BL-Touch and problems
-
@n3ovo
I'm not shure if I got you...
But the machine has to be homed completely before executing a G29
So run a G28 first -
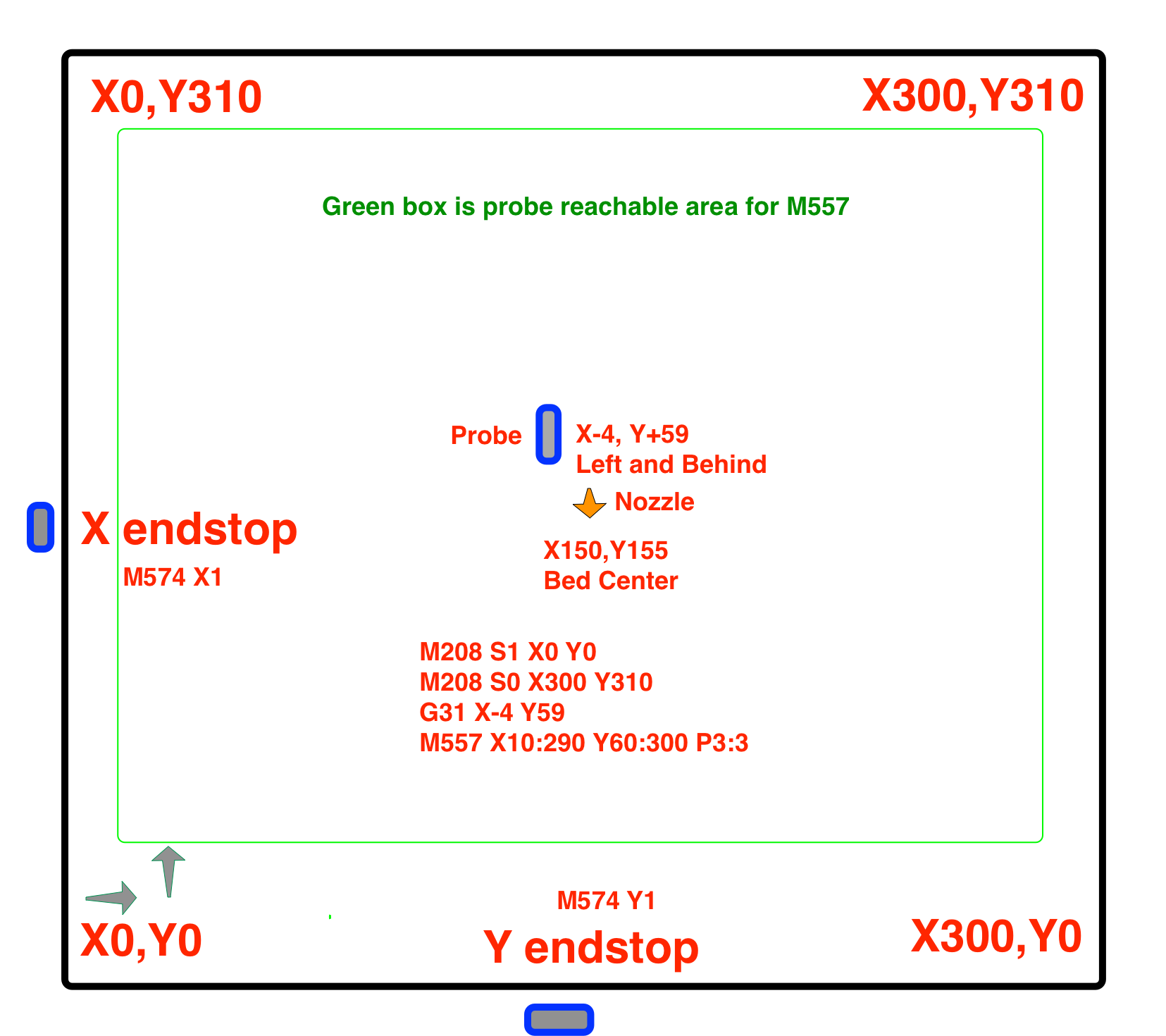
One thing I would suggest is to set your Axis Limits like this
M208 X0 Y0 Z0 S1 ; set axis minima M208 X375 Y375 Z400 S0 ; set axis maximaI suspect your current settings are confounding the situation.
