differences between manual and automatic leveling
-
so this is the new config. I hava adjusted all i see to fit with the old config
; Configuration file for Duet WiFi (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.2 on Sat Sep 18 2021 02:15:19 GMT+0200 (Mitteleuropäische Sommerzeit) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"HeVo" ; set printer name M669 K1 ; select CoreXY mode ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet M575 P1 B57600 S1 ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E396.00 ; set steps per mm M566 X21000.00 Y21000.00 Z180.00 E54000.00 ; set maximum instantaneous speed changes (mm/min) M203 X21000.00 Y21000.00 Z180.00 E300000.00 ; set maximum speeds (mm/min) M201 X4000.00 Y4000.00 Z3000.00 E4000.00 ; set accelerations (mm/s^2) M906 X1000 Y1000 Z1000 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z-1 S1 ; set axis minima M208 X205 Y202 Z150 S0 ; set axis maxima ; Endstops M574 X2 S1 P"xstop" ; configure active-high endstop for high end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for high end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe M558 P1 C"zprobe.in" H5 F120 T6000 ; set Z probe type to unmodulated and the dive height + speeds G31 P500 X40 Y-35 Z2.04 ; set Z probe trigger value, offset and trigger height M557 X15:205 Y15:195 S20 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4400 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4400 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F1 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F0 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined -
Hmm...
Everything seems correct.
When are you getting this fault?
What is the exact message your are seeing?
Thanks.
Frederick
-
hi Frederick
this is the message i got:
Error: Heater 0 fault: temperature rising much more slowly than the expected 1.3°C/sec
Resume state saved
Warning: Tool 0 was not driven because its heater temperatures were not high enough or it has a heater fault -
@gip_86 Have you run a PID tune of your extruder and bed?
-
yes i have one done for the heater and the bed.
Bed:
Warning: heater behaviour was not consistent during tuning
Auto tuning heater 0 completed after 4 idle and 25 tuning cycles in 5317 seconds. This heater needs the following M307 command:
M307 H0 B0 R0.957 C113.0 D6.66 S1.00 V24.2
Edit the M307 H0 command in config.g to match this. Omit the V parameter if the heater is not powered from VIN.Heater:
M307 H1 B0 R2.746 C97.9:59.2 D5.41 S1.00 V24.2
one question:
after firmwareupdate now it takes very long to heat up the bed. is this normal? -
@gip_86 Have you got a config-override.g in your sys folder with the output of the tuning? You also need a M501 in your config.g if you do.
-
no, i have put the M307 in config directly..
; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4400 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 ;M307 H0 B0 S1.00 M307 H0 B0 R0.957 C113.0 D6.66 S1.00 V24.2 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4400 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 ;M307 H1 B0 S1.00 M307 H1 B0 R2.746 C97.9:59.2 D5.41 S1.00 V24.2 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280Cif i put it in override, what have i to put in?
and in config should only M501? -
It's perfectly fine to put everything in config.g
The config-override.g file is just to make it a bit easier as a M500 after certain operations makes the needed entries in config-override.g.
I have never used config-override.g - I move the contents to config.g and delete config-override.g
Frederick
-
after pid tuning i have decided to add "R4700 behind the M308.
Now bed has heated really fast. Is there something agains R4700? I had this thing in my old config.
Now it looks like:
M308 S0 P"bedtemp" Y"thermistor" T100000 B4400 R4700
M308 S1 P"e0temp" Y"thermistor" T100000 B4400 R4700 -
@gip_86 said in differences between manual and automatic leveling:
after pid tuning i have decided to add "R4700 behind the M308.
Now bed has heated really fast. Is there something agains R4700? I had this thing in my old config.
Now it looks like:
M308 S0 P"bedtemp" Y"thermistor" T100000 B4400 R4700
M308 S1 P"e0temp" Y"thermistor" T100000 B4400 R4700Well the R setting is supposed to match the values of the resistors on your board.
If you don't have a R setting it is supposed to default to the correct values for your board.
Frederick
-
Ok, machine is now running as aspected (but without mesh compensation)
I also have designed a new holder for the probe.



So and what are the best steps for next?
