oozeBot Elevate
-
@Kolbi - we have not experienced any difficulties, but understand your thinking and we very well may change our minds yet again after more testing.
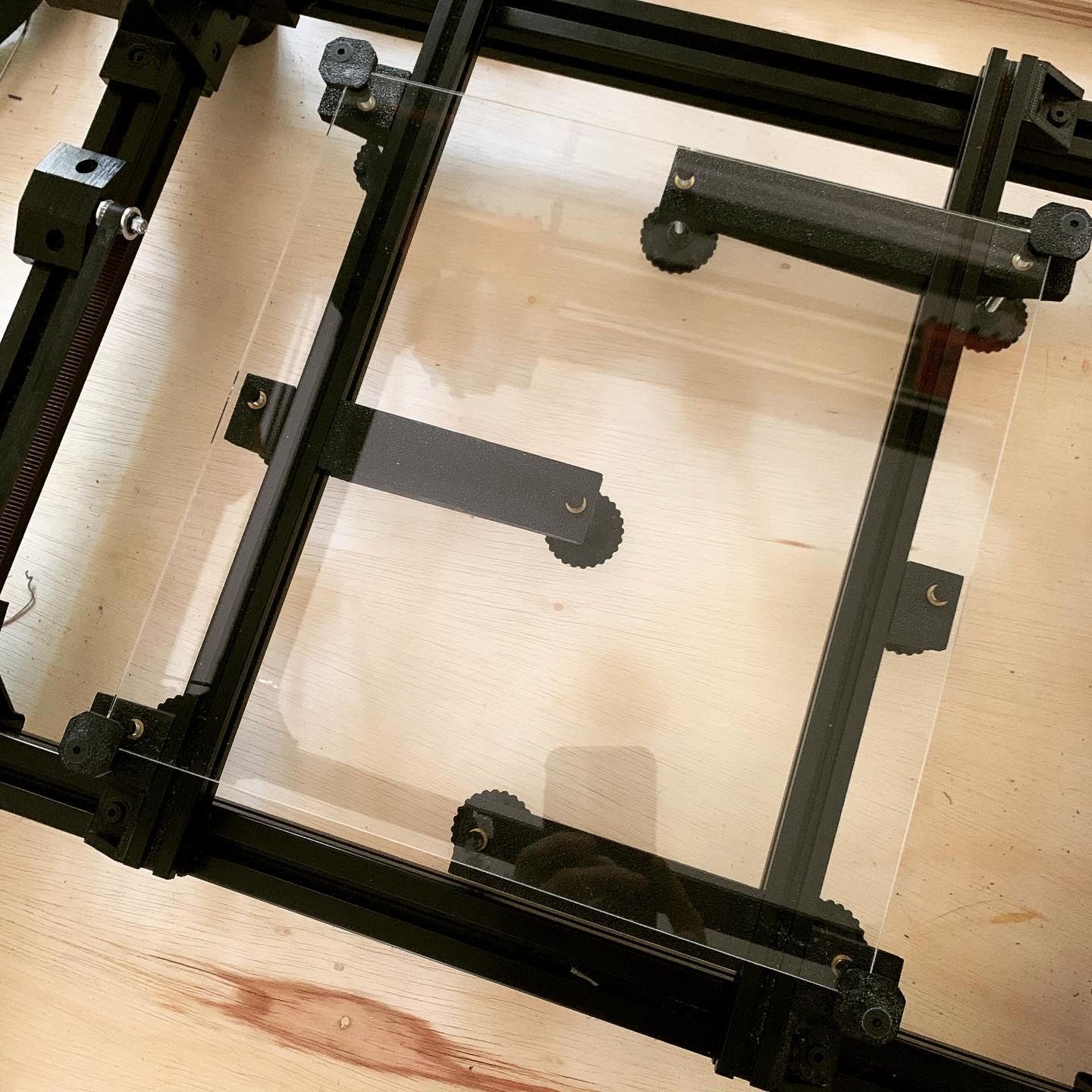
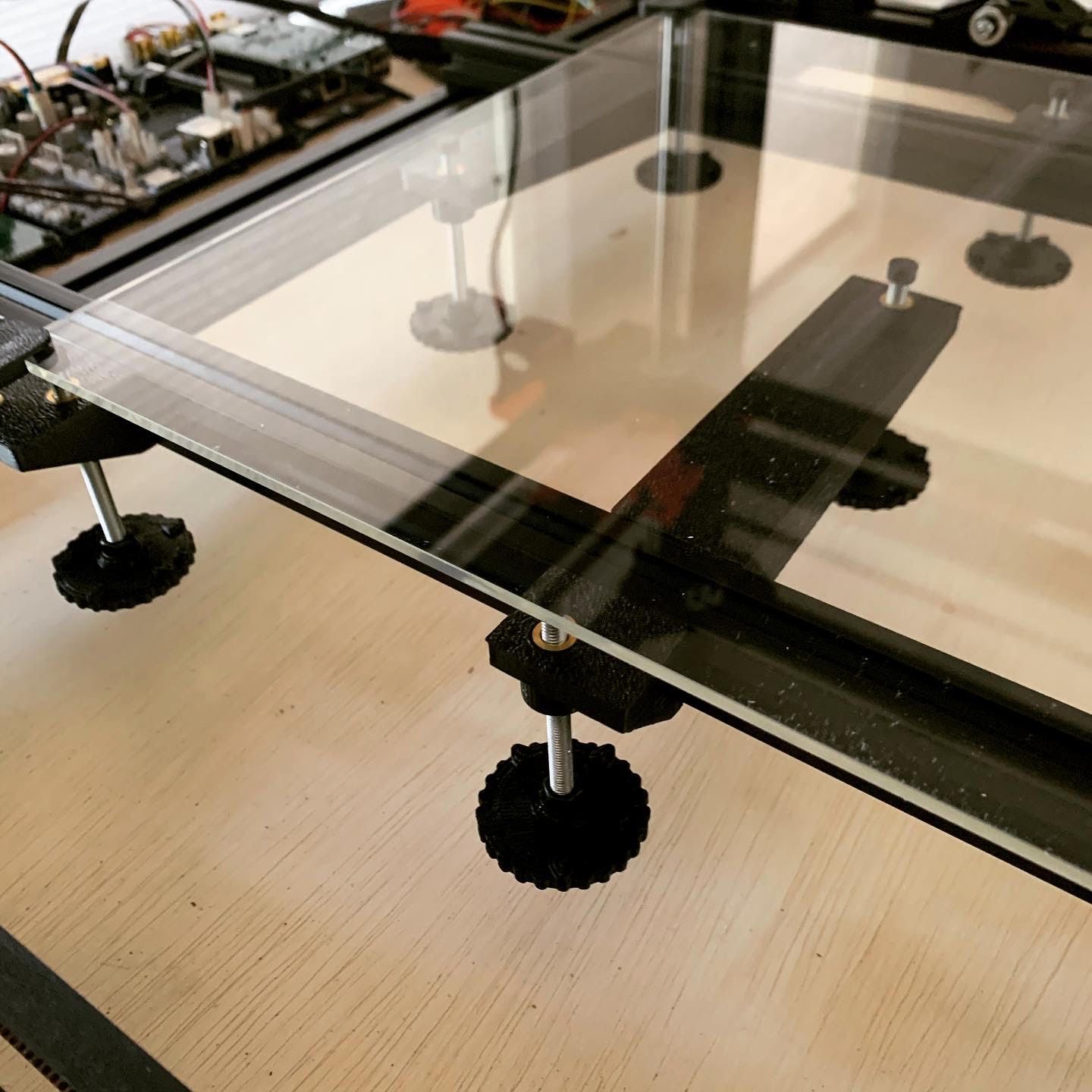
I guess I'm old school and firmly believe the best approach, by far, is manually leveling the bed prior to applying any mesh compensation. Our current 9 point manual leveling setup is shown below - the final design will utilize a 3rd extrusion instead of those long supports in the middle. FYI - our build plates will incorporate a Builtak flexplate system on top of the 3.3mm borosilicate glass, and a Keenovo heater underneath. The glass was laid down bare just to show it put together.
