Any advise to improve print quality :)
-
Hi guys! I wanted to ask for some help here to the speed gods

I am tuning the printing parameters in my printer, a corexy with a duet wifi. I did printing tests to setup the accelerations and jerks after I tuned properly the input shaping and the presure advance. I recorded the next parameters after trials:M204 P3000 T1000 ;accelerations
M566 X480.00 Y300.00 Z420.00 E600.00 ;jerks(instant speeds)
M572 D0 S0.0375 ; pressure advace
M593 P"mzv" F42.50 ;input shaping
Temp 200
PLA Smartfill.And this are the results:

From left to right is front x axis, right y axis, rear x axis and left y axis. Also from top to bottom is from 250mmxs to 50mmxs
At 50mxs there is very VFA visible apart from that ringing. But don't know how to improve that ringing 🥲
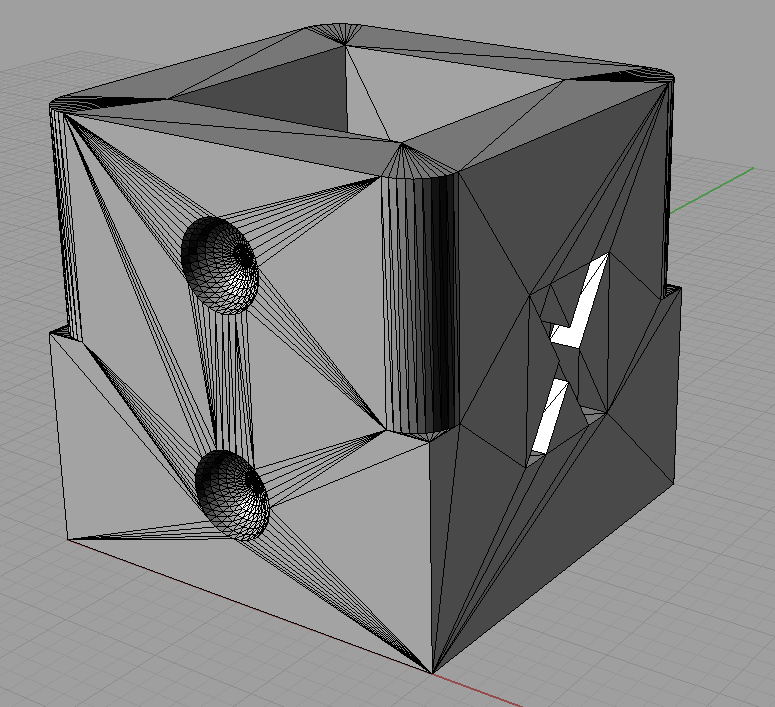
The machine has an aluminum 4040 structure so is pretty solid as you can see:
The linear rails in x and y are usongshine MGN9H with Z1 preload, there was no Z0 availables.
Forget to say the retractions are them all in the corner between tha face with the x and the y in the model 0.8mm at 900mmxm retraction speed. The hotend is a Phaetus Rapido with a 0.4 CHT nozzle. -
Very nice build. I am not an expert but from what I gathered from the voron community, a mgn9 with no additional support is not stiff enough for x rail. They use a mgn12 backed by an extrusion.
Again, I am not an expert.
")
-
@zapta that's rigth they use to reinforce but with the accelerometer i measured the amplitudes with and without a reinforce and it does not vary a lot. Anyway if that's the case both x printed sides will ave simillar quality and it did not happen.
Anyway again I am waiting for a 10x10mm square cf tube to arrive and add to the rig. -
@zabana, my understanding is that E3D also had insufficient x rail support in their Motion System until they came with this fancy aluminum bar. I don't know though how insufficient support manifests itself in acceleration measurements.

