HELP! Duet 2 WiFi Configuration and DWC Upload???
-
sorry, I'll just do the equation, duh carson. long day
-
you'll get there
-
Ok. we're good. 139 steps
I'll recheck everything once more and then run a test print.
Sorry if I was rude or sounded like I had an attitude at any point. When I get frustrated I tend to be short with people. There's no excuse for that kind of behavior.
Any thoughts on the PanelDue issue?
-I'll probably be in touch.
Thanks,
-Carson
-
@pcnoobneedsmajorhelp said in HELP! Duet 2 WiFi Configuration and DWC Upload???:
Any thoughts on the PanelDue issue?
It's not an issue. They just have different options. See my comments above.
@pcnoobneedsmajorhelp said in HELP! Duet 2 WiFi Configuration and DWC Upload???:
Sorry if I was rude or sounded like I had an attitude at any point.
No worries.
-
So I uploaded a calibration cube gcode to the DWC to find my flow rate percentage.
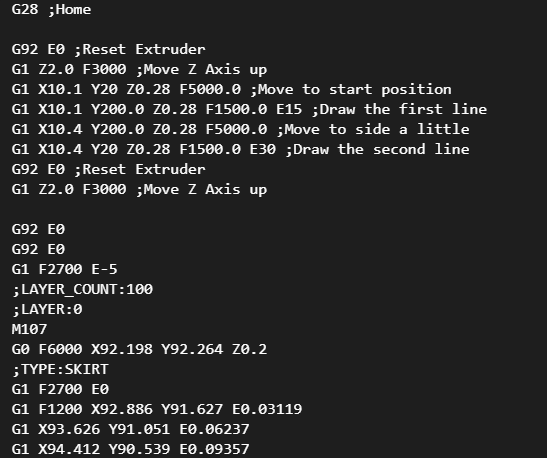
Once everything was heated up, it initiated by homing (very slowly) (my initial layer speed is at 20, but this was way slower). Then, usually it would extrude a straight line next to its home location before the print, then head to the center of the bed to start the skirt. But this time after the initial homing, it started to move diagonal to the opposite corner very very slow, and I thought it was going to crash so I Estopped it, then homed it and it homed back at normal speeds
Just wondered what you thought that could be?
Thanks,
-Carson
-
What slicer are you using?
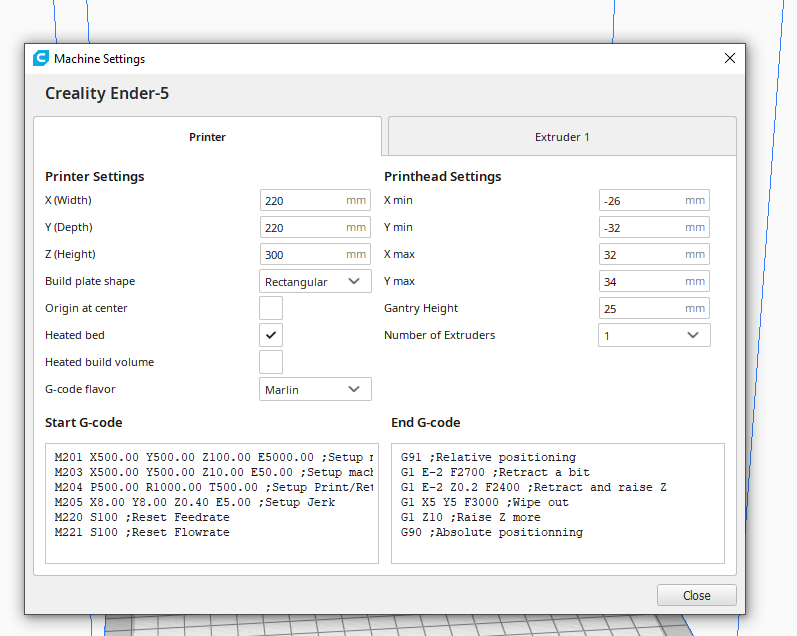
What is in the start gcode section in the slicer? -
Cura 4.8.0
Should I match The Cura machine settings values to match my config.g settings values?