Then take a look at your z-probe offset as measured in your G31 command. The distance from the nozzle to the probe in your case is 25mm in the X axis. The cr10s-pro looks to be (more-or-less) the same setup as on my Ender 5. Probe to the left of the nozzle when viewed from the front. It could be the mount but for reference - I have a 42 mm offset.
You can then play with the M557 command to keep the probing inside the bed. Lastly you may try this form of M557 - it probes in a grid pattern starting at the min X and Y positions with a distance specified by the S parameter (in mm). In this way there is no need (or advantage) to start probing from the middle of the bed. You could start with S40 to make it quicker (also helps with initial leveling using the bed leveling screws).
M557 X45:220 Y10:220 S20Remember to add something like this in your slicer pre-print code. Note that the G29 S1 makes sure that the results of the last bed-leveling (G29) are recalled. Personally - I do not do a G29 for each print - maybe once a week or if I am going to print something in fine detail.
M117 Homing G28 ; home all without mesh bed level G30 ; Do a single probe just to be sure ;Optional Bed leveling - enable G29 when needed M117 Leveling Bed ;G29 ; uncomment to re-probe the bed G29 S1 ; enable mesh -
Hello Again ... back with more questions and as alway the last answers help all of my past problems

- how big can the sd-card 64 ? 128?
- I would like to add a camera to the system. is there just a wifi/wired small camera i can use for monitoring the printer at will get me a JPEG picture like it's neededs ( thought I see something before but forgot you look closer now i just forgot.
Now on to my next problem ... i have been working on my printer bed all this time as soon as i got the Bed Mash Compensation working ( and man was my bed messed up )
i got it all working but when i go to print it will not move down to the set height of printing nozzle. Stays at the bl-touch hight. ??? tried and tried. Worked all night on it and just can't get is to working . I know that it is something i have (Again) mist!I am Sending my code but i don't think this will show anything. Also sending what i have tried to follow
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Tue Aug 25 2020 21:43:23 GMT-0400 (Eastern Daylight Time) ; General preferences M29 S1 ; Load height map from file, activate bed compensation default name 0:/sys/heightmap.csv G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"CR10s_Pro" ; set printer name M918 P1 E4 F2000000 ; configure direct-connect display ; Network M551 P"n3ovo3" ; set password M552 P192.168.1.66 S1 ; enable network and set IP address M553 P255.255.255.0 ; set netmask M554 P192.168.1.1 ; set gateway M586 P0 S1 ; enable HTTP M586 P1 S1 ; enable FTP M586 P2 S1 ; enable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S0 ; physical drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E136.00 ; set steps per mm started at 93 M566 X1200.00 Y1200.00 Z24.00 E300.00 ; set maximum instantaneous speed changes (mm/min) M203 X9000.00 Y9000.00 Z180.00 E6000.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z100.00 E5000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1000 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S100 ; Set idle timeout ; Axis Limits M208 X50 Y-25 Z0 S ; set axis minima M208 X290 Y290 Z400 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe ; BLTouch - via exp.heater7 M307 H7 A-1 C-1 D-1 ; Disable the 7th Heater to free up PWM channel 5 on the Duex board. M558 P9 C"^zprobe.in" H4 R0.2 F1000 T4000 X200 Y220 Z1; Set Z probe type/mode 9. H=Dive Height. F=Speed the bed M950 S0 C"exp.heater7" ; G31 P45 X25 Y5 Z-2.90 ; Z probe trigger value, offset in relation to nozzle. And trigger height adjustment M557 X55:290 Y25:290 P6:16 ; Define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4092 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S150 ; set temperature limit for heater 0 to 150C M308 S1 P"e0temp" Y"thermistor" T100000 B4092 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q600 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H-1 ; set fan 1 value. Thermostatic control is turned off M950 F2 C"fan2" Q500 ; create fan 2 on pin fan2 and set its frequency M106 P2 S1 H1:0 T45 ; set fan 2 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X45 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined M591 D0 C3 P1 E1 S1 ; Turn on functionality for a filament run-out switch ; Miscellaneous M575 P1 S1 B57600 ; enable support for PanelDue M501 ; M501: Read all stored parameters ;M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss-
list itemCalibrate the Z probe trigger height
Make sure the dynamic test is successful (Z probe stops when it senses the bed) before doing this.
