G29 Vs G32
-
Hi the bed is 300 x 300 but due to the large head the printable area is about 250 yes.
But the bed is NOT as bad as the G29 mesh is saying. Hence the print I did without using mesh bed compensation. However it is pot luck what area of the bed I print on, ie. different model sizes. So I would prefer to use mesh bed comp.
Oh yes I didn't take the tool offset into account, should I subtract that from the probe offest or add it ?
Also I have just updated firmware to 2.05 after reading this:
Bed compensation did not take account of the XY offset of the printing nozzle from the head reference pointon github. But not had time to play since, I hope to have time later today.
-
@lyndon said in G29 Vs G32:
Oh yes I didn't take the tool offset into account, should I subtract that from the probe offest or add it ?
See this documentation:
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe#Section_Measuring_Probe_X_Y_Offset
-
that documentation assumes that the tool point is a nozzle.
he defined his x0 y0 to be between his 2 nozzle and is making his life a lot harder that way. -
@veti, I strongly agree with your last post. The "Control Point" from G-Code's perspective needs to be 0,0,0 aligned with ONE of the nozzles. Everything else is an offset from that base.
It is almost essential that he do this, so that all the people trying to help him, and OP himself, are "on the same page".
@lyndon Does this make sense?
-
Hi all. what and idiot I am, I hadn't changed the tool offset since replacing my chimera hot end for this duel switching head. DUH.
with the new head the offset is more like 2mm. So for now I have set tool offset to 0 as suggested, and since the head change I agree.I have now re levelled the bed and am running a detailed G29 and will post results later.
-
This post is deleted! -
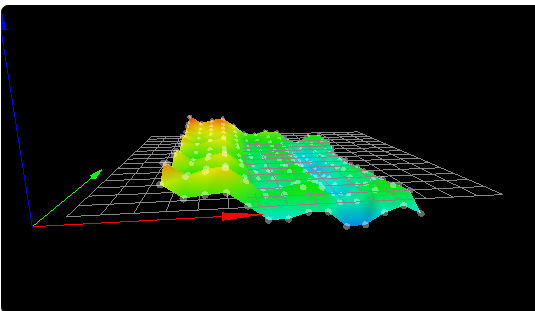
Hi All. here is the latest height map data:
G29 210 points probed, min error -0.175, max error 0.220, mean -0.003, deviation 0.092Height map:
Result from G32:
G32 Manual corrections required: 0.00 turn up (0.00mm) 0.01 turn up (-0.01mm) 0.12 turn up (-0.06mm) 0.07 turn down (0.03mm)Print:

Must admit this is the best print using mesh bed compensation I've got so far but no where near as good as the print achieved without it ??
If you study the height map in relation to the print you can see the lower points on the height map are in deed where the nozzle is touching the bed. Which suggests mesh bed compensation is working. But the bed is not as low as G29 thinks it is, at those points.
Again I ask why does a Z of a G32 probe point on the bed NOT equal a Z of a G29 probe of the same point ??
-
that suggest that there is a tilt in the hotend.
this causes the z offset to be higher on the left and lower on the right.
the probing however needs this offset to be constant.this could be due to problems with the wheels on the x gantry
or the wires pulling on the hotend assembly, twisting the entire assembly. -
Cheers I will look into that.
-
Ok I have now check mechanical and have to say I don't find any issues.
Next I will be mounting a DTI on the head and see if I can make progress or improve my understanding.
Can I ask, am I trying to probe the bed at the points where the nozzle would be? or does the firmware calculate for the offset ?In my case should I be probing at X45 Y-55, and would this relate to nozzle X0 Y0 ?
Or have I been at this too long and brain freezing?????