CNC Screw Mapping
-
@dc42 I've forked and updated the github repo. You can see the code changes at: https://github.com/MZachmann/RepRapFirmware/tree/v3.2-screwmap
and it forks from the 3.02-dev branch (3.2 retail).
Let me know where you'd like to go from here. Implement (pull request)? Move to M-codes? Change syntax?
The only thing I couldn't yet figure out from the code base was how to correctly have the ui update the user position when the screw map definition changes.
Mark
-
Here's a doc file describing the current implementation of screw mapping.
-
I've posted a video showing a calibration run (in X). It took about 1/2 hour to gather X and Y error terms and improved the CNC accuracy from .033" to .002".
-
Nicely done!
I just had a thought, though. Make sure your yard-stick is straight. You could be compensating for an error in the yard stick.
-
Sorry, I should have posted that. You're absolutely right.
The yardstick is one of the most expensive hand tools I own since it's so important.
-
@markz Oh!!!! That's a nice "yard stick" lol!!!
-
@bot Yeah, Starrett would probably not be happy me calling it that.
-
I also spit coffee on my laptop when I saw that price.

-
I suddenly want a yard stick like that... but I couldn't even use such a large one! My print bed is only ~11" x 11". I'll look for it's younger sibling. And possibly metric, too.
-
@bot Yeah, I wish I had a metric one - if you watch the video I spend a lot of time converting inches. Kinda dumb.
backstory - when I first realized about 10 years ago my CNC had so much error I did this measurement with a normal yardstick, couldn't believe the results (especially the Y error), so in order to root-cause I had no choice.
-
I've cleaned up the code so setting a screw map entry changes the DRO readout in real-time.
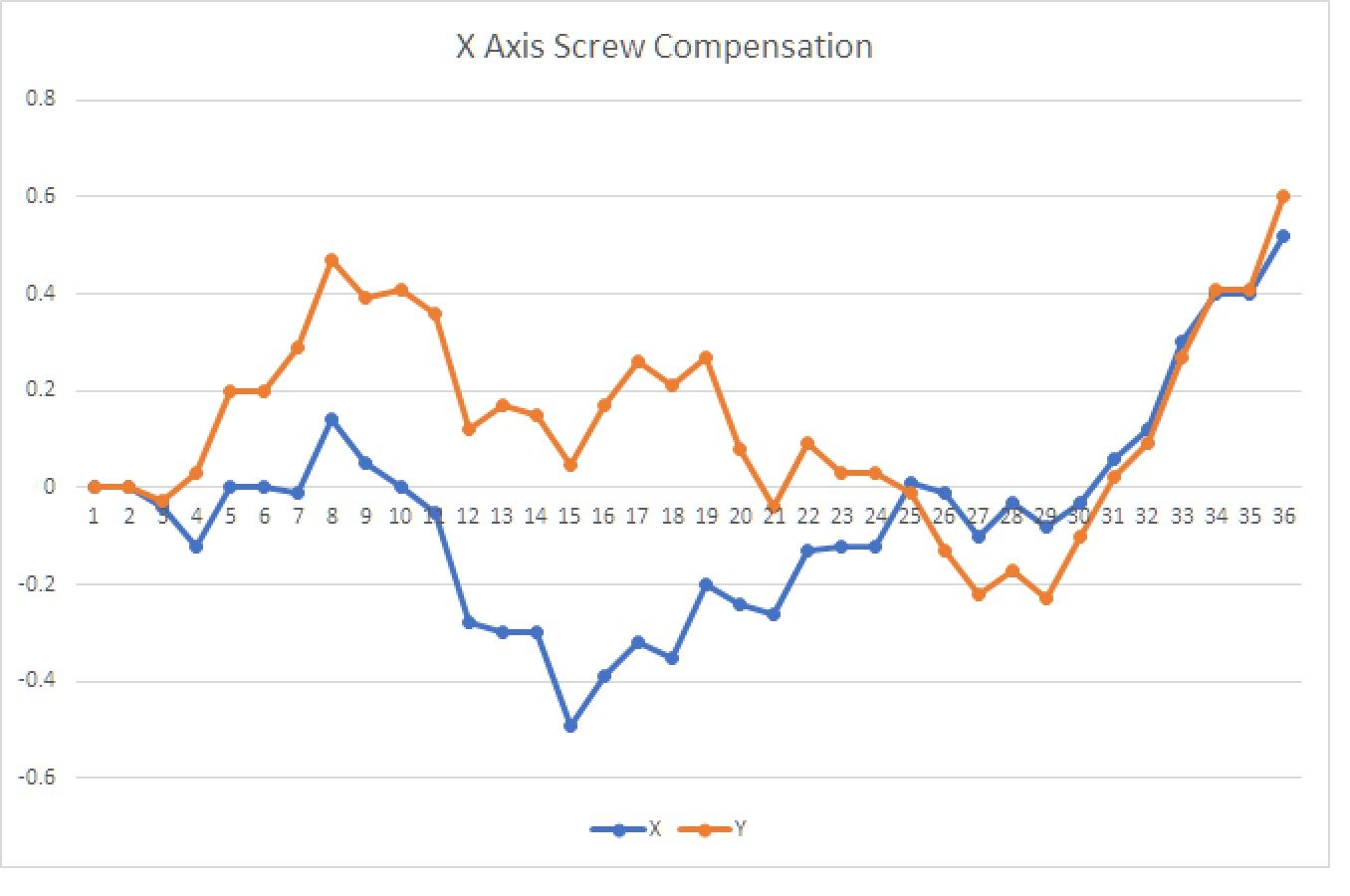
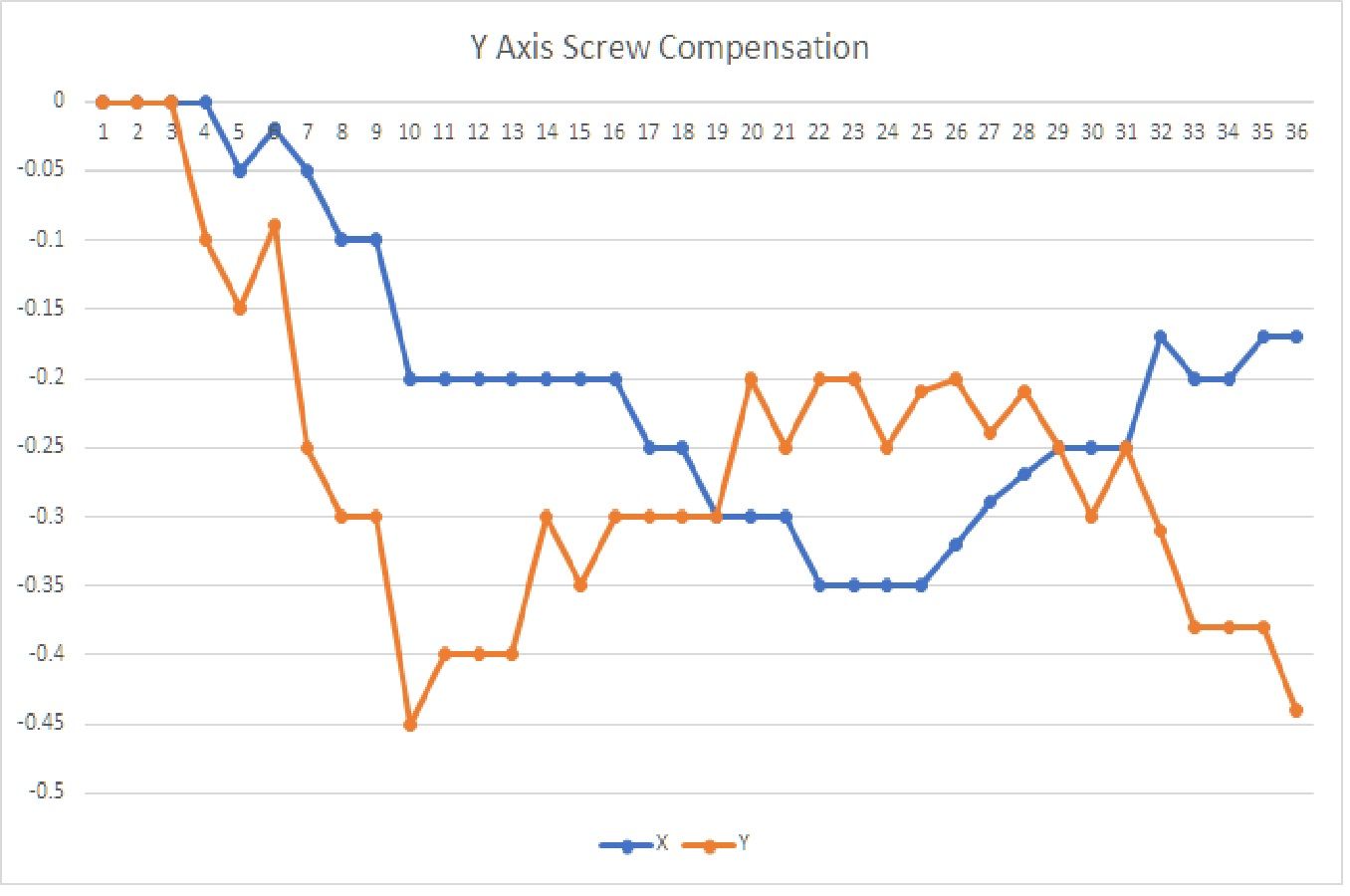
Here are a couple of plots of my CNC error curves with increment=25.4mm (1 inch). Note the 2d-ishness of the whole thing.
To put this in a worst case if I were just drilling holes the largest X error pre-compensation would be about 1.5mm (or 1/16th of an inch for US). Post-compensation error is 2*repeatability + test measurement error (~.03mm).