-
@zabana what's the change between the bottom half of each print and the top half?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 there is no change in terms of configuration, the file is the Ripple_JERK_test.STL anyone can download in thingiverse.
I mean this one:Ripple Jerk test Thingiverse
-
side note: A friend of mine has a RailcoreII whose frame seems to have a resonant frequency at around 8.8Hz. He can print well at speeds up to 45mm/sec and above 90mm/sec but in-between the printer turns into a subsonic woofer shaking the house ... you may be running into a similar issue. One way to address this might be adding more deadweight by filling the hollow segments of your extrusion with granite resin pour or similar.
-
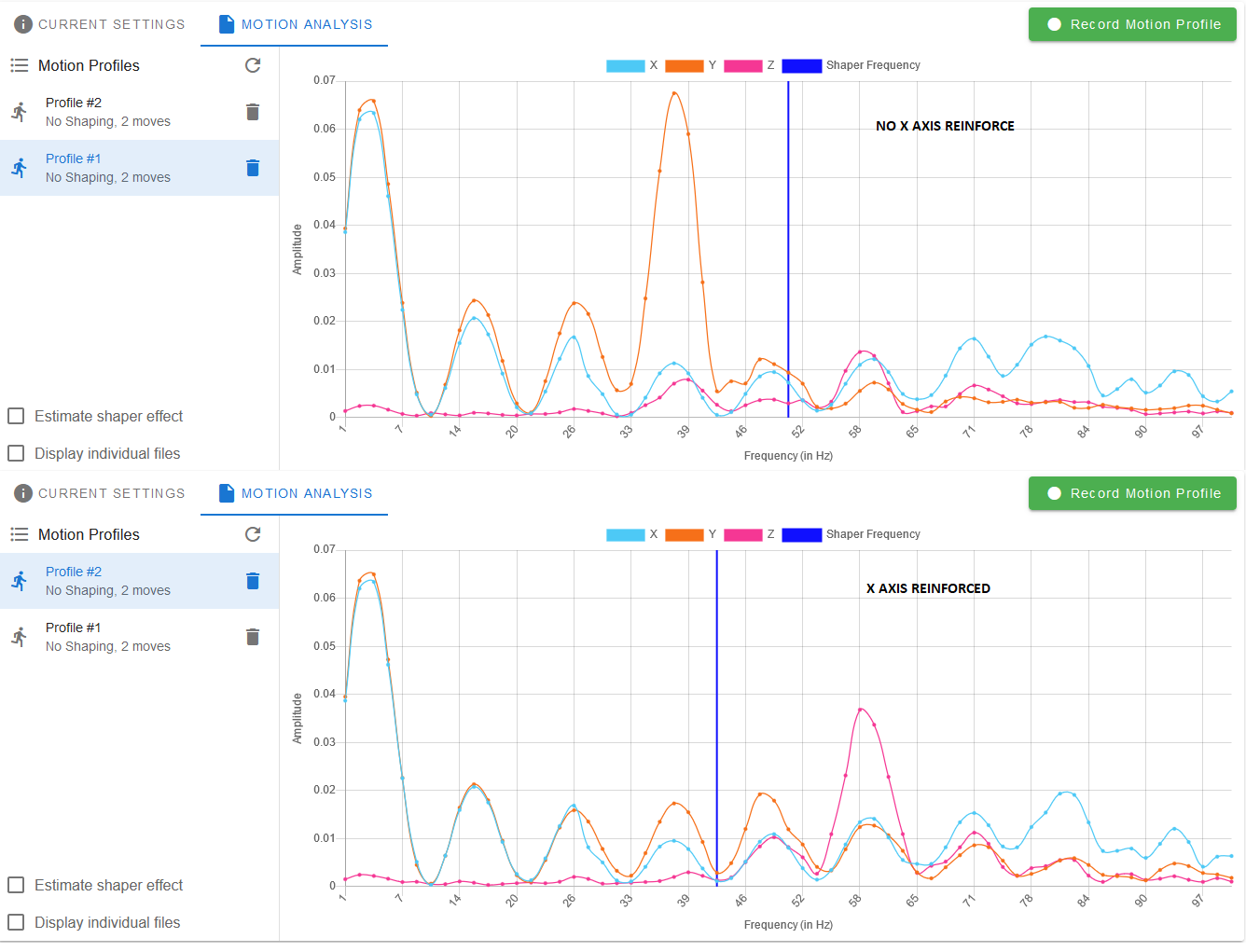
@oliof As you said there is a peak at very low frequencies, don´t know if enough high as to be a problem but there it is. Also I tested with and without a reinforcement in the X axis (I added a L shaped aluminum of 10x20mm all the wide axis lenght) and the peak around 40hz is now smaller but the VFA is more notorious in the printing, I will still try to dig some improvements at low speeds.
Here is the graph with the totally helpfull new Input shaping plugin: