Behavior of G1 command with H parameter
-
Hi all,
In my quest to continually tinker with my printer, I have come across some info in the documentation that is either confusing, or I am not reading it properly.
I am running a Duet 2 Wifi, with RRF 3.
I am trying to run a G1 Z15 H1 command. It is my understanding that it should move the Z axis in the positive direction until either one of the conditions are met, I.E. move the Z axis until it hits the endstop, and only move it a maximum of 15mm.
From the documentation, it seems that is what this section is detailing
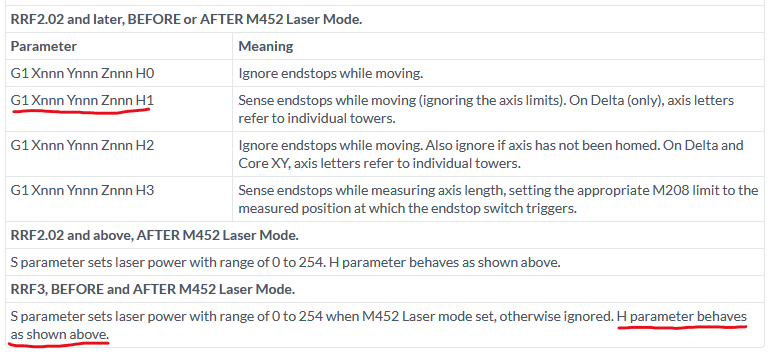
However, what I am encountering is that the axis will continue to move until it hits the Z endstop, and will completely ignore the Z value, whether it is 100mm, or 0.01mm, it will continue to move until it hits the endstop. Is this the expected behavior?
-
@surgikill yes, it should move maximum 15 mm. If it moves more, your G92 value for Z could be wrong, please check the value. E.g. 200-step-stepper with 16 microsteps, 20 teeth to GT2 belt: 200*16/40 = 80. (40 because 40 mm for one rotation of stepper).
Another possibility is that kinematics (M669) setting is wrong and the axis is defined wrong.
If you don't find the reason, please post your config.g and information about your printer (which stepper, belt or trapezoid spindle etc) and call M122 and post the result.
-
@surgikill said in Behavior of G1 command with H parameter:
I am trying to run a G1 Z15 H1 command. It is my understanding that it should move the Z axis in the positive direction until either one of the conditions are met, I.E. move the Z axis until it hits the endstop, and only move it a maximum of 15mm.
To achieve that for certain, you need to be in relative movement mode, i.e. send G91 before the G1 H1 command. Send G90 to revert to absolute mode.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Behavior of G1 command with H parameter:
@surgikill said in Behavior of G1 command with H parameter:
I am trying to run a G1 Z15 H1 command. It is my understanding that it should move the Z axis in the positive direction until either one of the conditions are met, I.E. move the Z axis until it hits the endstop, and only move it a maximum of 15mm.
To achieve that for certain, you need to be in relative movement mode, i.e. send G91 before the G1 H1 command. Send G90 to revert to absolute mode.
This worked. Thank you very much.
-
 undefined dc42 marked this topic as a question
undefined dc42 marked this topic as a question
-
undefined dc42 has marked this topic as solved