Bed levelling
-
@fcwilt Ok I have in the config.g the X and Y coordinates of the leadscrews.
M671 X-18.109:183.1:384.309 Y-10.413:367.797:-10.413 S50
But after I don’t know how to use this….
-
@auré said in Bed levelling:
@fcwilt Ok I have in the config.g the X and Y coordinates of the leadscrews.
M671 X-18.109:183.1:384.309 Y-10.413:367.797:-10.413 S50
But after I don’t know how to use this….
OK at this point you need to create a file named bed.g - create it in the System folder.
Here is mine:
; --- prepare to level bed --- ; M671: Define positions pf manual bed levelling screws or Z leadscrews ; Xnn:nn:nn... list of between 2 and 4 X coordinates of the leadscrews that drive the Z axis or the bed levelling screws ; Ynn:nn:nn... list of between 2 and 4 Y coordinates of the leadscrews that drive the Z axis or the bed levelling screws ; Snn maximum correction allowed for each leadscrew in mm (optional, default 1.0) ; Pnnn pitch of the bed levelling screws (not used when bed levelling using independently-driven leadscrews). Defaults to 0.5mm which is correct for M3 bed levelling screws ; Fnn fudge factor, default 1.0 M671 X-18.109:183.1:384.309 Y-10.413:367.797:-10.413 S50 ; position of lead screws - I PASTED THIS FROM YOUR POST M291 R"Leveling bed" P"Please wait..." T0 ; --- level bed leveling --- while true ; run leveling pass ; --- probe near lead screws - YOU WILL NEED TO ADJUST THE X AND Y VALUES TO SUIT YOUR PRINTER --- G30 P0 X-145 Y-65 Z-99999 ; probe near lead screw #1 G30 P1 X0 Y100 Z-99999 ; probe near lead screw #2 G30 P2 X145 Y-65 Z-99999 S3 ; probe near lead screw #3 ; check results - exit loop if results are good if move.calibration.initial.deviation < 0.02 break ; check pass limit - abort if pass limit reached if iterations = 5 M291 P"Bed Leveling Aborted" R"Pass Limit Reached" abort "Bed Leveling Aborted - Pass Limit Reached" ; --- finish up --- ; --- set Z=0 datum which can be affected by leveling --- G1 X### Y### ; move to center of bed - ADJUST THESE FOR YOUR PRINTER G30 ; do single probe which sets Z to trigger height of Z probe M291 R"Leveling bed" P"Done" T0I have entered comments in CAPS where you need to enter your own values.
I am assuming that your Z probe works.
Once you have the bed.g file created you do a G32 command to run it.
If all works as intended it will probe the bed in three places one or more times and the bed should end up level.
Frederick
-
@fcwilt Thank you very much, I try this week and I tell you if It's works
")
-
@auré said in Bed levelling:
@fcwilt Thank you very much, I try this week and I tell you if It's works
Good - look forward to hearing from you.
I should have mentioned that the order of Z steppers in your M584 command needs to be used in your M671 command.
Frederick
-
@fcwilt Yes I saw here the order of Z steppers :
https://duet3d.dozuki.com/Wiki/Bed_levelling_using_multiple_independent_Z_motors#Section_Prerequisites")
-
Hi!
OK I tried but it didn't work.
My printer does the three points specified, then it doesn't level the bed but it tilts it even more and then it goes back to doing 3 points and tilts it even more....etc...etc.... -
@auré said in Bed levelling:
Hi!
OK I tried but it didn't work.
My printer does the three points specified, then it doesn't level the bed but it tilts it even more and then it goes back to doing 3 points and tilts it even more....etc...etc....That suggests that the M671 command is wrong which leads to the wrong steppers being adjusted which leads to things getting worse.
At this point you need to verify that the Z steppers specified in the M584 commands are located as specified in the M671 command.
- the 1st Z stepper in the M584 is the one near X = -18, Y = -10 - the 2nd Z stepper in the M584 is the one near X = 183, Y = 367 - the 3rd Z stepper in the M584 is the one near X = 384, Y = -10And if you wish to make your M671 command a bit easier to read you don't need to specify anything other than whole numbers.
Did you remember to adjust the three G30 commands in bed.g to match the location of the lead screws on your printer?
Frederick
-
@fcwilt I thoug G30 is the coordonates for Bltouch....
G30 P0 X50 Y50 Z-99999 ; probe near lead screw #1
G30 P1 X192 Y355 Z-99999 ; probe near lead screw #2
G30 P2 X340 Y50 Z-99999 S3 ; probe near lead screw #3For the M584:
M584 X0.0 Y0.1 Z0.3:0.4:0.5 E121.0
...............I think my mapping for nema is wrong
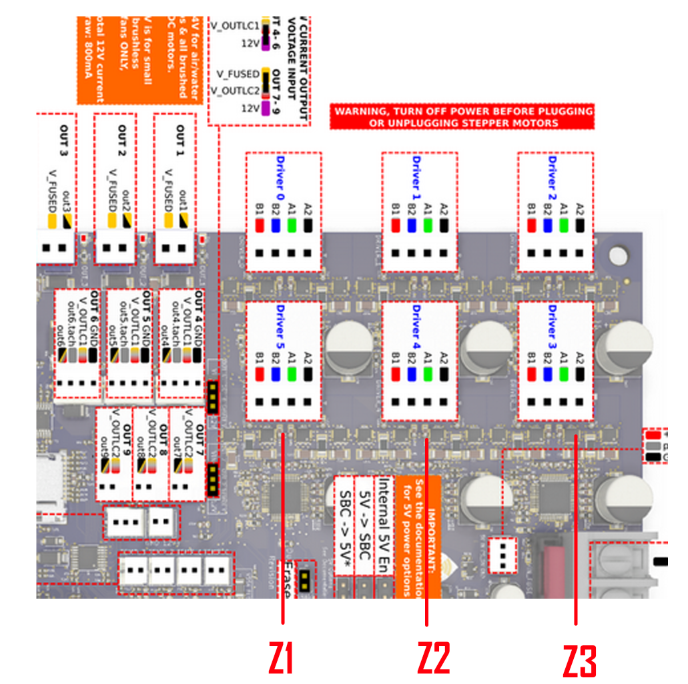
My Duet is mount like this.
And I read from the left to the right, when I have make wiring the nema I have connected from the left to the right.......I think I need invert Z1 and Z3
-
Ok that work! Thank you very much!
-
@auré said in Bed levelling:
Ok that work! Thank you very much!
Glad to hear you got it working.
I took the time to Google Earth your home town - it looks very nice.
Frederick
-
@fcwilt Yep Toulouse is pretty nice town thanks