Cancel any currently active mesh compensation with M561
Use the X and Y jog buttons to position the nozzle over the centre of the bed
Jog the nozzle down until it is just touching the bed or just gripping a sheet of paper. If the firmware doesn't let you jog it down far enough, send M564 S0 to disable axis limits.
Once you have the nozzle touching the bed, send command G92 Z0 to tell the firmware that the head is at Z=0
Jog the head up by 5 to 10mm
Send command G30 S-1. The nozzle will descend or the bed rise until the probe triggers and the Z height at which the probe stopped will be reported. If you are using a nozzle-contact Z probe, the trigger height will be slightly negative. For any other type of Z probe where the probe triggers before the nozzle contacts the bed, it will be positive.
Repeat from step 5 two or three times to make sure that the trigger height is consistent.
In Duet Web Control, go to Settings -> System Editor and edit the config.g file. Set the Z parameter in the G31 command to the trigger height that was reported. Save the file.
Open config-override.g and check that there are no G31 commands in it. If you find any, delete those lines and save the file.
To apply the new trigger height, restart the Duet by sending M999 or pressing Emergency Stop.
I'm not afraid to die,i just don't want to be there
when it happens
-
Your trigger height should be a positive value, not a negative value.
ChangeG31 P45 X25 Y5 Z-2.90to
G31 P45 X25 Y5 Z2.90Wyze cam v2 https://wyze.com/wyze-cam.html can be used to transmit the required video for printer monitoring.
-
@n3ovo said in BL-Touch and problems:
how big can the sd-card 64 ? 128?
See https://duet3d.dozuki.com/Wiki/SD_Card#Section_Specification
Spoiler: up to 32GB capacity, formatted as FAT32See @jay_s_uk's reply for your Z height issue.
Ian
-
@n3ovo said in BL-Touch and problems:
; Z-Probe ; BLTouch - via exp.heater7
M307 H7 A-1 C-1 D-1 ; Disable the 7th Heater to free up PWM channel 5 on the Duex board.
M558 P9 C"^zprobe.in" H4 R0.2 F1000 T4000 X200 Y220 Z1; Set Z probe type/mode 9. H=Dive Height. F=Speed the bedRemove the M307 line entirely. It's not used in RRF3.
And remove the
X200 Y220 Z1from your M558 line, those values are not used there at all.M208 X50 Y-25 Z0 S ; set axis minima
Does your X axis endstop really trigger when the nozzle is 50mm inside the printable area?
You're S parameter is missing the 1 there as well.
-
@n3ovo -- The gcode that I posted a few days ago should pretty much "just work" for you. Given the similarity between your Ender and mine.... Z offset will be different and you are using a different pin but other than that .....
I'm still suspicious of your X axis offset. Can you include a picture taken from the front that shows the nozzle and the probe? It's hard for me to see that 25mm is correct given how most BLTs mount relative the the stock ender hotend. Having said that, anything is possible - but worth double
checking. -
Thanks All, I Did my FIRST Print ( I will show Pictures Below ) All your help was just Wonderful to a newcomer. Don't be worried I will have more question .. hope that i can pass on to someone my help like you all did for me.
I think I have fixed all errors in my config.g ( don't yell if i missed some there were a lot!



