height map off set to negative ?
-
@ap742 said in height map off set to negative ?:
M557 X41:280 Y20:340 S38
That's because you're telling it to only probe between x41 and x280.
The easiest way to define the heightmap size is just to make it equal to your actual bed size. Then it will use the probe offsets in G31 to only probe the areas it can actually reach. Just make sure your G31 offsets are correct first.
-
@Phaedrux
Thank you")
so I'm going to lean towards mechanical stuff . because its doing exactly the same thing as it did beforemy starting gcode loads G29 S1 - assuming it should compensate
M106 S0 ; turn off cooling fan
G28
G29 S1
G92 E0 ; Reset Extruder
G1 Z10.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X344.5 Y300 Z0.28 F5000.0 ;Move to start position
G1 X344.5 Y90.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X344.7 Y90.0 Z0.28 F5000.0 ;Move to side a little
G1 X344.7 Y300 Z0.28 F1500.0 E30 ;Draw the second lineG92 E0 ; reset extrusion distance
G1 Z15.0 F6000 ;Move the nozzle up 15mm
G92 E0 ; Reset the extruder's origin -
What does your heightmap look like now?
What does the resulting print look like?
If the heightmap isn't correcting as expected, that usually means there is some tilt or the print head that changes at different XY positions, or there is some skew in the XY motion plane.
-
so before I tear down and re check all the bearings and stuff " all new but we all know there's always chance "
here's what map looks like not perfect but.....
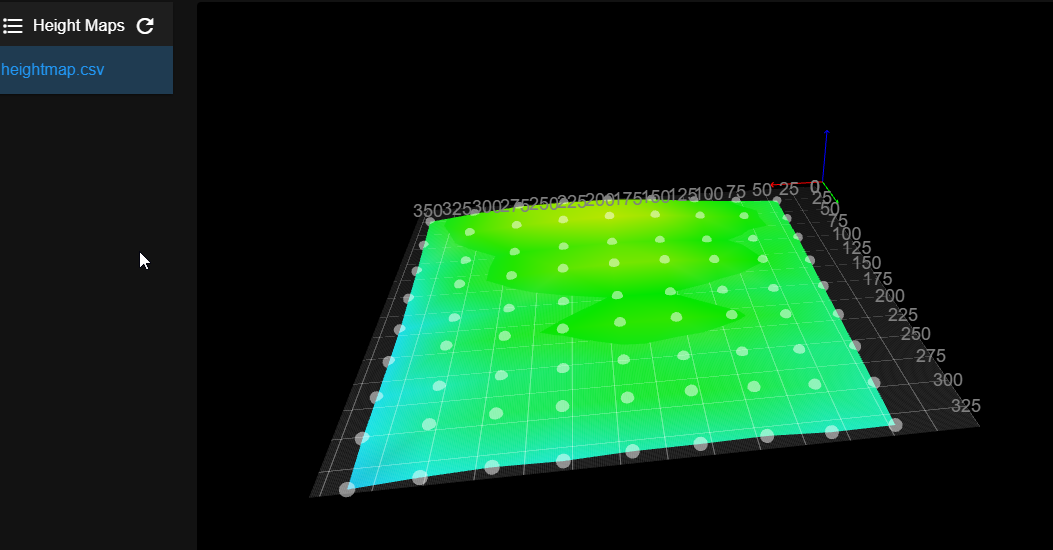
this is the front of the bed between 275 & 300

this one is the back between 50 and 75