-
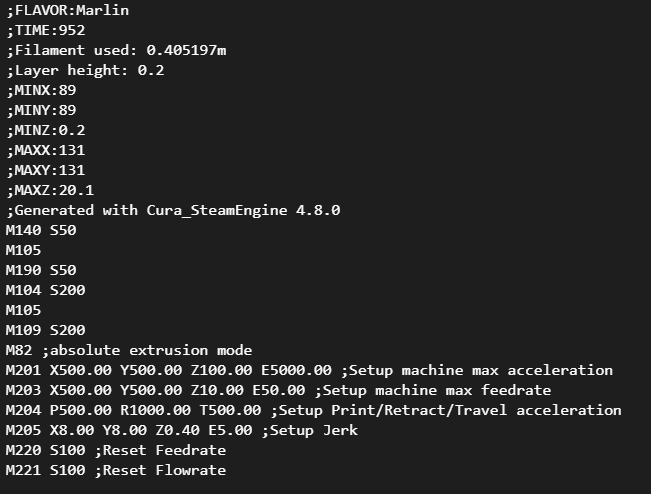
Just remove the M201, M203, M204, M205 lines from the start gcode.
Also switch your gcode flavor from Marlin to RepRap.
-
It's still doing it. I wasn't paying attention and thought it was going to crash but it didn't. It's just doing what it normally does with the line before the print but at the opposite corner. Is that just how it is now or can we change that.
-So its starting the print from the front left instead of the back right (where in want it to start from)
Thoughts?
Thanks,
-Carson
-
It's also not automatically heating the extruder to the Cura printing settings
-
Ignore that last reply. I guess the bed heats up first
-
Just finished the first print. At the end of the print it went to the wrong corner (opposite of home positions) and then X and Y crashed violently.
-
I don't see anything in your slicer end gcode that would move it like that at the end of the print. Can you share the gcode file itself?
@pcnoobneedsmajorhelp said in HELP! Duet 2 WiFi Configuration and DWC Upload???:
Is that just how it is now or can we change that.
-So its starting the print from the front left instead of the back right (where in want it to start from)We set it up as a left hand coordinate system to match what the slicer uses. I'm not sure why Creality chose a mirrored X and Y for the Ender5. It makes no sense.
If you really wanted to, it can be switched back, but requires changing the M574 endstop location and the homing directions.
-
-
As long as it homes to the back right and starts prints from the back right, I'll change whatever needs to be changed
-
@pcnoobneedsmajorhelp said in HELP! Duet 2 WiFi Configuration and DWC Upload???:
Before I switched to the Duet the X and Y wasn't mirrored.
They were, actually. Both of them. Which results in a 180 degree rotation, so that when looking at the front of the printer 0,0 is the back right, -X is to the right, +x is to the left, -Y is to the back, +y is to the front.
What exactly is the problem right now that you want to change it?
-
Well if it was mirrored before then that's the way I'd prefer it if possible but yes 0,0 in back/right (I think that's why I was so confused with the values being plugged in when we were originally homing everything)
The reason being 1: After its done with a print it crashes into the front/left (that's the biggest reason), 2: My home endstops are right there in the back/right corner, and 3: Although its only mere seconds my prints will take longer, if, before each print, X and Y have to home to the back/right from the front/left where the last print ended, and then go back to the front/left to start the new print. It's just a lot of wasted time and makes more sense to have it start the print at the corner that it's home at.
