Printing problem with filament or set up?
-
@phaedrux
ok i had to reprint the bottom hot end piece due to the fact the one my boss printed actual broke because it was printed wrong.so i printed a new one with my resin 3d printer and it worked good and now have it installed. the height map is much more even now and the first layer prints great now. the more robust lower hot end helps alot.
now it seems the Z axis will not increment as it prints for some reason. the Z axis stays at 3.96 the whole time printing. i have not idea what i have done but that is what i got. any ideas on this one?
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Tue Jul 06 2021 10:19:08 GMT-0400 (Eastern Daylight Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Big Box 1" ; set printer name ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M569 P4 S1 ; physical drive 4 goes backwards M584 X0 Y1 Z2 E3:4 ; set drive mapping M350 X16 Y16 Z16 E16:16 I1 ; configure microstepping with interpolation M92 X160.47 Y361.26 Z1599.10 E179.0:291.30 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E120.00:120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z300.00 E1200.00:1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z60.00 E250.00:250.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1200:1200 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S120 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X280 Y180 Z300 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z2 S1 ; configure Z-probe endstop for high end on Z ; Z-Probe ;M558 P1 C"zprobe.in+zprobe.mod" H5 F120 T6000 ; set Z probe type to unmodulated and the dive height + speeds ;G31 P500 X-16.1 Y26 Z0.297 ; set Z probe trigger value, offset and trigger height ;M557 X16.1:300 Y5:174 P20 ; define mesh grid M558 P5 C"e0stop" H5 F120 T3000 ; Z probe connected to E0 endstop input ;M558 H30 ;*** Remove this line after delta calibration has been done and new delta parameters have been saved G31 P500 X16.1 Y26 Z1.600 ; set Z probe trigger value, offset and trigger height M557 X10:250 Y10:200 S40 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S285 ; set temperature limit for heater 1 to 285C M308 S2 P"e1temp" Y"thermistor" T100000 B4138 ; configure sensor 2 as thermistor on pin e1temp M950 H2 C"e1heat" T2 ; create nozzle heater output on e1heat and map it to sensor 2 M307 H2 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H2 S285 ; set temperature limit for heater 2 to 285C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H1:2 T45 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1:2 T45 ; set fan 1 value. Thermostatic control is turned on M950 F2 C"fan2" Q500 ; create fan 2 on pin fan2 and set its frequency M106 P2 S1 H1:2 T10 ; set fan 2 value. Thermostatic control is turned on ; Tools M563 P0 S"Ron 0" D0 H1 F0 ; define tool 0 G10 P0 X-16.1 Y26 Z5 ; set tool 0 axis offsets G10 P0 R160 S220 ; set initial tool 0 active temp 220 and standby temperatures to 160C M563 P4 S"Ron 1" D1 H2 F0 ; define tool 1 G10 P4 X16.1 Y26 Z5 ; set tool 0 axis offsets G10 P4 R160 S220 ; set initial tool 0 active temp 220 and standby temperatures to 160C ; Miscellaneous M575 P1 S1 B57600 ; enable support for PanelDue M501 ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss -
Does the z axis move up past that point when you jog it manually?
-
I notice your tools have a z offset. Where did those come from?
-
@phaedrux
I put those in when we first set up the new hot ends. I have only adjusted E0 because that is the only one we are using at present.on the other question yes it will move up manually while printing using baby steps on touch screen 0.02 or on Net 0.5.
when i home it will lower the bed and when x & Y are done, the bed raises and stops like it should.
Could this have something in my slicer settings doing this?
-
@testpro
Yes i defiantly have something wrong with the set up of the Duet board in software or in the slicer Prusa.i went over the slicer setting and basically have the bare minimum setting i think, the slicer is set to 15 x, 100y for the center of the bed and the machine homes close to it 170 x, 85 y.
i set this cube up for printing dead center of the board but when it runs it the back right corner around y= -80 & x= -100 to -150. which it the front left corner of the board. wired.