Thank You
-
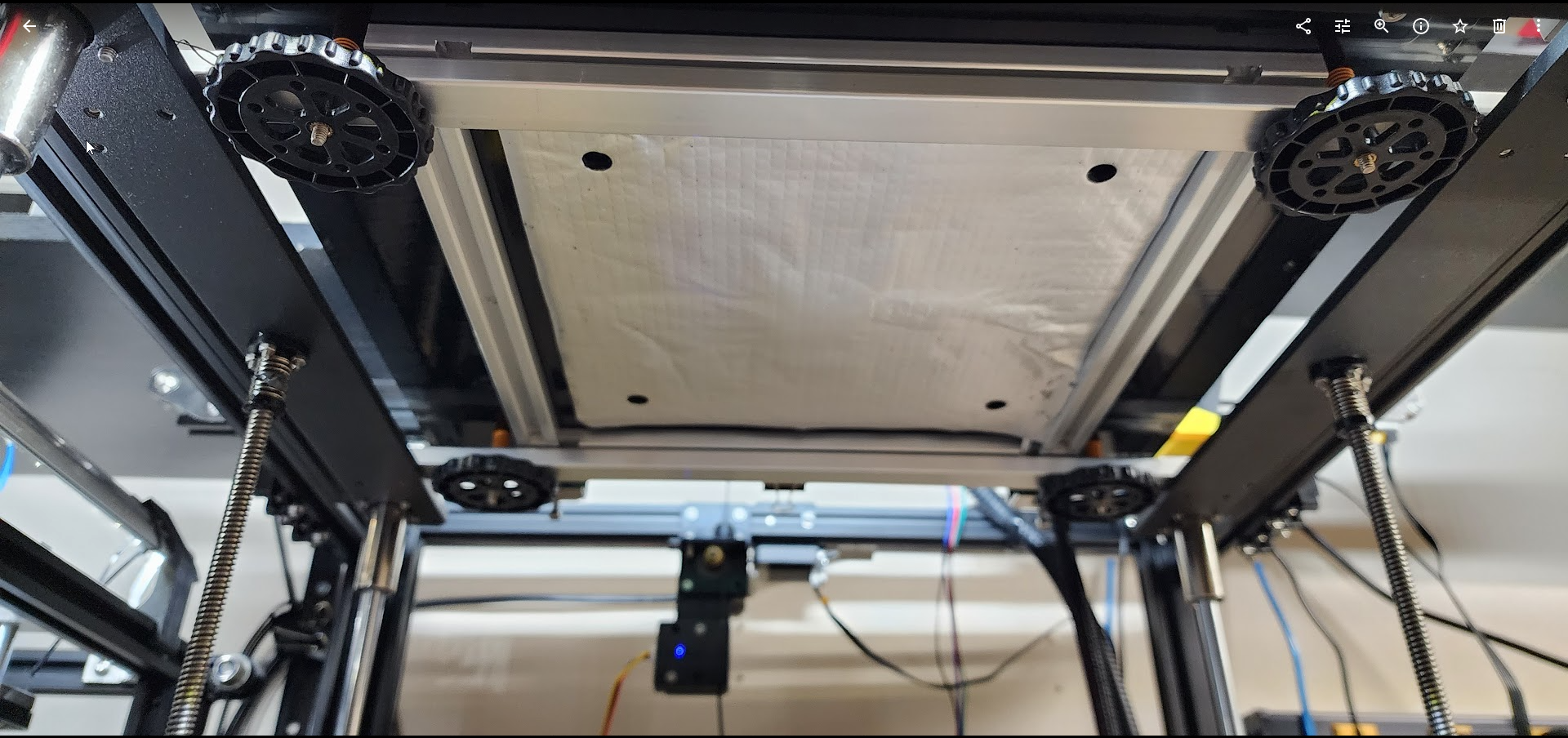
Can you describe your Z axis?
Do you do automatic or manual bed leveling?
Do you use bed.g?
-
Z is typical ender 5 plus config nothing really changed there.
its 2mm pitch 4mm lead
10mm linear rods all lubed with synthetic lube
z is pretty smoothdriven by two steppers 0.8A 1.8 degree
here's my bed config
; bed.g
; called to perform automatic bed compensation via G32
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Fri Apr 16 2021 19:18:05 GMT-0400 (Eastern Daylight Time)
M561 ; clear any bed transform
G29 ; probe the bed and enable compensationso the way do it is
home all use 0.1 mm spacer to to get nozzle down to bed.
and repeat all this few times around all corners and centerthan I run G31 S-1 few times to get average number for G31
after that I run G29
-
I have run into this before myself with portions being in the negative. what I did was basically try and home (if probing) to the low spot on the bed. making that area = 0 and the rest is just higher.
not a fix really but it worked for me lol
-
@Adamfilip
what do you mean make that area 0? how?did you just edit heghtmap.csv and correct the numbers?
-
@ap742 no. for example
if i do a mesh, and an area at X50 and Y50 is reading the lowest point at Z-1
I will set my Z probe to home at X50 and Y50, that way it will set the lowest part of the bed to be the zero point and everything else should be higher, when I remeasure the mesh -
@Adamfilip It shouldn't really matter since the compensation can go up or down, but it can help to match the Z homing G30 point to one of the probe points of the mesh.