Why does infill cause my outlines to look bad?
-
Rostock Max V3.2 delta with Duet2/Ethernet.
FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 3.2 ELECTRONICS: Duet Ethernet 1.02 or later FIRMWARE_DATE: 2021-01-05Right=0% infill.
Left=15% Infill with a 0% overlap.
Sliced with Simplify3DM98 P"config.g" shows no errors.
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Feb 17 2021 12:04:29 GMT-0500 (Eastern Standard Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"alan" ; set printer name M665 R132.5 L291.06 B132.5 H400 ; Set delta radius, diagonal rod length, printable radius and homed height M666 X0 Y0 Z0 ; put your endstop adjustments here, or let auto calibration find them ; Network M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X100.00 Y100.00 Z100.00 E91.00 ; set steps per mm M566 X1200.00 Y1200.00 Z1200.00 E1200.00 ; set maximum instantaneous speed changes (mm/min) M203 X18000.00 Y18000.00 Z18000.00 E1200.00 ; set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z1000.00 E1000.00 ; set accelerations (mm/s^2) M906 X1000 Y1000 Z1000 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 Z0 S1 ; set minimum Z ; Endstops M574 X2 S1 P"xstop" ; configure active-high endstop for high end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for high end on Y via pin ystop M574 Z2 S1 P"zstop" ; configure active-high endstop for high end on Z via pin zstop ; Z-Probe M558 P1 C"zprobe.in" H5 F60000 T6000 ; set Z probe type to unmodulated and the dive height + speeds G31 P500 X0 Y0 Z0.1 ; set Z probe trigger value, offset and trigger height M557 R132 S20 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4388 C7.06e-8 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4385 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings M591 D0 P4 C"e0_stop" S1 R70:130 L24.8 E3.0 ; Configure the magnetic filament monitor with switch M501 ; Load config-overrides.g T0 ; Select tool zero ; Miscellaneous M575 P1 S1 B57600 ; enable support for PanelDue M572 D0 S0.75 ; Pressure advance; config-override.g file generated in response to M500 at 2021-02-19 14:01 ; This is a system-generated file - do not edit ; Delta parameters M665 L291.060:291.060:291.060 R143.801 H400.348 B132.5 X0.025 Y-0.081 Z0.000 M666 X-0.047 Y-0.016 Z0.062 A0.00 B0.00 ; Heater model parameters M307 H0 R0.105 C920.580:920.580 D9.08 S1.00 V13.0 B0 M307 H1 R3.939 C97.142:97.142 D5.78 S1.00 V13.0 B0 ; Workplace coordinates G10 L2 P1 X0.00 Y0.00 Z0.00 G10 L2 P2 X0.00 Y0.00 Z0.00 G10 L2 P3 X0.00 Y0.00 Z0.00 G10 L2 P4 X0.00 Y0.00 Z0.00 G10 L2 P5 X0.00 Y0.00 Z0.00 G10 L2 P6 X0.00 Y0.00 Z0.00 G10 L2 P7 X0.00 Y0.00 Z0.00 G10 L2 P8 X0.00 Y0.00 Z0.00 G10 L2 P9 X0.00 Y0.00 Z0.00 M486 S-1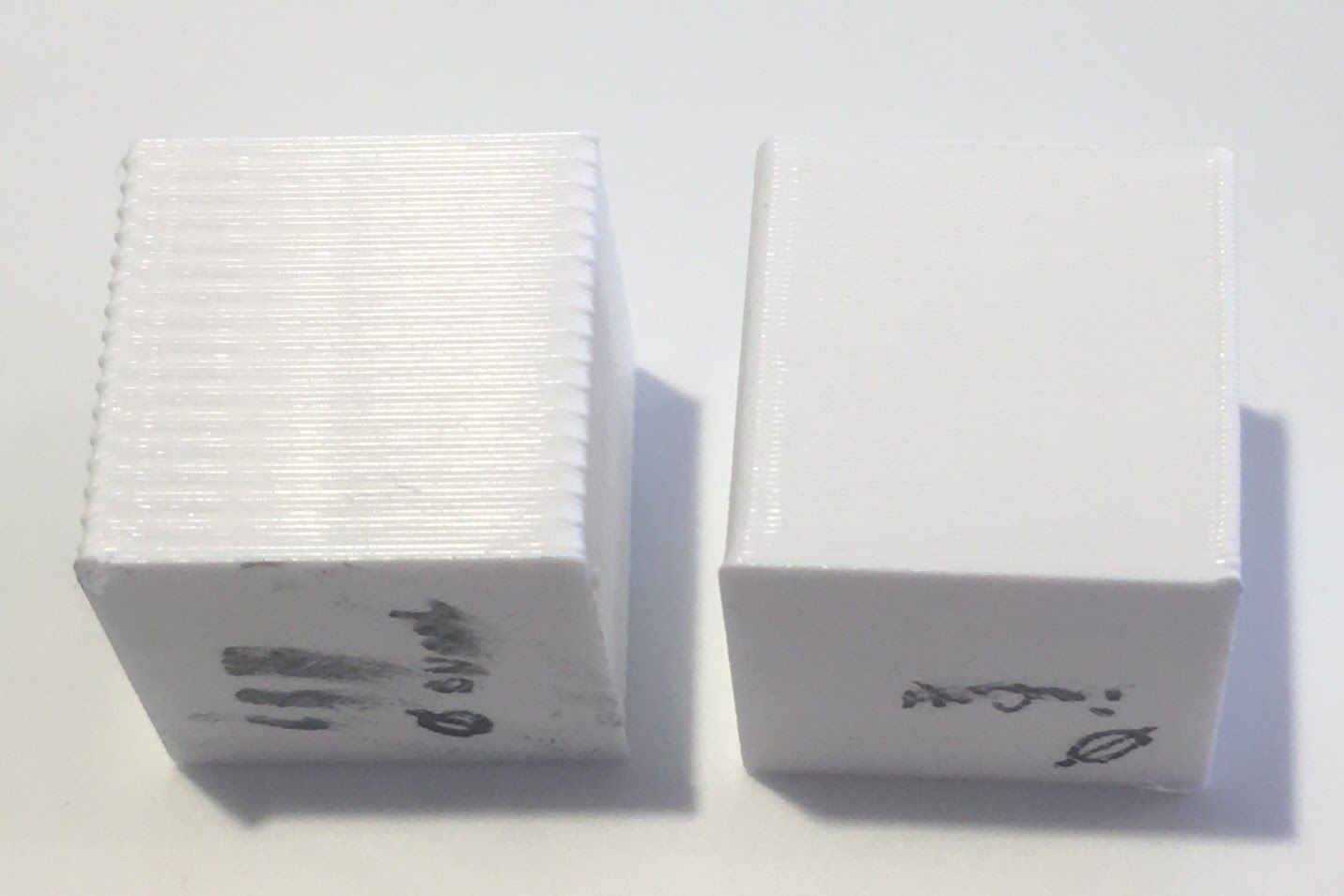


-
Seems a slicer config issue rather than firmware. I'm not a user of simplify 3d, but it looks like it's changing the location of the layer seem. Perhaps the closest corner value is changing when infill is present. Try playing with the seam preferences.
