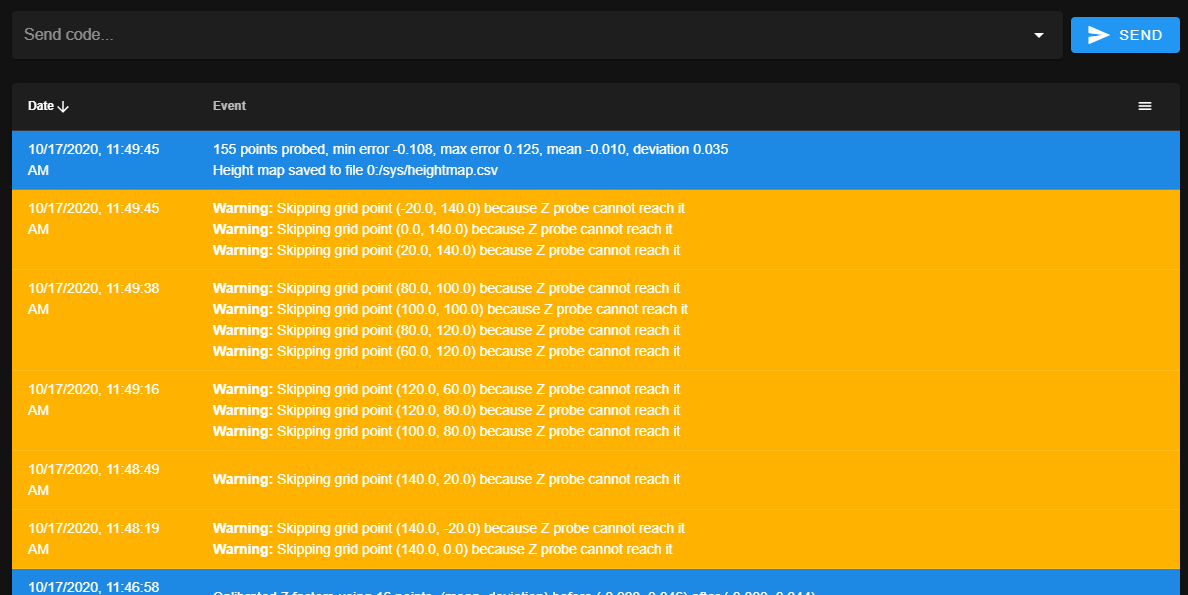
I missed this in the console. It is skipping because it can't reach it. If I use M564 S0 H0 it does the same thing. I thought that might allow it to move outside the normal range.
I missed this in the console. It is skipping because it can't reach it. If I use M564 S0 H0 it does the same thing. I thought that might allow it to move outside the normal range.
I've been running my delta printers on Duet 2 wifi and ethernet boards for many years without using a z probe. I had a couple of BL Touch classics sitting around that I ordered a few years ago and thought I would finally get around to trying them. I have the probe setup and have been experimenting over the last few days.
