M556 parameters?
-
@infiniteloop Thanks for the help - yes, I read it all.
You think the P parameter is explained? - Pnnn means what? Is P2 an option?
Yes, it's 23mm over 4900mm I will fix the frame, but right now I have half a house printed and the printer no longer aligns with the print for some unknown reason
")
It gets better with M556 S100 X-1 P1 and even better with X-1.9 but X-2 throws it way off. I don't get it.
Also the documentation only referes to using the printed test piece, which really does not apply for 12x20m long houses - it does not really explain how it works.
I hope @DC42 will try to explain tomorrow, and maybe update the documentation for others to read later.
Thank again.
-
the documentation only refers to using the printed test piece, which really does not apply for 12x20m long houses
So true! Sorry that I could not imagine such dimensions.
Pnnn means what? Is P2 an option?
From the documentation:
Apply XY compensation to Y axis instead of XTo me, this looks like a flag which, if set (to 1), applies the counter-skew to Y instead of the default X.
It gets better with M556 S100 X-1 P1 and even better with X-1.9 but X2 throws it way off.
Did you mean X2 or X-2?
-
@infiniteloop X-2 of cause
-
X-2
That’s really weird. In what way does this „throw it off“? Another thing to note is the S value: according to the documentation,
The S parameter is the length of a triangle along each axis in mm.Printing a house, 100 mm are way off - try 4900 instead. But I have to admit that my approach is speculative: being unable to apply the calibration tool as described in the above link, I'm left with pure guessing …
Sorry, but time for an expert to chime in. @Phaedrux, do you know who could help with this?
-
@kulitorum said in M556 parameters?:
So I tried M556 S4900 X23 P1 ( to make it compensate on the Y-axis? - the P parameter is really never explained)
That should work. The X parameter divided by the S parameter is the tangent of the difference between the the actual XY angle and 90 degrees. P0 (the default) causes any skew between X and Y to be compensated by adjusting the X coordinate by Y * tanXY; whereas P1 causes the XY skew to be compensated by adjusting the Y coordinate by X * tanXY.
If you go to the Object Model Browser in DWC and expand move->compensation->skew you can see the tangents that have been set.
The S parameter in M556 must be at least 10 but there are no limits on the values of the other parameters.
[Edit: I have made some corrections to the above since I first posted it.]
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
PS - I tried entering your original command:
M556 S4900 X23 P1and the object model shows this:
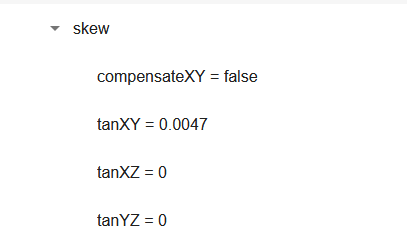
which looks correct to me.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Agreed, it just does not seem to make any difference on site. That being said, the printer is in Saudi Arabia and I'm in Denmark, so I do not have hands on myself. We already have people on site and are sending another guy down there to help debug it.
Thank you for the input.
-
@kulitorum which firmware version are you using?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 On most machines we are running Release 3.3 - never machines are 3.4.1
-
@dc42 I’ll add what you have written in your post to the appropriate pages, for a clearer description of function.
Ian
-
@dc42 Cool, it works now - dont know why it didnt before, but now it does. Thank you for the help.