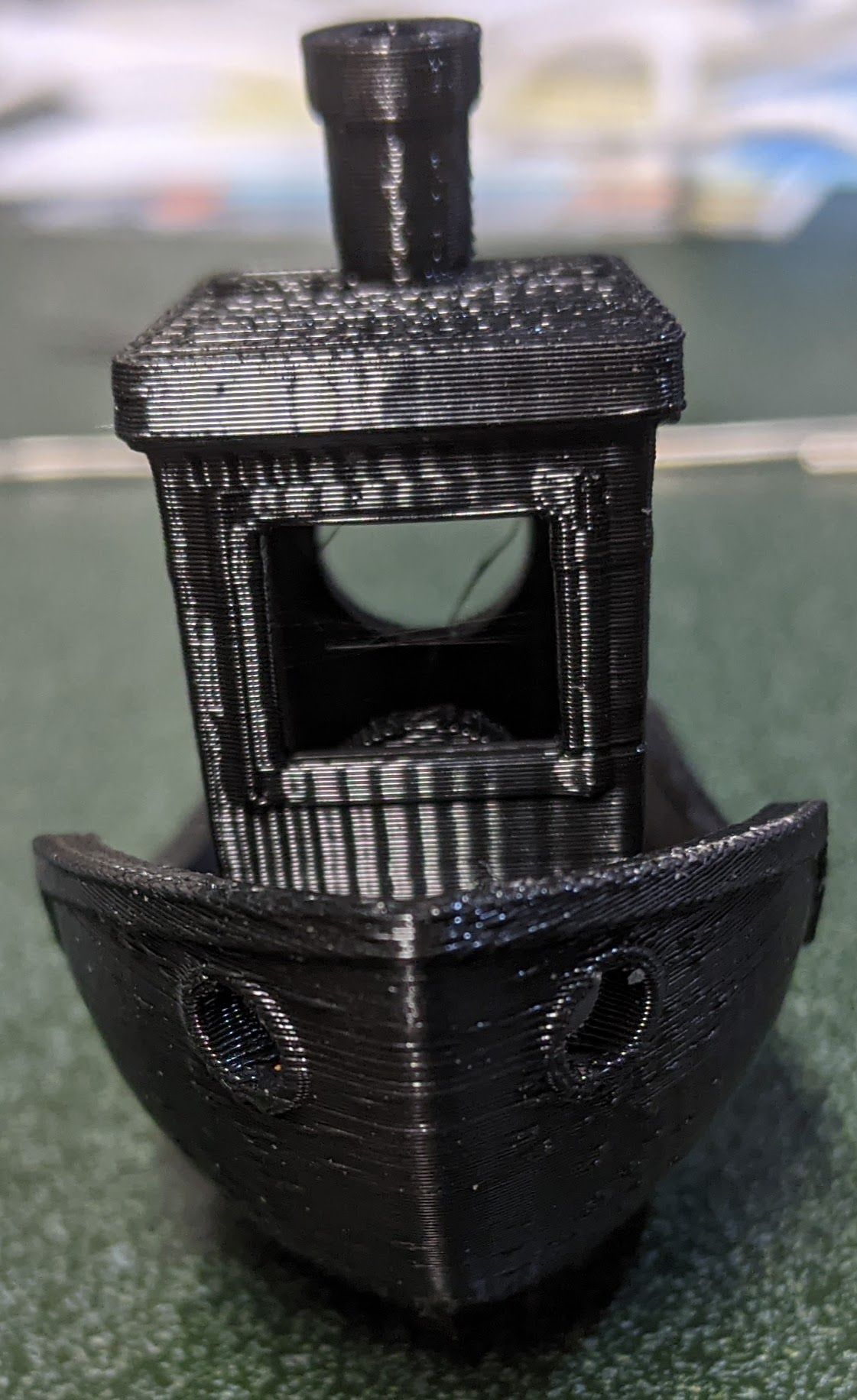

I know i can do better.but no to bad for the first print.