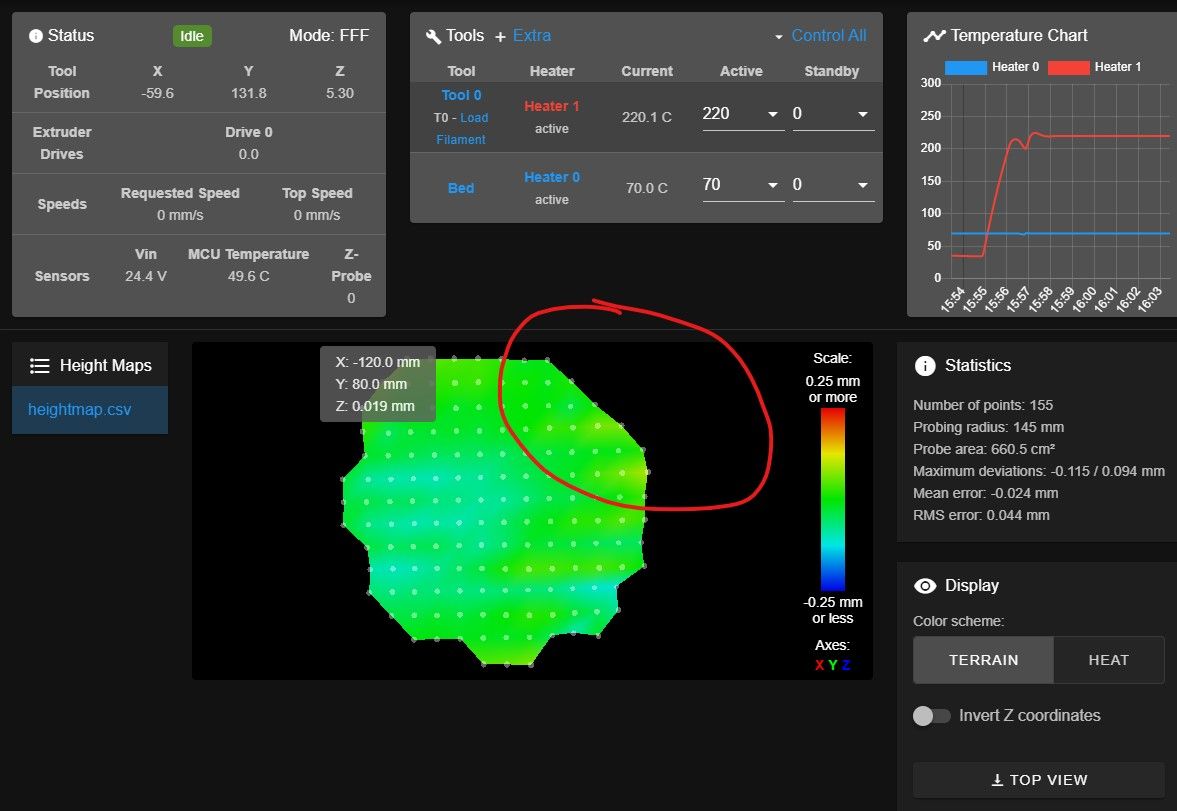
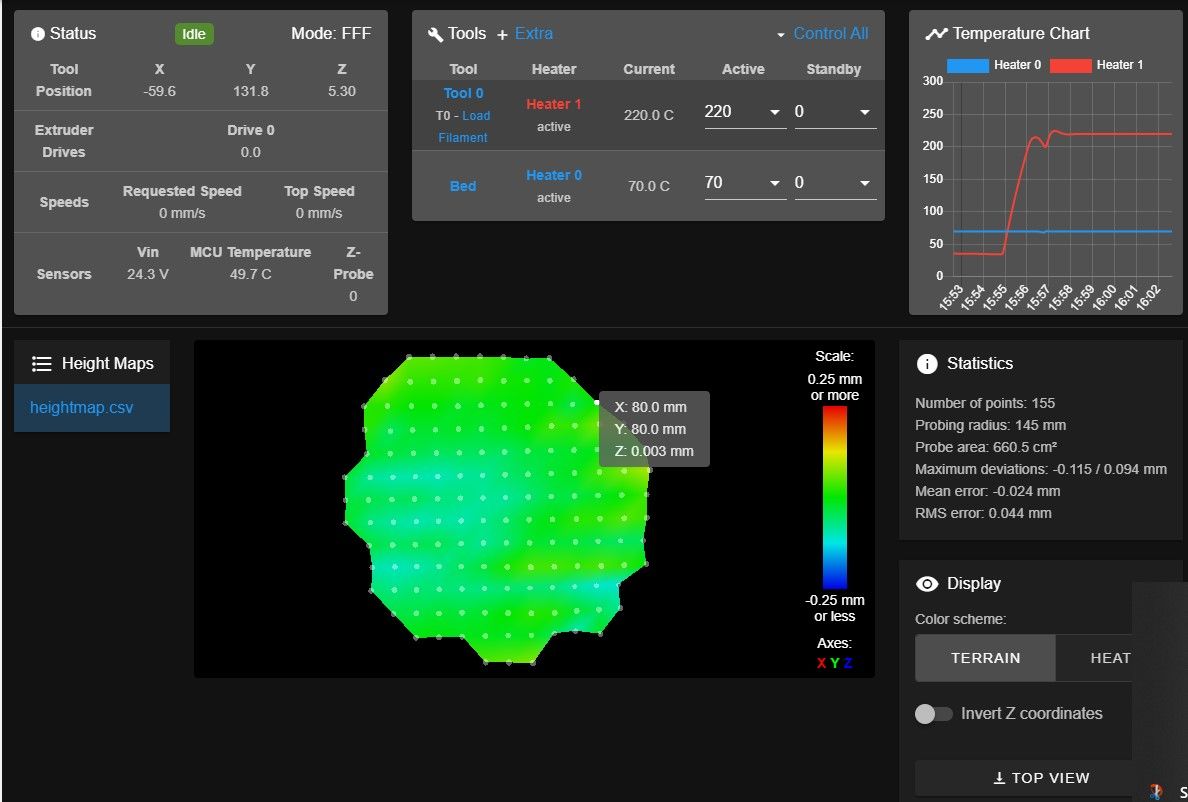
When I do a G29 I noticed that it cuts out the area circled at the top. I tried doing an M564 S0 H0 to let it go out of bounds but that did not make a difference. The other observation is that the probe points do not seem to take into account the offset on my probe.
Anyone have any insights on this? Attaching my config.g and bed.g files
Thanks everyone. That was dumb on my part. I was looking for an F modifier and totally discounted the T parameter without reading what it said in the doc.