-
; Tools M563 P0 S"Ron 0" D0 H1 F0 ; define tool 0 G10 P0 X-16.1 Y26 Z5 ; set tool 0 axis offsets G10 P0 R160 S220 ; set initial tool 0 active temp 220 and standby temperatures to 160C M563 P4 S"Ron 1" D1 H2 F0 ; define tool 1 G10 P4 X16.1 Y26 Z5 ; set tool 0 axis offsets G10 P4 R160 S220 ; set initial tool 0 active temp 220 and standby temperatures to 160CI would suggest that you change your tool offsets for tool0 to be x0 y0 z0, and then you can work out the offsets to tool1 from that 0,0,0 point.
@testpro said in Printing problem with filament or set up?:
the slicer is set to 15 x, 100y for the center of the bed and the machine homes close to it 170 x, 85 y.
I don't understand what you mean here.
@testpro said in Printing problem with filament or set up?:
i set this cube up for printing dead center of the board but when it runs it the back right corner around y= -80 & x= -100 to -150. which it the front left corner of the board.
I don't understand what you mean with this either.
-
@phaedrux
ok yes a little more detail on my part would help.- the slicer is set to 15 x, 100y for the center of the bed and the machine homes close to it 170 x, 85 y.
I don't understand what you mean here.
1A) in the Prusa slicer i have set the origin of E0 to X= 150 Y= 100, this will put the Print dead center of the of build plate. but when it prints there is only a fraction of the Print Cube on the front left corner of the print bed.
- i set this cube up for printing dead center of the board but when it runs it the back right corner around y= -80 & x= -100 to -150. which it the front left corner of the board.
I don't understand what you mean with this either.
2A) This is stating when i print the print is in the front left of the print bed in reality but in Prusa slicer it is dead center of the build plate.
-
@testpro said in Printing problem with filament or set up?:
1A) in the Prusa slicer i have set the origin of E0 to X= 150 Y= 100, this will put the Print dead center of the of build plate. but when it prints there is only a fraction of the Print Cube on the front left corner of the print bed.
To have prints centered on the bed you specify the bed origin in Prusa's Printer setup.
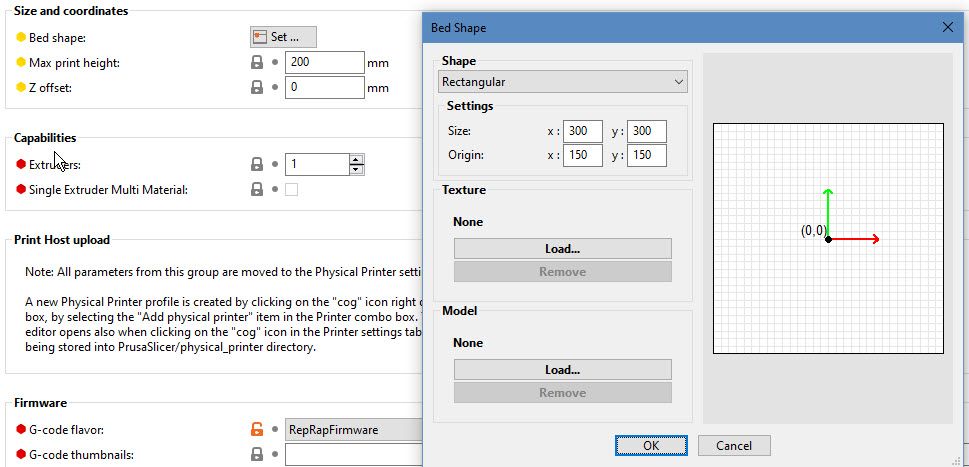
Clicking the Set button next to Bed Shape brings up the dialog shown where you specify the size of the bed and the location of the origin (the X = 0 Y=0 point).
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@testpro said in Printing problem with filament or set up?:
@phaedrux
ok yes a little more detail on my part would help.- the slicer is set to 15 x, 100y for the center of the bed and the machine homes close to it 170 x, 85 y.
I don't understand what you mean here.
1A) in the Prusa slicer i have set the origin of E0 to X= 150 Y= 100, this will put the Print dead center of the of build plate. but when it prints there is only a fraction of the Print Cube on the front left corner of the print bed.
