Help tune out "printer seam"
-
Forgive the made up term "printer seam" I just don't know what to call it. Basically, if I set my slicer to "optimize start point for fastest speed" then the printer has a slight pause at that location which is over heating that spot and leaving what looks like a seam (see pic). It also seems to pause at that spot when changing layers.
I'm thinking this might be related to Acceleration or Jerk.

There is also some layer shift but that might be caused by me opening and closing the drawers of the printer stand (a tool chest)
Here is the config file...
; Configuration file for Duet 3 (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Fri Jun 10 2022 15:08:30 GMT-0700 (Pacific Daylight Time) ; General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"F430" ; set printer name ; Network M551 P"F430" ; set password M552 P192.168.0.200 S1 ; enable network and set IP address M553 P255.255.255.0 ; set netmask M554 P192.168.0.1 ; set gateway M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0.1 S0 ; physical drive (X axis) 0.1 goes backwards M569 P0.2 S0 ; physical drive (Y axis) 0.2 goes backwards M569 P0.3 S1 ; physical drive 0.3 goes forwards M569 P0.4 S1 ; physical drive 0.4 goes forwards M584 X0.1 Y0.2 Z0.3 E0.4 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X78.82 Y131.23 Z640.00 E436.70 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous (JERK) speed changes (mm/min) M203 X6000.00 Y6000.00 Z600.00 E1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2) M906 X800 Y1100 Z1200 E650 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X420 Y300 Z290 S0 ; set axis maxima ; Endstops M574 X1 S1 P"io1.in" ; configure microswitch endstop for low end on X via pin io1.in M574 Y1 S1 P"io2.in" ; configure microswitch endstop for low end on Y via pin io2.in M574 Z2 S1 P"io5.in" ; configure microswitch endstop for High end on Z via pin io5.in ;M574 Z2 S2 ; configure Z-probe endstop for high end on Z ; Z-Probe M950 S0 C"io7.out" ; create servo pin 0 for BLTouch M558 P9 C"io7.in" H5 F2000:100 T6000 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X-4 Y75.5 Z3.1 ; set Z probe trigger value, offset and trigger height M557 X5:400 Y76:286 S30 ; define mesh grid ; Heaters M308 S0 P"temp0" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin temp0 M950 H0 C"out3" T0 ; create bed heater output on out3 and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S160 ; set temperature limit for heater 0 to 160C M308 S1 P"temp1" Y"pt1000" ; configure sensor 1 as PT1000 on pin temp1 M950 H1 C"out1" T1 ; create nozzle heater output on out1 and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S420 ; set temperature limit for heater 1 to 420C M308 S2 P"temp2" Y"thermistor" T100000 B4138 ; configure sensor 2 as thermistor on pin temp2 M950 H2 C"out2" T2 ; create chamber heater output on out2 and map it to sensor 2 M307 H2 B1 S1.00 ; enable bang-bang mode for the chamber heater and set PWM limit M141 H2 ; map chamber to heater 2 M143 H2 S70 ; set temperature limit for heater 2 to 70C ; Fans M950 F0 C"out4" Q3000 ; create fan 0 on pin out4 and set its frequency M106 P0 C"Print Cooler" S0 H-1 ; set fan 0 name and value. Thermostatic control is turned off M950 F1 C"out5" Q4000 ; create fan 1 on pin out5 and set its frequency M106 P1 C"HotEnd" S0 H1 S0.5 T100 ; set fan 1 name and value. Thermostatic control is turned on M950 F2 C"out8" Q500 ; create fan 2 on pin out8 and set its frequency M106 P2 C"onXstepper" S0.15 H-1 ; set fan 2 name and value. Thermostatic control is turned off M950 F3 C"out9" Q500 ; create fan 3 on pin out9 and set its frequency M106 P3 C"Duet-board" S0.1 H-1 ; set fan 3 name and value. Thermostatic control is turned off ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R150 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss M150 X0 R255 U255 B255 P200 S107 ; set DotStar LEDs (dim white) T0 ; select first tool -
@brs Which slicer are you using? Vase mode has been broken in Prusa Slicer for years, and leaves a seam in the prints. Cura's vase mode works without leaving a seam.
-
It doesn't sound like you're actually using vase mode in your slicer at all.
-
Simplify3D...