-
@oozeBot said in oozeBot ele^gant:
leveling the bed prior to applying any mesh compensation
I totally agree that the bed be leveled to the maximum extent possible, and if done well enough to forego mesh comp all together. Maybe I'd be slightly concerned with z-resolution + mesh comp, given a resolution of 10 microns. Not sure if it would be an actual issue or not.
-
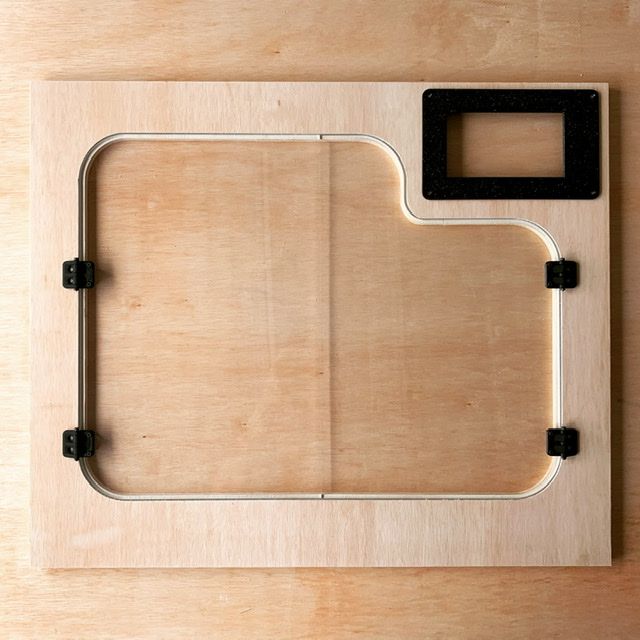
Sneak peek at the front of our prototype encloser.. fresh off the CNC! We’ll be using a 7” PanelDue as the screen.
-
Final version (hopefully) of our x-carriage and interchangeable tool heads! Any guesses on what the second tool is for? Just waiting on UPS to get that one finished up..

-
What machine printed those orange parts ?
-
@CaLviNx said in oozeBot ele^gant:
What machine printed those orange parts ?
At this point, everything has been printed on a previously designed machine that is not commercially viable. Hence why we are not talking about it. It's sort of the chicken vs egg argument as something had to create the first prototypes, right?
FYI - everything is printed in IC3D's ABS within a heated chamber. We tried several different materials and came back to ABS after finding the right balance of infill, perimeters, etc to give us the rigidity required to pass our QA.
-
@oozeBot said in oozeBot ele^gant:
@CaLviNx said in oozeBot ele^gant:
What machine printed those orange parts ?
At this point, everything has been printed on a previously designed machine that is not commercially viable. Hence why we are not talking about it. It's sort of the chicken vs egg argument as something had to create the first prototypes, right?
FYI - everything is printed in IC3D's ABS within a heated chamber. We tried several different materials and came back to ABS after finding the right balance of infill, perimeters, etc to give us the rigidity required to pass our QA.
What QA standard are you working to ?
-
@CaLviNx said in oozeBot ele^gant:
What QA standard are you working to ?
I do not want to mispeak on a public forum, so will have to defer and only state this type information is forthcoming.
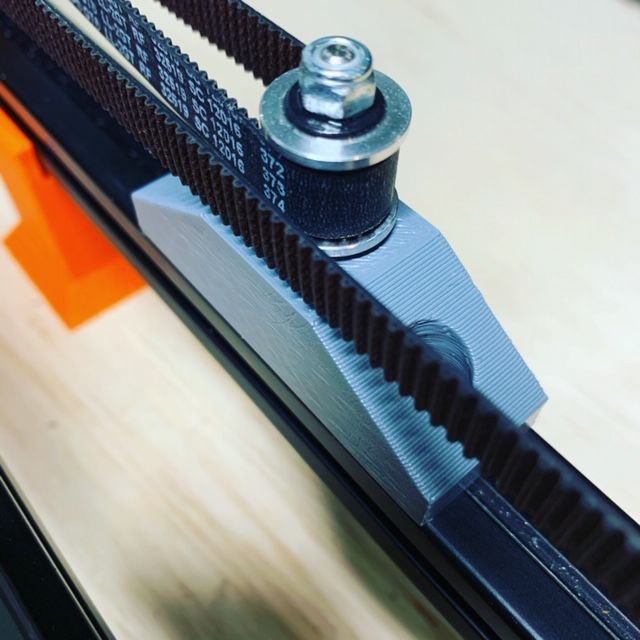
However, the specific QA test I was referring to when comparing materials were specific to heat (80c) and tension (>2x max belt tension).