sending my config.g just to see if i got it all worked out; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Tue Aug 25 2020 21:43:23 GMT-0400 (Eastern Daylight Time) ; General preferences M29 S1 ; Load height map from file, activate bed compensation default name 0:/sys/heightmap.csv G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"CR10s_Pro" ; set printer name M918 P1 E4 F2000000 ; configure direct-connect display ; Network M551 P"n3ovo3" ; set password M552 P192.168.1.66 S1 ; enable network and set IP address M553 P255.255.255.0 ; set netmask M554 P192.168.1.1 ; set gateway M586 P0 S1 ; enable HTTP M586 P1 S1 ; enable FTP M586 P2 S1 ; enable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S0 ; physical drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E136.00 ; set steps per mm started at 93 M566 X1200.00 Y1200.00 Z24.00 E300.00 ; set maximum instantaneous speed changes (mm/min) M203 X9000.00 Y9000.00 Z180.00 E6000.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z100.00 E5000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1000 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S100 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S 1 ; set axis minima M208 X290 Y290 Z390 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe ; BLTouch - via exp.heater7 M558 P9 C"^zprobe.in" H4 R0.2 F1000 T4000 ; Set Z probe type/mode 9. H=Dive Height. F=Speed the bed M950 S0 C"exp.heater7" ; G31 P45 X25 Y5 Z3.22 ; Z probe trigger value, offset in relation to nozzle. And trigger height adjustment M557 X55:290 Y25:290 P6:16 ; Define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4092 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M140 H0 ; map heated bed to heater 0 M143 H0 S150 ; set temperature limit for heater 0 to 150C M308 S1 P"e0temp" Y"thermistor" T100000 B4092 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q600 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H-1 ; set fan 1 value. Thermostatic control is turned off M950 F2 C"fan2" Q500 ; create fan 2 on pin fan2 and set its frequency M106 P2 S1 H1:0 T45 ; set fan 2 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; define tool 0 G10 P0 X45 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined M591 D0 C3 P1 E1 S1 ; Turn on functionality for a filament run-out switch ; Miscellaneous M575 P1 S1 B57600 ; enable support for PanelDue M501 ; M501: Read all stored parameters ;M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power lossThanks John G N3OVO
I'm not afraid to die,i just don't want to be there
when it happens
-
Congratulations on your first print - doesn't it feel great when that happens !!
A couple of observations.
I think your line for the axis minima may have an error (space between S and 1). I'm not sure if its an error but its not clear if to me how the interpreter will see it. i.e. I believe it needs to be
M208 X0 Y0 Z0 S1 ; set axis minimaAlso - Its not clear that you have the correct form for your M557 line. The documentation is a little vague - but it does suggest the form you have is deprecated. Does your bed leveling actually happen ? The new form is to just define the bed limits and the probe interval.
https://duet3d.dozuki.com/Wiki/Gcode#Section_M557_Set_Z_probe_point_or_define_probing_grid
Good luck moving forward
")
-
@stuartofmt said in BL-Touch and problems:
Also - Its not clear that you have the correct form for your M557 line.
The M557 command he has in there is perfectly fine.
-
@n3ovo said in BL-Touch and problems:
I know i can do better.but no to bad for the first print.
It looks pretty good for a first print!
Now that you have everything functional it's time to do some calibration. Mainly the extruder and all that entails. This guide might help you along.
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+4:+Calibration/40
Then you may want to look into tuning pressure advance once the extruder is calibrated.
https://duet3d.dozuki.com/Wiki/Pressure_advance
After that it's all a matter of learning the slicer settings.