-
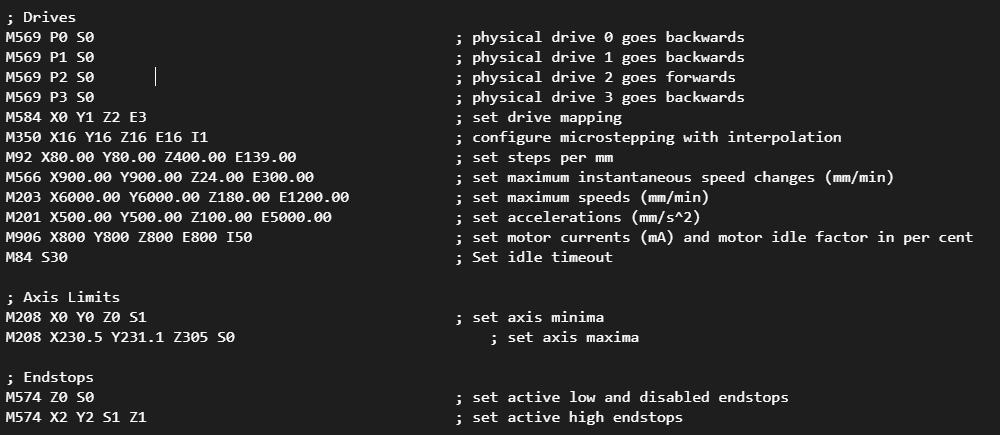
Do I just change my M574 X2 Y2 to -X2 -Y2? or would that not work at all?
Or I can just start the whole setting up endstop process over again from scratch
-
-
@pcnoobneedsmajorhelp said in HELP! Duet 2 WiFi Configuration and DWC Upload???:
1: After its done with a print it crashes into the front/left (that's the biggest reason)
Well the behaviour after the print is over should be controlled by the slicer end gcode. Please post a sliced gcode file so we can see what it's actually being commanded to do.
Have you updated the cura with the bed size we measured before and put in M208?
@pcnoobneedsmajorhelp said in HELP! Duet 2 WiFi Configuration and DWC Upload???:
My home endstops are right there in the back/right corner
Endstop location can be at the high end or the low end. It doesn't really matter.
@pcnoobneedsmajorhelp said in HELP! Duet 2 WiFi Configuration and DWC Upload???:
It's just a lot of wasted time and makes more sense to have it start the print at the corner that it's home at.
Prints are typically placed in the center, so the distance from one corner or the other should be the same. Do you mean it has to do a prime line first that's positioned at the opposite side? We can change the location of the prime line in the slicer start gcode.
But if you're really desperate to change it.
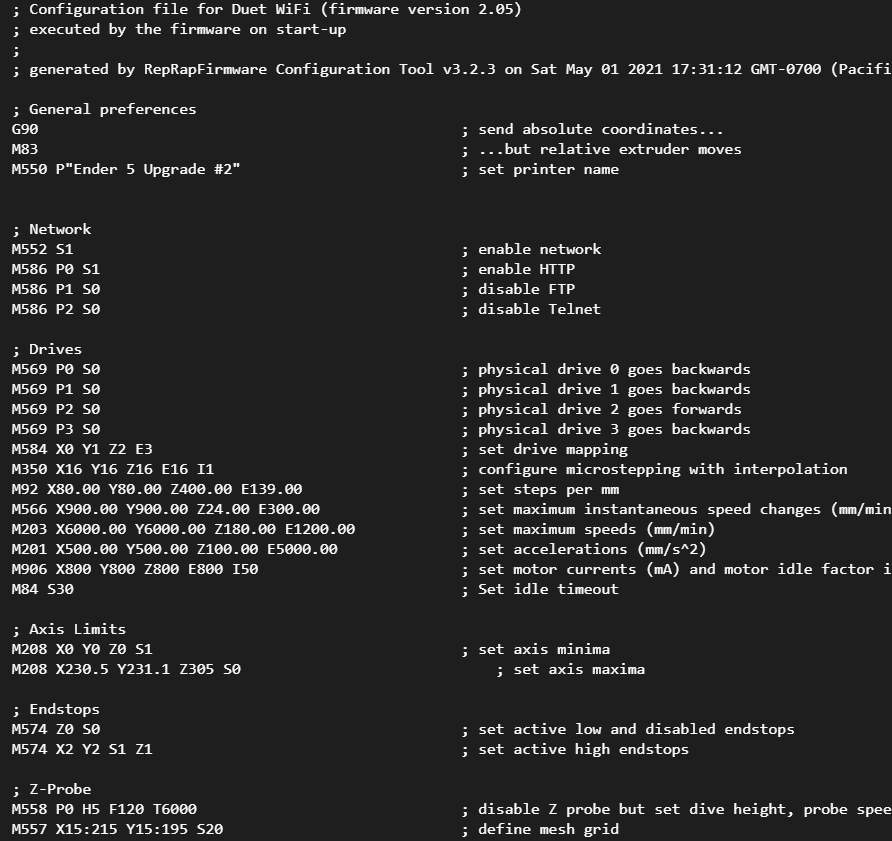
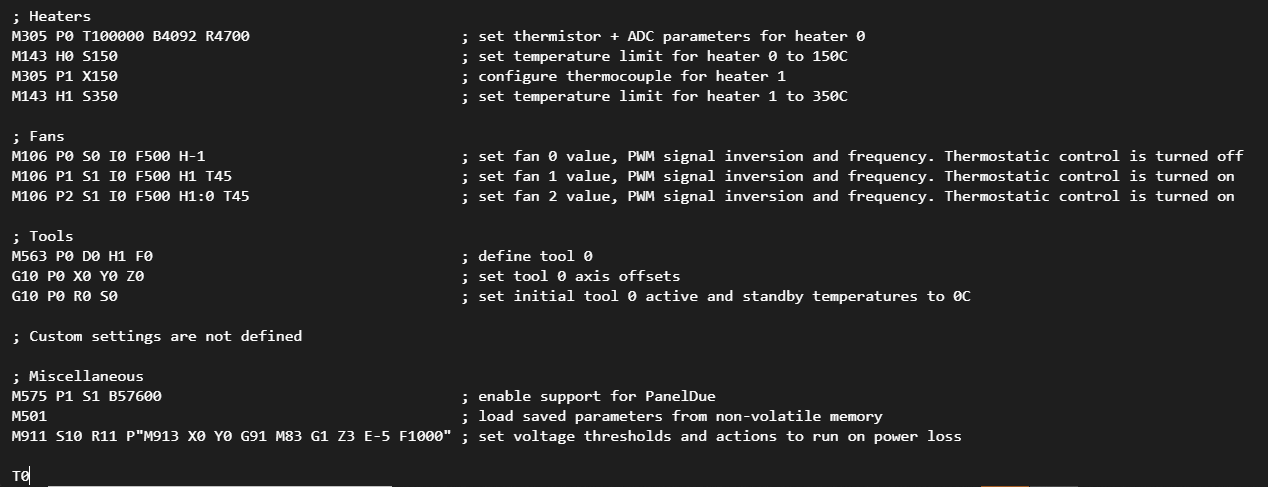
M574 X1 Y1 Z1 S1; change endstop from high end to low endChange the homing move directions
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Sat May 01 2021 17:31:12 GMT-0700 (Pacific Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-240 Y-240 F3000 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-240 Y-240 F240 ; move slowly to X and Y axis endstops once more (second pass) G1 H1 Z-315 F240 ; move Z down stopping at the endstop G90 ; absolute positioning; homex.g ; called to home the X axis ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Sat May 01 2021 17:31:12 GMT-0700 (Pacific Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-240 F3000 ; move quickly to X axis endstop and stop there (first pass) G1 H2 X5 F6000 ; go back a few mm G1 H1 X-240 F240 ; move slowly to X axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioning; homey.g ; called to home the Y axis ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Sat May 01 2021 17:31:12 GMT-0700 (Pacific Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 Y-240 F3000 ; move quickly to Y axis endstop and stop there (first pass) G1 H2 Y5 F6000 ; go back a few mm G1 H1 Y-240 F240 ; move slowly to Y axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90If you notice that after changing the directions that the axis is moving AWAY from the endstop instead of towards it, then change the rotation direction for the motor.
M569 P0 S1
M569 P1 S1