Parts like this must be very rigid. The part shown was printed in polycarbonate. It worked well but turned out to be unnecessary as we achieved the same results with ABS.
-
For Quality Assurance I was referring to the international inspection standards.
For example the ISO standard or the ANSI standard.
The reason I asked is because I teach mechanical inspection engineering and we work to these international inspection standards.
I use these standards as a benchmark, we have a 3d printing department that I look after where we use 3d printing as a teaching tool, we encompass design, prototyping, material testing, material science etc, it allows me to get paid to play with my hobby.
-
@CaLviNx sounds like you just might be a good person to know as we move forward..! I'm sure we'll have questions.
-
OptLaser's new PLH3D-6W-uSpot laser head showed up today.. it appears to be extremely high quality. Here it is sitting next to it's tool holder..
We are excited to test this out!

-
Nice utilization!

-
Quick pic of our new mesh bed leveling routine I finally got to test today..printed in ABS on a 30x30cm build plate. Not gonna lie though, I didn’t get a picture after just the first layer. This is after four .25mm layers just so I could peel it off the build plate.
We are pleased so far- next up is to do it again with much thinner layers.

-
I'm tuning our latest prototype with a part set for a default printing speed of 4800mm/min. I keep upping acceleration and jerk hunting the "sweet spot" and I think I could still go higher.. My current config is as follows. And before it gets called out, reminder that Z is belt driven and handles these settings just fine..
M566 X1500.00 Y1500.00 Z500.00 E1000.00 ; Sets Jerk - maximum instantaneous speed changes (mm/min) M203 X24000.00 Y24000.00 Z12000.00 E5000.00 ; Sets maximum speeds (mm/min) M201 X6000.00 Y6000.00 Z3000.00 E1200.00 ; Sets accelerations (mm/s^2)Here is a photo of the print in ABS at these settings:

And here is a link to it printing at these speeds for anyone interested: https://www.instagram.com/p/CF4uDdrj5uY/
Any insight on how realistic it is to push these settings further would be appreciated. Just by modifying acceleration and jerk I've been able to reduce this print from 59m to 51m..
-
can you post the video to a service that does not need an account to view it?
-
@T3P3Tony my bad - I thought I had that worked out where it could be viewed without logging in. Here it is. Note the rattling is the cooling fan jerking around.. lol. I'm going to have to stiffen that part up!
-
thanks, looking good! I think instagram used to let people without an account see posts but its asks me to login every time i go to a link now.
-
@oozeBot
Remember that if you plan on selling that laser as a tool for the printer you will need to comply with the FDA guidelines on lasers.
You can get a copy from their website, I highly recommend downloading it and reading it carefully.
If someone blinds themselves with your product you don't want to be in court trying to defend non-compliance.The people selling them as parts are skirting the rules, making it part of your product makes you very clearly liable.
-
@theruttmeister good point! I don't think we'll ever sell them - just point people to OptLaser's website instead. And the tool holder will just be a part we'll make available. Not sure if that carries any liability or not, but we'll make certain we comply! Thanks for pointing this out!
-
One more video of her running for today.. watch as she lays down a perfect honeycomb infill at 100mm/s!
I just bumped the print speed to 100mm/s and am now down from 59m where I started this AM to 44m total print time! That's over 25% faster.. I'm quite pleased.
And again, the rattling is the part cooling fan..