-
@gip_86 said in differences between manual and automatic leveling:
So and what are the best steps for next?
Have you made the configuration settings needed to use the Manual Bed Leveling Assistant?
Once that is done and the bed is level you should then proceed to get Mesh Bed Compensation working.
Frederick
-
@fcwilt
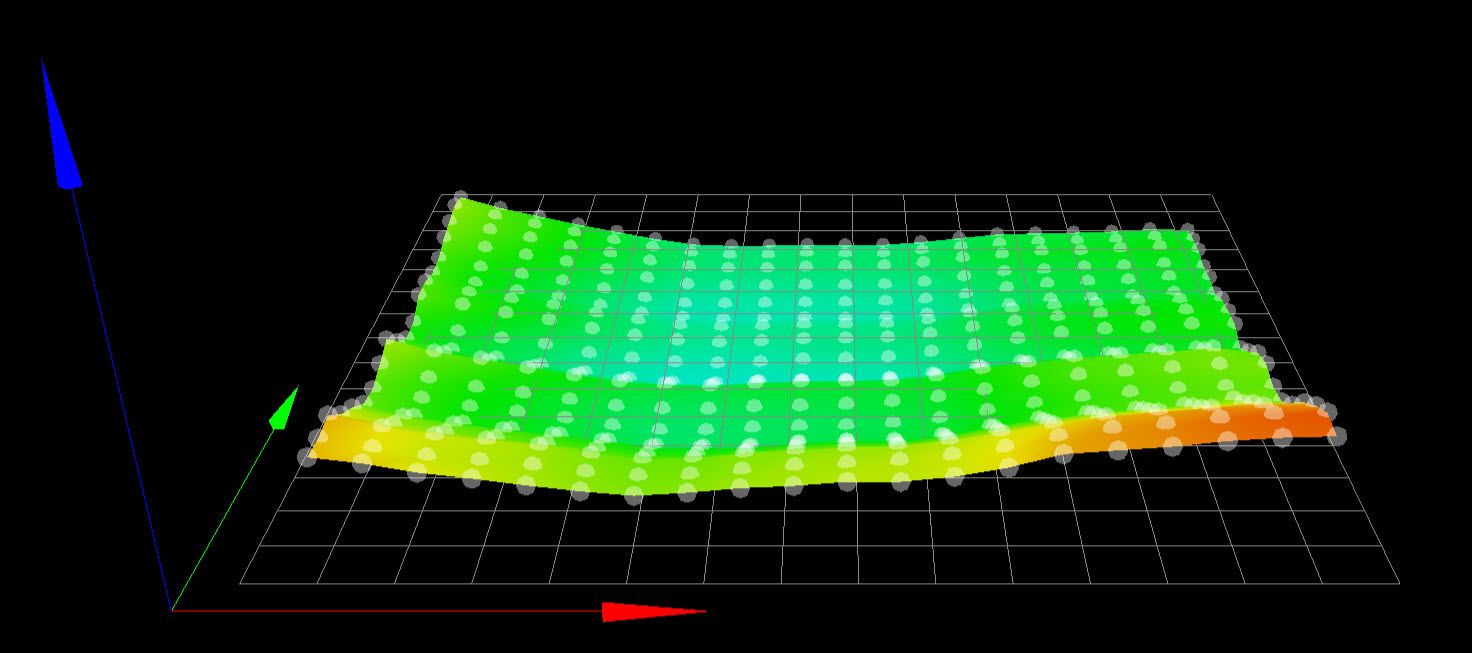
ok i had done the neeed config and have leveled it. after several leveling, best i could do was about 0,03mm to adjust.then i had done a G29 and heres the height map:
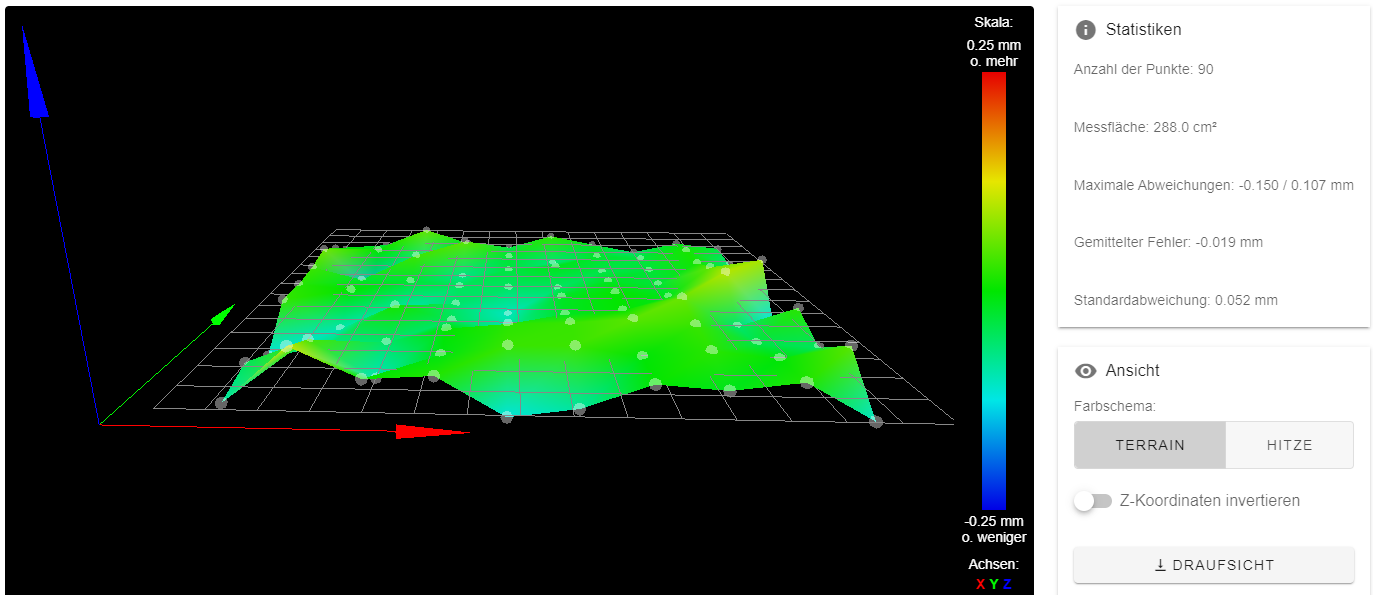
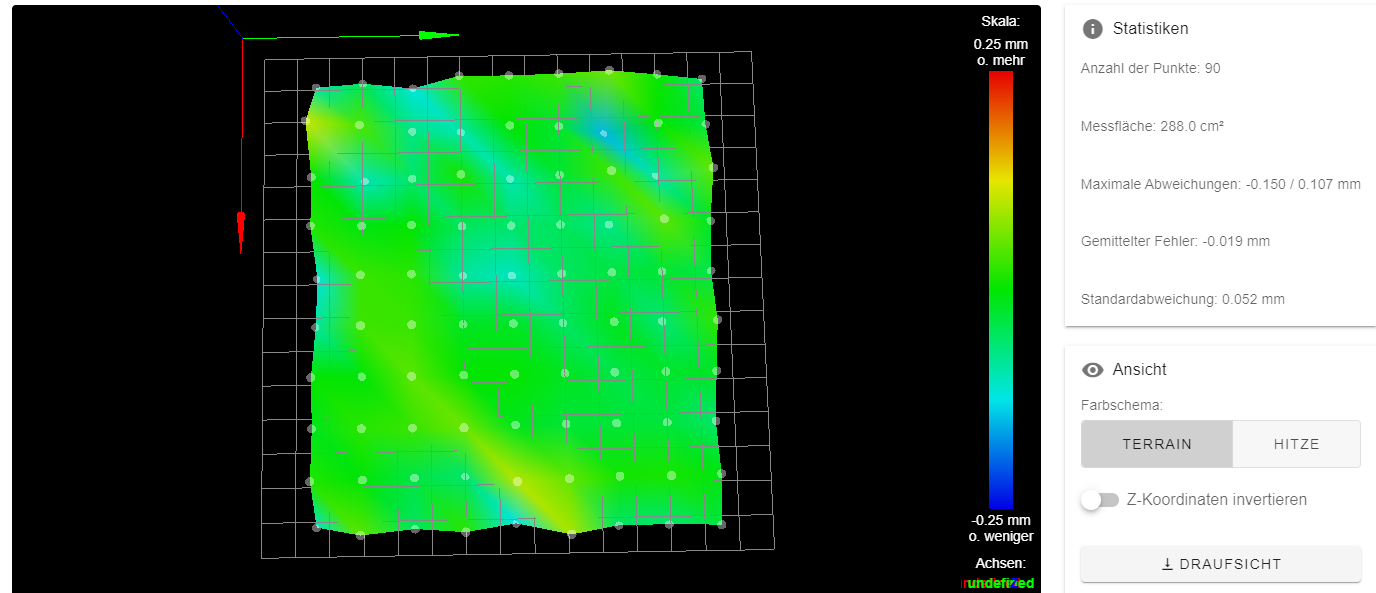
Any idears?