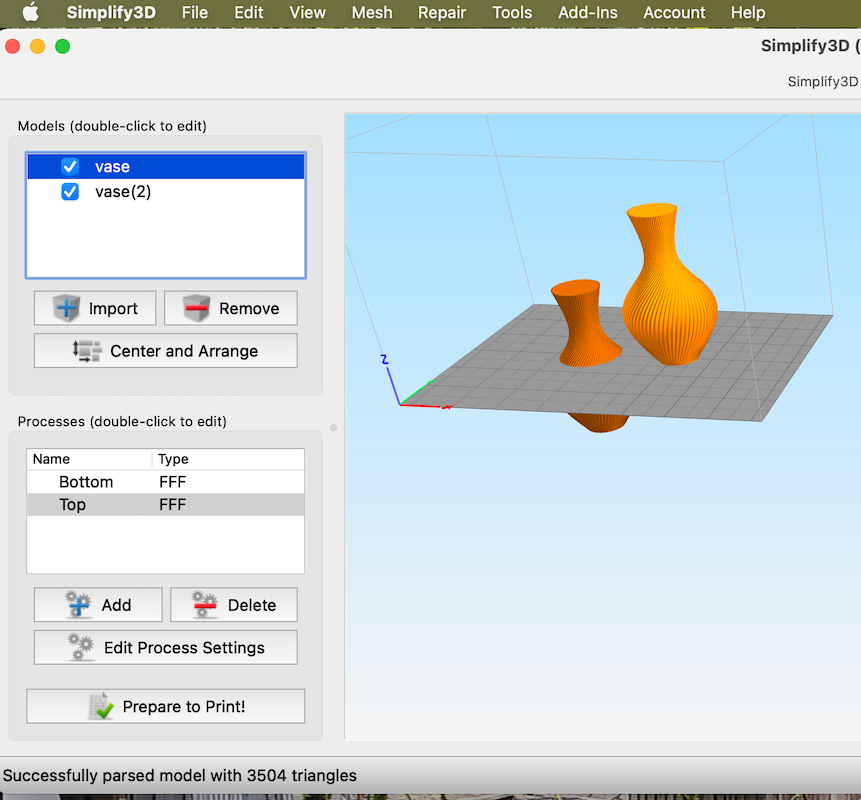
I printed in such a way as to have a top and bottom half. This was an experiment for a much larger project I have in mind that will not fit my printer and will have to be printed in two parts.
But my question was not about the vase it was more about the print head pausing when changing Z or going from one part to the other. I know I can minimize the affect by randomizing the 'start point' but in my case 'optimizing the start points' put them all above one another as such I was able to notice the pause when changing Z or part.
-
@brs You have jerk and acceleration for the Z axis set very low. You might try bumping them up by a lot to see if it helps.
I don't know how S3D handles vase mode, but if you're going to put together two parts printed in vase mode, I think it's a good idea to make sure that the two surfaces to be joined are both printed off the bed plate - i.e. the upper piece should be inverted.
-
@mrehorstdmd Inverted... very clever. Though it seems the two match up quite well. But like I said, the vase was just a test case. Inverting my subject project won't work.
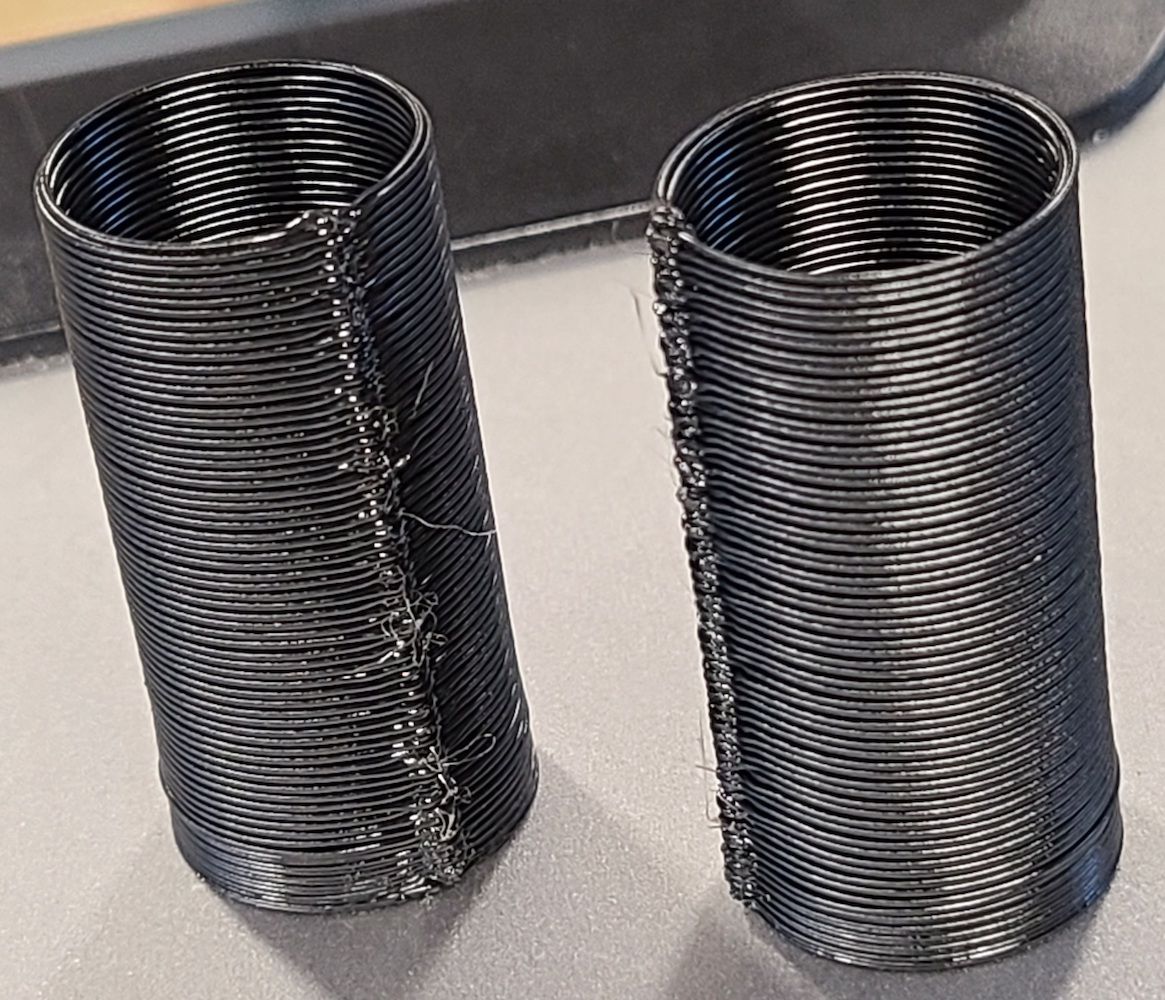
I'll up the accel/jerk values and print some twin cylinders. -
Your extruder jerk and accel values are a bit low as well. Slow Z and E axis means a slow layer change, giving more time for ooze.
Have you tuned pressure advance yet?
-
@brs said in Help tune out "printer seam":
I upped the Jerk setting to...M566 X5000.00 Y5000.00 Z500.00 E120.00
and printed this...
[video here]
It's this line of blobs that I'm trying to tune out. Haven't yet increase Acceleration. -
@brs
Does this problem only appear now or did it happen after a change was made to the printer ?
For example, was the SD card changed ?It looks a little like overextrusion to me.
Has the correct flow rate already been determined ?
A pressure advance test could also benefit the printed image.Google Translate
----- Original Text -----Tritt dieses Problem erst jetzt auf oder passierte es nach einer Änderung am Drucker ?