- i set this cube up for printing dead center of the board but when it runs it the back right corner around y= -80 & x= -100 to -150. which it the front left corner of the board.
I don't understand what you mean with this either.
2A) This is stating when i print the print is in the front left of the print bed in reality but in Prusa slicer it is dead center of the build plate.
Ok, but why? I don't understand why you're telling the slicer that.
; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X280 Y180 Z300 S0 ; set axis maximaYour bed has the 0,0 point in a corner, not the center.
Can you show a screenshot of your settings from the slicer?
-
@fcwilt
yes it does and that is done my end. except my Y = 200. and the print never comes out in the center of the bed at all. if i have this way as you have it shown it will print front left hand side and if i move the item to the far back right and then slice it still comes up front to the right but not as far. but if i move the item to far back right in slicer it is off the bed in slicer and will not slice.so at this time i have the origin set to x=0 y=0 just so i can get it on the board. still not right at this point.
-
Please post a screenshot of the settings.
Based on your config.g M208 settings, the origin should be x0 y0 and placing an object at the center of the plate in the slicer should cause it to print at the center of the bed.
Your M208 settings are possibly incorrect or need some adjustment. Can you tell me if the endstops are off the edge of the print area? As in, does the nozzle have to leave the printable area to strike the endstop? If so, we can adjust the M208 values such that the 0,0 point is still on the printable area. For example, if the nozzle must move -20mm past the edge of the bed to hit the endstop, then the M208 minima would be -20.
-
You mentioned something about setting the Extruder offsets to X150 and Y100.
That is very likely wrong.
Frederick
-
ok at this point i have cleaned out all the slicer files from the last month of trying to get this to work.
I also took out the slicer completely from my machine and reinstalled a new fresh copy of the Prusa slicer 2.3.3.
i did mover the origin back to the front front left corner in the slicer as well. so this is where it homes for now. i would like it to home in the center but this is not practical at this time.
now i have ran through the slicer again with the factory settings and put the basic information in and now the Z works pushing the nozzle closer or away with the touch screen baby steps. Plus the printer now increments for the layers where before it did not.
what part of the slicer settings you need to see?
-
@testpro said in Printing problem with filament or set up?:
i did mover the origin back to the front front left corner in the slicer as well. so this is where it homes for now. i would like it to home in the center but this is not practical at this time.
Not practical - what does that mean?
Homing does not have to mean moving to X=0 Y=0. Homing is simply the process by which the firmware determines where things are on the X,Y,Z axes.
One of my printers homes to Xmax and Ymax, one homes to Xmin and Ymax but they all have the origin (X=0 Y=0) at the center of the bed.
Frederick
-
Having the origin be the center isn't too hard. See here:
https://duet3d.dozuki.com/Wiki/Centering_the_bed_or_setting_the_bed_origin
One way or another, the firmware and the slicer just need to agree on where the 0,0 point is and what the size of the bed is.
@testpro said in Printing problem with filament or set up?:
what part of the slicer settings you need to see?
Ideally everything. If you load a small STL and then do a file save project as .3mf and upload it here we can see all of your settings.
-
ok first test print incremented as it should while printing the first layer and fine tuning it.
once i confirmed the Z was incrementing for the steps of adjustments and for the second layer. i did another test print but this time i added in the bed compensation and now it will not let the Z axis increment and will not increment on second layer either.
[0_1629147063561_100mm_Rounded_Cube.3mf](Uploading 100%)
-
-
@testpro said in Printing problem with filament or set up?:
[0_1629147063561_100mm_Rounded_Cube.3mf](Uploading 100%)
Either the file is too large or not allowed by the forum software. If it's more than 4mb, upload it to a cloud drive and share a link, if it's less than 4mb, try adding a .txt extension to the file and upload again.
@testpro said in Printing problem with filament or set up?:
now it will not let the Z axis increment and will not increment on second layer either.
Do you still have that weird 5mm z offset for the tools?
-
the file format is not allowed. and no more offsets for the tools at this time.
still can not figure out why z will not increment with the bed compensation working.
-
@testpro
after doing the manual bed leveling several times my height map is -0.22 to 0.021.so pretty even at this point.