-
I have four different printers all with cast aluminum tool plate for the bed and they all are different.
I haven't taken the time to find out why as they all print ok.
-
Ok, I also have a casted aluminium plate which is on both sides milled. I think my FR4 plate is the reason why it is so different. It’s a bit translucent.
Tomorrow I will give a try with the mesh.
-
@gip_86 said in differences between manual and automatic leveling:
Ok, I also have a casted aluminium plate which is on both sides milled. I think my FR4 plate is the reason why it is so different. It’s a bit translucent.
Tomorrow I will give a try with the mesh.
I would agree the FR4 is likely the issue.
Frederick
-
Yes but it’s a good Surface to print.
")
Could it help to decrease the probing points?
Or could it help to do a sanding of it?
-
@gip_86 said in differences between manual and automatic leveling:
Yes but it’s a good Surface to print.
I use a number of different print surfaces - all of the removable kind held in place by magnetic force.
I like being able to separately chose the bed heater, the bed material and the bed surface - the goal being to have the best combination of parts.
Could it help to decrease the probing points?
No, that would just hide the errors - to get the best results from using mesh compensation you would increase the number of points
Or could it help to do a sanding of it?
The changes you see in the height map are actually quite small - sanding would likely make things worse.
-
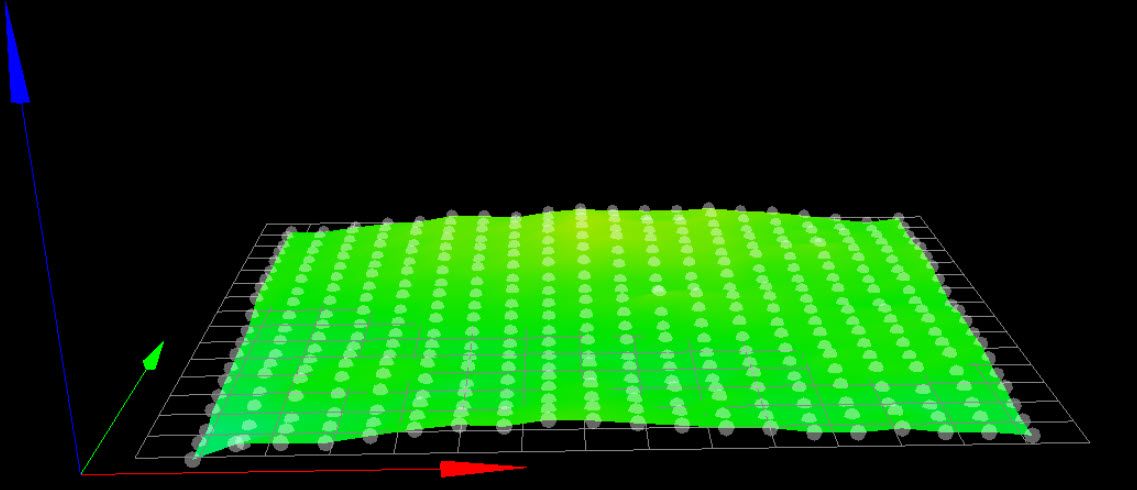
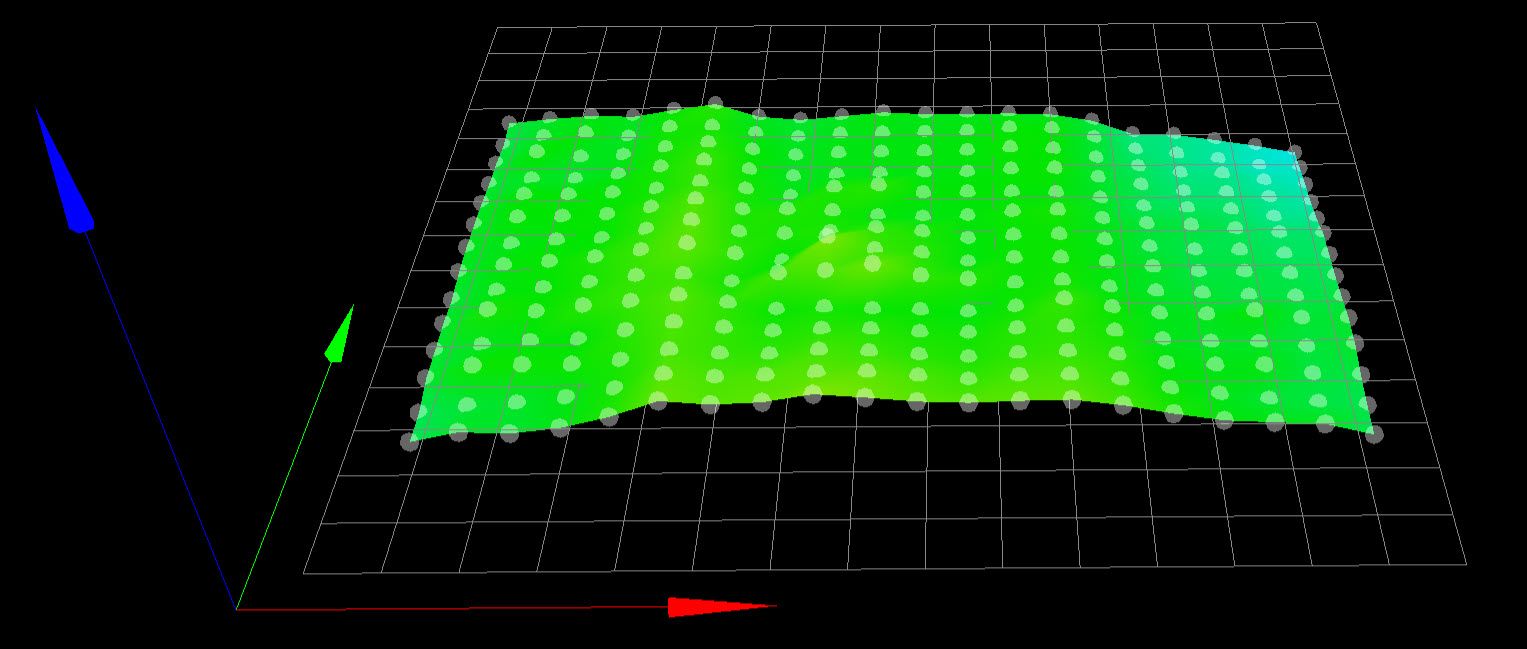
@gip_86 as @fcwilt said, I'd increase the probing points a bit. That way you can look for obvious points that are wrong and manually change then in the .csv file
You could also use the A and S parameters in your
G31M558 to do repeated probing at different points to improve accuracy.Final point, my heightmap on my corexy is a lot worse than yours because my gantry sags a bit. However, I still get pretty good results with mesh compensation enabled so have not bothered to redesign it. Ultimately what matters is if you get good prints, not whether you have a perfectly flat heightmap (though we'd all love that!
)Edit: corrected reference to M558
-
@engikeneer said in
You could also use the A and S parameters in your G31 to do repeated probing at different points to improve accuracy.
I can't see in the Gcode dictionary the A option in the G31 command. How it works?
G31: Set or Report Current Probe status Usage G31 Pnnn Xnnn Ynnn Znnn Cnnn SnnnI'd like to get two/three probes in each probe point having a median to improve the probe accuracy.