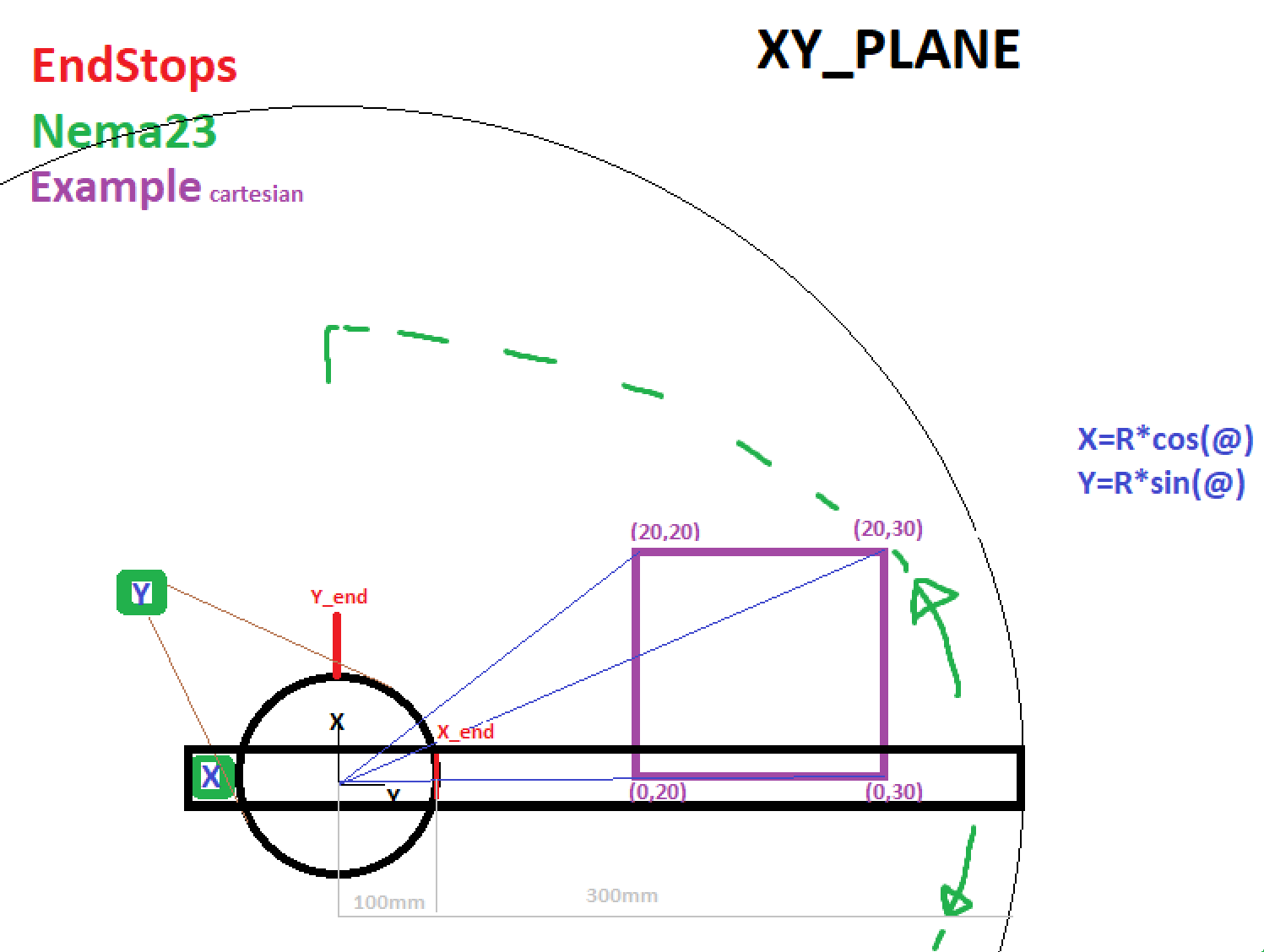
-
@xXJRUSHMANXx have you read https://docs.duet3d.com/en/User_manual/Machine_configuration/Configuration_Polar ?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42, yes I did! I'm sorry for my ignorance.
I have some accurate questions about it:- How you can see, my Rmax=400mm and Rmin=100mm from the center of rotation. But at 100mm from this center, I have "X_end" => H100.
So, It's correct M669 K7 R100:400 H100?
Or It should to be M669 K7 R0:300 H100? - If I have TB6600 drivers configurated by micro-stepping, I understand that I no need Snnn and Tnnn (segmentation), true?
- In a sample, you don't have M208 for Z axis. I think that its necesary here.
- About the interface, I don't khnow softwares that can manipulate "donut_print_zone", should I send Gcodes manually (in cartesian coordinates)?
I hope I'm not disturbing you so much... I really need to get it for my university project. I've been with this for a long unsuccessfully.
When I finish it, I would like to reward you for your help!!!! - How you can see, my Rmax=400mm and Rmin=100mm from the center of rotation. But at 100mm from this center, I have "X_end" => H100.
-
@xXJRUSHMANXx said in POLAR PRINTER:
So, It's correct M669 K7 R100:400 H100?
That's correct if your radial homing switch triggers at radius 100mm.
@xXJRUSHMANXx said in POLAR PRINTER:
If I have TB6600 drivers configurated by micro-stepping, I understand that I no need Snnn and Tnnn (segmentation), true?
Segmentation is always used when polar kinematics is selected. You can omit the S and T parameters to use the default, or choose them yourself.
In a sample, you don't have M208 for Z axis. I think that its necesary here.
Yes, you should use M208 to configure the Z axis limits.
About the interface, I don't khnow softwares that can manipulate "donut_print_zone", should I send Gcodes manually (in cartesian coordinates)?
For normal prints that don't have a large hole in the centre on all layers, you will need to offset the print so that e.g. all X coordinates are at least +100mm. You may be able to configure this in your slicer. Alternatively, use G10 with parameter L2 to configure a workplace offset, and put this in your slicer start GCode.
-
 undefined oliof referenced this topic
undefined oliof referenced this topic