-
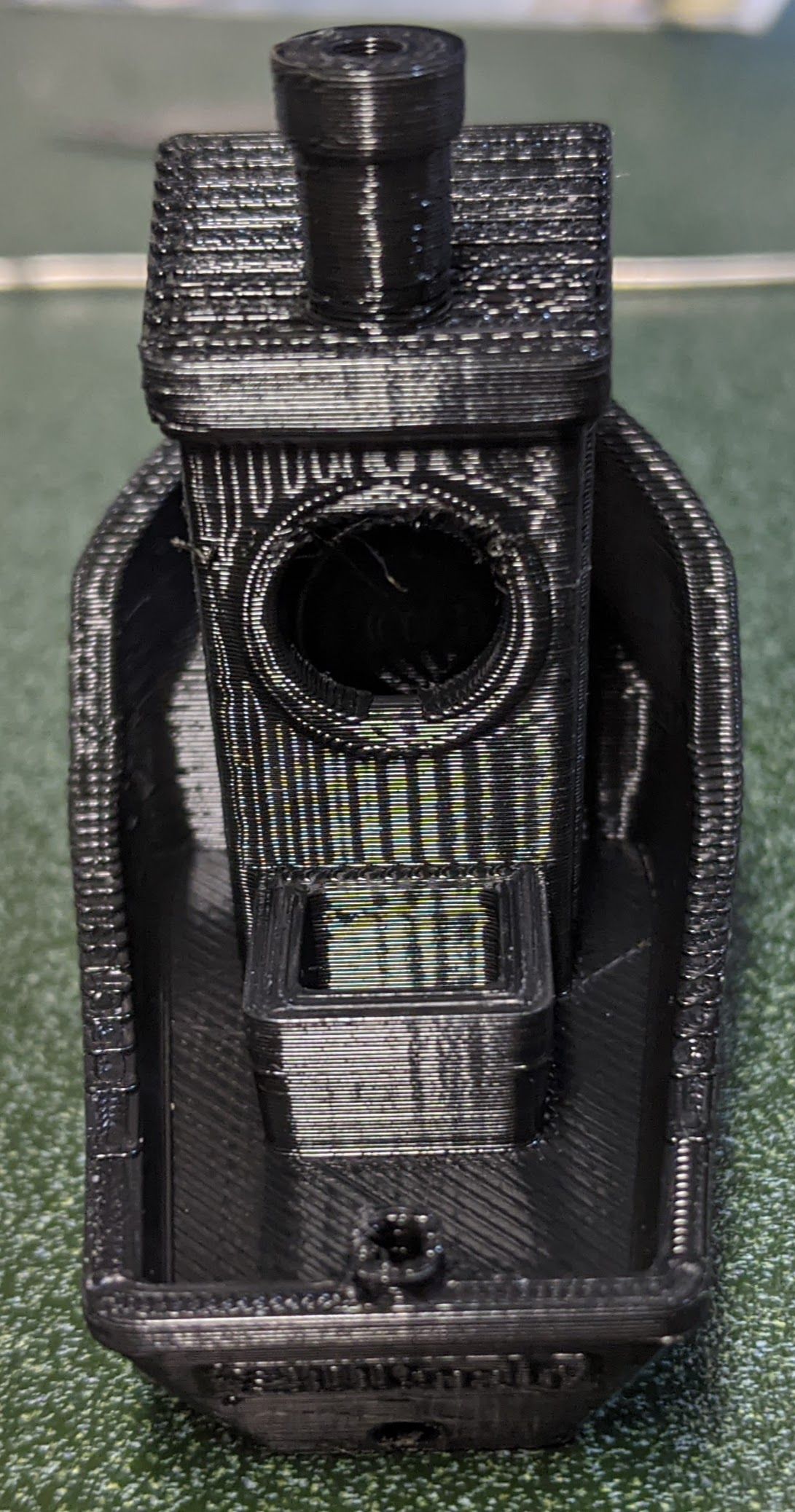
Just When you though it was SAFE ... More Problems... Printer is working .. Started tuning the printer and i seem to have a problem. It is only printing on one side of the bed. I tried to print a case for the i7 screen .. I know i am jumping the gun. I wanted to protect the Screen.
Anyway here is a Picture Only the Right Half:

As you can see it prints right up to the X limit Switch hits and the closes of the BOX .....