Wurde zB die SD-Karte gewechselt ?Es sieht mir ein wenig nach Überextrusion aus.
Wurde die richtige Flussrate schon ermittelt ?
Ein Pressure Advance Test könnte dem Druckbild auch zur Gute kommen.DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder I'm still learning about pressure advance and have not yet implemented it. Thanks for the encouragement to do so.
This seems to be still initial tuning after conversion to Duet3D. It's a long and slow process as I'm still getting to know this technology.
I did just recently increase the extruder steps-per-mm after measuring the actual filament through put.
-
@brs
Meticulously setting up a printer can take a lot of time.
Actually, it practically never stops when 3D printing becomes a hobby.
For the little breaks...
Of course it could be the wrong settings.
It can also be due to a defective or very slow SD card.
It wasn't that long ago that someone had this exact problem.
If you have the opportunity, you should try a high-quality SD card or at least test the actual read/write values of your SD card if the error persists due to changed settings.You should always use another slicer as a reserve.
It can be very helpful when troubleshooting a problem like this.
If a version has a bug, you can switch to another slicer.
Simplify3D does not exactly stand out because of its update.
Is there now version 5, which was announced a long time ago ?Google Translate
----- Original Text -----Einen Drucker penibel genau einzustellen kann schon viel Zeit kosten.
Eigentlich hört es praktisch nie auf wenn das 3D drucken zum Hobby wird.Zu den kleinen Pausen...
Klar kann es an den falschen Einstellungen liegen.
Es kann aber auch an einer defekten bzw sehr langsamen SD-Karte liegen.
Es ist noch gar nicht so lange her, da hatte jemand genau dieses Problem.
Wenn Du die Möglichkeit hast solltest Du mal eine hochwertige SD-Karte ausprobieren oder zumindest mal die tatsächlichen Schreib- Lesewerte Deiner SD-Karte testen, wenn der Fehler durch geänderte Einstellungen immer noch besteht.Einen anderen Slicer sollte man auch immer als Reserve nutzen.