Is it possible to set the feedrate for the x/y move in the G30 command? It runs the G30 commands in my bed.g file at 33mm/s. I'd like to to move to the x/y location much faster say 100mm/s and probe at the M558 feedrate. I've searched the threads and the docs and don't see a way to adjust it.
my z probe is set as follows
M558 P9 C"^zprobe.in" H5 F100 T2000
G31 X-20.36 Y-11.75 Z0.28 P25
bed.g
M561
; bed.g file for RepRapFirmware, generated by Escher3D calculator
; 10 points, 6 factors, probing radius: 140, probe offset (0, 0)
G28
G30 P0 X0.00 Y140.00 Z-99999 H0
G30 P1 X121.24 Y70.00 Z-99999 H0
G30 P2 X121.24 Y-70.00 Z-99999 H0
G30 P3 X0.00 Y-140.00 Z-99999 H0
G30 P4 X-121.24 Y-70.00 Z-99999 H0
G30 P5 X-121.24 Y70.00 Z-99999 H0
G30 P6 X0.00 Y70.00 Z-99999 H0
G30 P7 X60.62 Y-35.00 Z-99999 H0
G30 P8 X-60.62 Y-35.00 Z-99999 H0
G30 P9 X0 Y0 Z-99999 S6
@dc42 2.1.1 worked. Thank you.
With this release I am unable to get the extrude button to become active in the webgui after the hotend heats up. See below for details.
https://forum.duet3d.com/topic/15580/3-01-rc6-extrude-button-does-not-come-active
; Configuration file for testing Duet Ethernet and Wifi
; Communication and general
M111 S0 ; Debug off
M111 S0 ; Debugging off
G21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
M555 P2 ; Set firmware compatibility to look like Marlin
M550 PXnaronDelta ; Machine name and Netbios name (can be anything you like)
M551 Preprap ; Machine password (used for FTP)
;*** If you have more than one Duet on your network, they must all have different MAC addresses, so change the last digits
M540 P0xBE:0xEF:0xDE:0xAD:0xBE:0xED ; MAC Address
;*** Networking - Enable for both WiFi and Ethernet boards.
M552 S1 ; Turn network on
;*** Ethernet networking: Adjust the IP address and gateway in the following 2 lines to suit your network
M552 P192.168.0.14 ; (0 = DHCP)
M554 P192.168.0.255 ; Gateway
M553 P255.255.255.0 ; Netmask
;*** The homed height is deliberately set too high in the following - you will adjust it during calibration.
;M665 L311.000 R154.000 H423.8 B140.0 X0.000 Y0.000 Z0.000; SHORT ARMS Set delta radius, diagonal rod length, printable radius and homed height
M665 L348.000 R153.700 H379.590 B150.0 X0.000 Y0.000 Z0.000; LONG ARMS Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; Put your endstop adjustments here, or let auto calibration find them
M208 Z0 S1 ; Set minimum Z
; Endstops
M574 X2 S1 P"xstop" ; X min active high endstop switch
M574 Y2 S1 P"ystop" ; Y min active high endstop switch
M574 Z2 S1 P"zstop" ; Z min active high endstop switch
M558 P1 X0 Y0 Z0 H5 F120 T9000 ; Set Z probe type to unmodulated, the axes for which it is used and the probe + travel speeds
G31 P600 X0 Y0 Z2.5 ; Set Z probe trigger value, offset and trigger height
M557 R140 S20 ; Define mesh grid
; Drives
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S0 ; Drive 3 goes forwards
M350 X64 Y64 Z64 E32 I1 ; Configure microstepping with interpolation
M92 X640 Y640 Z640 E840 ; Set steps per mm x32 360
M566 X1200 Y1200 Z1200 E1200 ; Set maximum instantaneous speed changes (mm/min)
M203 X9000 Y9000 Z9000 E6000 ; Set maximum speeds (mm/min)
M201 X2000 Y2000 Z2000 E1500 ; Accelerations (mm/s^2)
M906 X2000 Y2000 Z2000 E600 ; Set motor currents (mA) Bondtech
M84 S0 ; Disable motor idle current reduction
; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 R4700 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M308 S1 P"e0temp" Y"thermistor" T100000 B4388 C0 R4700 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M143 H1 S300 ; set temperature limit for heater 1 to 280C
M307 H1 B0 S1.00
; Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on
; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
; Custom settings
G1 S2 X0.1 Y0.1 Z0.1;
G28;
3.01 RC6 Extrude button does not come active. I have upgraded to 3.0 then to 3.01. I can heat the hotend up and print but the extrude button in duet web control 2.1.0 never becomes active. I tried setting M302 S160 R160; but it doesn't make a difference. Any suggestions?