Any thoughts Would help .. I know it is something that i have done Just don't know
I am using CURA 4.7;Cura 4.7 Config Before Printing M501 ;Read stored parameters M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X9000.00 Y9000.00 Z180.00 E6000.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home All ;G29 S2 ;Reset Saved Bed Level G29 S0 ;Auto bed Level and then Use it G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X15 Y30 Z0.28 F5000.0 ;Move to start position G1 X15 Y275 Z0.28 F1500.0 E15 ;Draw the first line G1 X18 Y275.0 Z0.28 F5000.0 ;Move to side a little G1 X18 Y30 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 X150 Y150 Z2.0 F3000 ;Move to center of table then Move Z Axis upHere is My config.g
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Tue Aug 25 2020 21:43:23 GMT-0400 (Eastern Daylight Time) ; General preferences M29 S1 ; Load height map from file, activate bed compensation default name 0:/sys/heightmap.csv G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"CR10s_Pro" ; set printer name M918 P1 E4 F2000000 ; configure direct-connect display ; Network M551 P"n3ovo3" ; set password M552 P192.168.1.66 S1 ; enable network and set IP address M553 P255.255.255.0 ; set netmask M554 P192.168.1.1 ; set gateway M586 P0 S1 ; enable HTTP M586 P1 S1 ; enable FTP M586 P2 S1 ; enable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S0 ; physical drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E136.00 ; set steps per mm started at 93 M566 X1200.00 Y1200.00 Z24.00 E300.00 ; set maximum instantaneous speed changes (mm/min) M203 X9000.00 Y9000.00 Z180.00 E6000.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z100.00 E5000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1000 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S100 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S 1 ; set axis minima M208 X300 Y300 Z390 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe ; BLTouch - via exp.heater7 M558 P9 C"^zprobe.in" H4 R0.2 F1000 T4000 ; Set Z probe type/mode 9. H=Dive Height. F=Speed the bed M950 S0 C"exp.heater7" ; G31 P45 X25 Y5 Z2.69 ; Z probe trigger value, offset in relation to nozzle. And trigger height adjustment M557 X55:290 Y25:290 P6:16 ; Define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4092 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M140 H0 ; map heated bed to heater 0 M143 H0 S150 ; set temperature limit for heater 0 to 150C M308 S1 P"e0temp" Y"thermistor" T100000 B4092 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q600 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H-1 ; set fan 1 value. Thermostatic control is turned off M950 F2 C"fan2" Q500 ; create fan 2 on pin fan2 and set its frequency M106 P2 S1 H1:0 T45 ; set fan 2 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; define tool 0 G10 P0 X45 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined M591 D0 C3 P1 E1 S1 ; Turn on functionality for a filament run-out switch ; Miscellaneous M575 P1 S1 B57600 ; enable support for PanelDue M501 ; M501: Read all stored parameters ;M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
I'm not afraid to die,i just don't want to be there
when it happens
-
Test manually
i assume from your config that the bed is 300x300
issue G0 X0 Y0
see that the head moves to one edge of the bed
then issue G0 X300 Y300 and see if its moves to the opposite side of the bed
-
@n3ovo said in BL-Touch and problems:
M501 ;Read stored parameters M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X9000.00 Y9000.00 Z180.00 E6000.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
Remove those lines from your cura start gcode. Also make sure that you have reprap gcode flavor selected.
It seems like your axis minima maxima is not quite right.
0,0 should be the front left corner of the bed. If the nozzle can go further to the left or front than that, the minima would then be negative.
-
Just checked accordance on the printer If I type 0 0 it's up in the front left hand corner If I type 300 300 it's in the back right hand corner It goes to the center at 15150 I can hit any part of the bed and with a tape measure as close as I can possibly get it's right on the money So why is the program Why when I print does it go crooked It looks like when I print it it only thinks it has half a bed but only half on x why seems okay
-
"Origin at center" in cura(or some other slicer You are using) machine settings perhaps ?
Or....
G10 P0 X45 Y0 Z0
Why Do You have tool offset 45mm for X axis ??
-
@BoA said in BL-Touch and problems:
"Origin at center" in cura(or some other slicer You are using) machine settings perhaps ?
Or....