-
If I print two of them next to each other, the outer walls look great.
That makes me think it's got something to do with layer time or cooling.I'll set the seam location, that's a great idea to try. Thanks.
SeemeCNC Rostock Max V3 converted to V3.2 with a Duet2 Ethernet Firmware 3.2 and SE300
-
Normally you would expect the faster print to look worse (due to layers pulling the prior layer about when it hasn't cooled enough).
What order are you putting down walls and infill? Cura wants to default to infill first, which causes very noticeable artefacts in the surface finish.
Do you have a minimum layer time set? One thing I could imagine is the one on the left being printed with a higher feed rate and we are seeing flex in the machine.
-
I see that the "With infill" and the "Without infill" perform identical moves with identical extrusion amounts (with the exception of the starting location)
BUT, the "without infill is printing 1/5 as fast. @theruttmeister perimeter first.
So I'll look into that and see what's up if I experiment printing with infill and a LOT slower.
(From the files I posted:)
With infill: ; layer 10, Z = 3.000 ; feature outer perimeter G1 Z3.000 F1200 G1 X-9.750 Y9.750 F9000 G92 E0.0000 G1 X-9.750 Y-9.750 E1.0945 F1500 G1 X9.750 Y-9.750 E2.1889 G1 X9.750 Y9.750 E3.2834 G1 X-9.750 Y9.750 E4.3779 Without infill: ; layer 10, Z = 3.000 G1 Z3.000 F1200 G92 E0.0000 G1 X9.750 Y9.750 E1.0945 F312 G1 X-9.750 Y9.750 E2.1889 G1 X-9.750 Y-9.750 E3.2834 G1 X9.750 Y-9.750 E4.3779SeemeCNC Rostock Max V3 converted to V3.2 with a Duet2 Ethernet Firmware 3.2 and SE300
-
@alankilian it looks like the seam is moving to the next corner on each layer change on the one on the left; to me it looks like the bulge at each corner are on different layers, 3 layers apart. On the one on the right, it’s in the same corner. I guess it does the infill (45 degree rectilinear?), and starts the next layer at the corner of the finish point of the infill. Tune your retraction to remove the layer change blob, maybe.
Ian
-
@alankilian
Yeah, I'm going to guess you have a minimum layer time set, so its slowing the 'without' down to get that layer time up.I'm going to guess the speed difference is the issue, regardless of what's actually being affected by the speed.
Without knowing how rigid your machine is its hard to guess... but it might be that your jerk/acceleration settings are too aggressive.
-
It looks like @Phaedrux nailed it.
The difference was Simplify choosing to move the start-point all over the place layer-by-layer.
I set it to start closest to x=100,y=100 to force it to start at one corner and it all went great.
I think it actually prints better faster when looking at the test prints.
Another thing to remember......

-
Can you tell me exactly what you did to solve this? I am having what looks like a similar issue https://forum.duet3d.com/topic/21878/intermittent-z-issues