Es kann sehr hilfreich sein bei einer Fehlersuche wie diese.
Hat eine Version mal einen Bug, dann kann man auf einen anderen Slicer ausweichen.
Simplify3D sticht ja nicht gerade durch seine Update hervor.
Gibt es mittlerweile Version 5, die vor langer Zeit mal angesagt wurde ? -
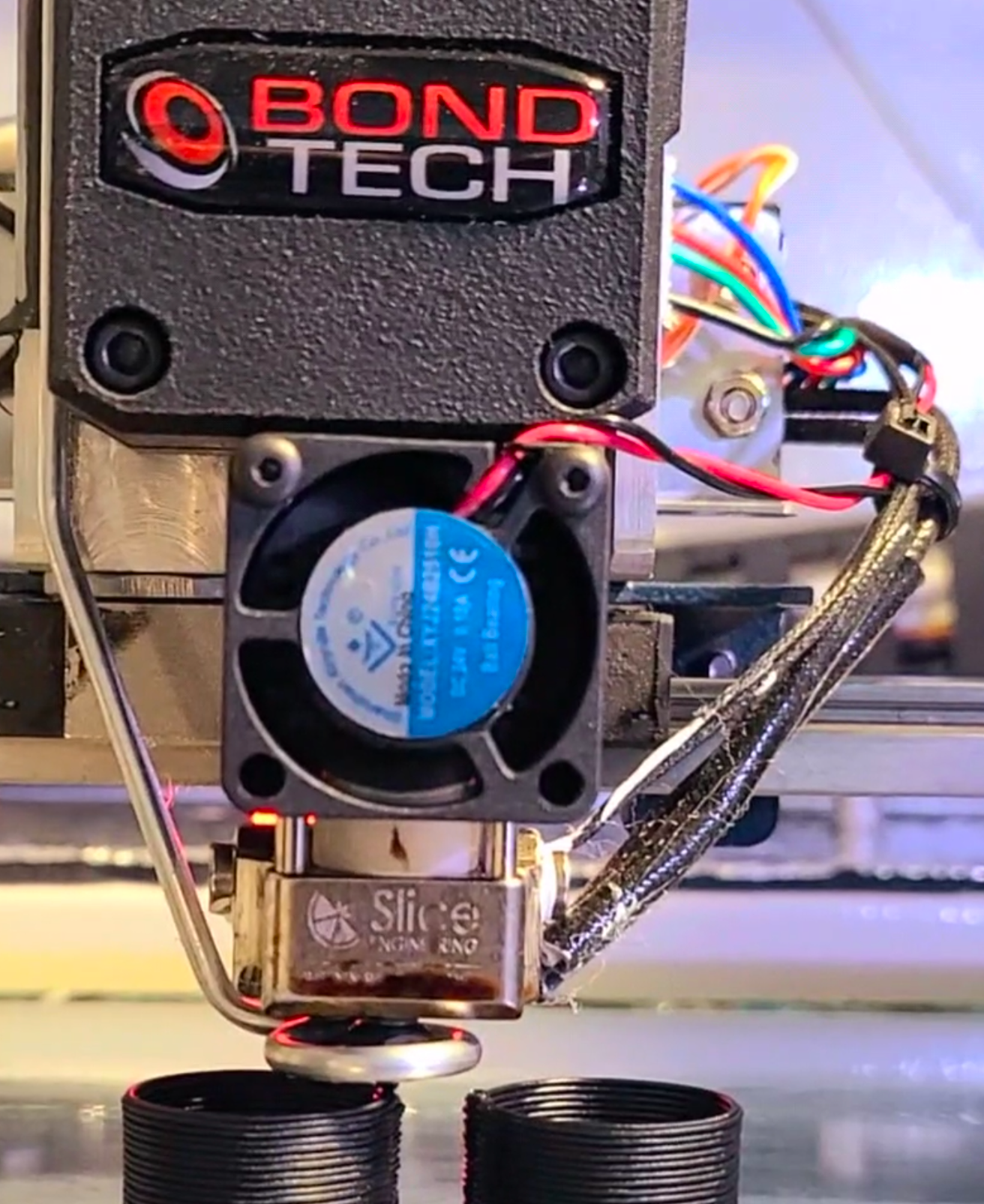
What kind of extruder is it?
Here is what I would start with
M566 X900.00 Y900.00 Z60.00 E2000 ; set maximum instantaneous (JERK) speed changes (mm/min) M203 X6000.00 Y6000.00 Z600.00 E6000 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z200 E2500 ; set accelerations (mm/s^2)Note the changes to Z and E values
-
Thank you Phaedrux, I'll try those numbers or something close.
Here is a picture of my extruder/head. It currently has a .6mm nozzle.