G10 P0 X45 Y0 Z0
Why Do You have tool offset 45mm for X axis ??
bingo!
-
@Veti yes it moves just what it should
thanks
-
Ok i removed all the Commands from cura. did not help ,, cant find out why, I started and old laptop with cura with the same out come and this ran before with no problem. Yes i changed it to RepRap did not help ... told cura to print in the centre of bed, Still no good same outcome ...
went tonight and got PrusaSlicer ran the same g-code that i have been trying and no good // still printer off one side???
I am thinking i have a bad update to the ROM/Web
2 things someone let me know i am running 3.1.1 but i have It seems A Log more in there and i needed. Here is a list of files i have in the 0/sys/ folder?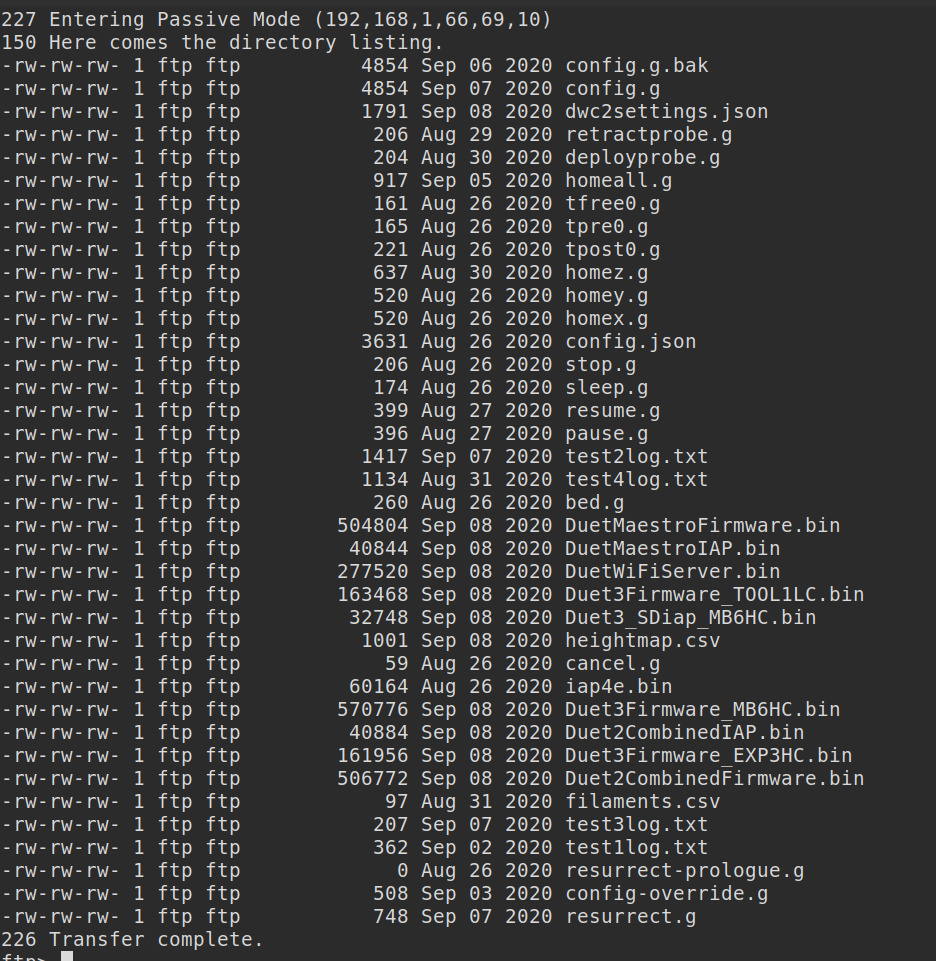
And What files do i need to Download, I am i little confused of what to download to make sure i have a good copy!
Thanks John G.
I'm not afraid to die,i just don't want to be there
when it happens
-
The reason for the BIG number we still playing around and i just keep it there till o get around to getting the HOLE bed to print from .. my still big problem is that it is still only printing on the left side
thanks John G